You might also like
- Tribology of Graphene: Simulation Methods, Preparation Methods, and Their ApplicationsFrom EverandTribology of Graphene: Simulation Methods, Preparation Methods, and Their ApplicationsRating: 5 out of 5 stars5/5 (1)
- Evaluation of Flexographic Printing Technology For Multi Busbar Solar CellsDocument12 pagesEvaluation of Flexographic Printing Technology For Multi Busbar Solar CellsLong HàNo ratings yet
- Flexo-printed-Busbarless-Solar-Cells-for-Multi-wire-Interc_2016_Energy-ProceDocument15 pagesFlexo-printed-Busbarless-Solar-Cells-for-Multi-wire-Interc_2016_Energy-Procereza mohammadianNo ratings yet
- Shrinky-Dink Microfluidics Rapid Generation of DeeDocument4 pagesShrinky-Dink Microfluidics Rapid Generation of Deefranciscoromo221No ratings yet
- Micromachines 14 00665 v2Document16 pagesMicromachines 14 00665 v2Tze Weei NgNo ratings yet
- 2019 Honeycomb Plasm On I CDocument14 pages2019 Honeycomb Plasm On I CMohamed MagdyNo ratings yet
- Barbu 2009 AdvancesDocument11 pagesBarbu 2009 AdvancesSourav RoyNo ratings yet
- Microfluid Research PaperDocument7 pagesMicrofluid Research PaperSatabarto SarkarNo ratings yet
- Fabrication of Silicon Nanostructures With Large Taper Angle by Reactive Ion EtchingDocument6 pagesFabrication of Silicon Nanostructures With Large Taper Angle by Reactive Ion EtchingAurélien MazzamurroNo ratings yet
- Solar Cell Metallization by Laser Transfer of Metal Micro-DropletsDocument10 pagesSolar Cell Metallization by Laser Transfer of Metal Micro-DropletsEugene PaiNo ratings yet
- Laser Printing and Femtosecond Laser Structuring of Electrode Materials For The Manufacturing of 3D Lithium-Ion Micro-BatteriesDocument6 pagesLaser Printing and Femtosecond Laser Structuring of Electrode Materials For The Manufacturing of 3D Lithium-Ion Micro-Batterieskhue tranNo ratings yet
- Shrinky-Dink Microfluidics Rapid Generation of DeeDocument4 pagesShrinky-Dink Microfluidics Rapid Generation of Deeonnie.ruiNo ratings yet
- 19% Efficient Inline-Diffused Large-Area Screen-Printed Al-LBSF Silicon Wafer Solar CellsDocument5 pages19% Efficient Inline-Diffused Large-Area Screen-Printed Al-LBSF Silicon Wafer Solar CellsBeyza Nur AKBOLATNo ratings yet
- Research Gate W Pre Page NAFEMS WC 17 Molker Et AlDocument30 pagesResearch Gate W Pre Page NAFEMS WC 17 Molker Et AlAnkit RajaNo ratings yet
- Esmm 974Document19 pagesEsmm 974santanuNo ratings yet
- Additive Manufacturing: Full Length ArticleDocument8 pagesAdditive Manufacturing: Full Length ArticlePuskar PathakNo ratings yet
- Coatings 04 00085researchDocument14 pagesCoatings 04 00085researchouahabnabil2020No ratings yet
- Materials 07 01318Document24 pagesMaterials 07 01318rerama reramaNo ratings yet
- Numerical Modelling of The Ow in The Resin Infusion Process On The REV Scale: A Feasibility StudyDocument7 pagesNumerical Modelling of The Ow in The Resin Infusion Process On The REV Scale: A Feasibility StudyViet Anh LeNo ratings yet
- 21 A-Solar-Cell-Architecture-for-Enhancing-Performance-While-Reducing-Absorber-Thickness-and-Back-Contact-RequirementsDocument8 pages21 A-Solar-Cell-Architecture-for-Enhancing-Performance-While-Reducing-Absorber-Thickness-and-Back-Contact-RequirementssriNo ratings yet
- Characterization of Oxide-Coated Polysilicon Disk Resonator Gyroscope Within A Wafer-Scale Encapsulation ProcessDocument8 pagesCharacterization of Oxide-Coated Polysilicon Disk Resonator Gyroscope Within A Wafer-Scale Encapsulation ProcessshreerangarbrNo ratings yet
- Plastic Electronics: An IntroductionDocument13 pagesPlastic Electronics: An IntroductionMinnaNo ratings yet
- Thin-Film Solar Cell Review Technologies Commercial StatusDocument6 pagesThin-Film Solar Cell Review Technologies Commercial StatusZefu ANo ratings yet
- Analysis of The Effect of Air Hole Diameter and Lattice Pitch in Optical Properties For Hexagonal Photonic Crystal FiberDocument8 pagesAnalysis of The Effect of Air Hole Diameter and Lattice Pitch in Optical Properties For Hexagonal Photonic Crystal FiberfaisalbanNo ratings yet
- Thesis On Thin Film Solar CellDocument6 pagesThesis On Thin Film Solar CellBuyingCollegePapersOnlineSingapore100% (2)
- Ome 11 2 273Document16 pagesOme 11 2 273thouhidurrahmanrafiNo ratings yet
- 9 - Inkjet Printed Conductive Tracks For Printed ElectronicsDocument9 pages9 - Inkjet Printed Conductive Tracks For Printed Electronicsmasum.sNo ratings yet
- Review of Laser Doping and Its Applications in Silicon Solar CellsDocument12 pagesReview of Laser Doping and Its Applications in Silicon Solar CellsJIJIN KNo ratings yet
- Nanoimprint Lithography: February 2010Document39 pagesNanoimprint Lithography: February 2010Erphan AdhaNo ratings yet
- 2003 - Designing - NanostructuresDocument16 pages2003 - Designing - NanostructuresPeter MalpasNo ratings yet
- Wang Et - AlDocument10 pagesWang Et - AlরানাদেNo ratings yet
- A Review of Research in Numerical Simulation For The Glass-Pressing Process PDFDocument11 pagesA Review of Research in Numerical Simulation For The Glass-Pressing Process PDFLuis ArmadilloNo ratings yet
- Xue Et al-2019-Nano-Micro LettersDocument14 pagesXue Et al-2019-Nano-Micro LettersMustafa AslanNo ratings yet
- DARISTOTLE, J L. A Review of the Fundamental Principles and Applications of Solution Blow Spinning. ACS Applied Materials & Interfaces, 2016.Document13 pagesDARISTOTLE, J L. A Review of the Fundamental Principles and Applications of Solution Blow Spinning. ACS Applied Materials & Interfaces, 2016.smedvideoNo ratings yet
- Research Paper On AerogelDocument8 pagesResearch Paper On Aerogelgbjtjrwgf100% (1)
- 1 Online PDFDocument5 pages1 Online PDFSang HoNo ratings yet
- Nanotechnology Graphene - Properties, Uses and ApplicationsDocument14 pagesNanotechnology Graphene - Properties, Uses and ApplicationsMaximiliano SalazarNo ratings yet
- Ije V3 I2Document139 pagesIje V3 I2AI Coordinator - CSC JournalsNo ratings yet
- Assessment of Printed Circuit Board SolderabilityDocument4 pagesAssessment of Printed Circuit Board SolderabilitysmtdrkdNo ratings yet
- Experimental Studies For The Additive Manufacturing of Continuous Fiber Reinforced Composites Using UV Curing ThermosetsDocument10 pagesExperimental Studies For The Additive Manufacturing of Continuous Fiber Reinforced Composites Using UV Curing ThermosetsRaif SakinNo ratings yet
- Printed Electronics and E-Paper: January 2010Document6 pagesPrinted Electronics and E-Paper: January 2010Niesa WuyoungNo ratings yet
- The Future o F Product Design Utilising Printed Electronics: June 2016Document26 pagesThe Future o F Product Design Utilising Printed Electronics: June 2016Ahmad YNo ratings yet
- A L D S: Nalysis of Ithography Based Approaches in Evelopment of EmiconductorsDocument12 pagesA L D S: Nalysis of Ithography Based Approaches in Evelopment of EmiconductorsAnonymous Gl4IRRjzNNo ratings yet
- Troisi Et Al EPJ 2015Document33 pagesTroisi Et Al EPJ 2015Hữu LộcNo ratings yet
- Screen Printing for Printed MicroelectronicsDocument16 pagesScreen Printing for Printed MicroelectronicsGiang Hoang HuongNo ratings yet
- Plating Processes On Aluminum and Application To Novel Solar Cell ConceptsDocument9 pagesPlating Processes On Aluminum and Application To Novel Solar Cell ConceptsĐức PhạmNo ratings yet
- Microfabrication Using X-Ray LithographyDocument45 pagesMicrofabrication Using X-Ray LithographyGuna SeelanNo ratings yet
- Low-Loss Silicon Integrated Aluminum Nitride PhotoDocument20 pagesLow-Loss Silicon Integrated Aluminum Nitride PhotoEunso ShinNo ratings yet
- Silicon Solar Cells ThesisDocument5 pagesSilicon Solar Cells Thesiserikamorrisfortlauderdale100% (2)
- Polishing of Poly (Methyl Methacrylate), Polycarbonate, and SU-8 PolymersDocument11 pagesPolishing of Poly (Methyl Methacrylate), Polycarbonate, and SU-8 PolymersDr. Alois FabianiNo ratings yet
- Materials and Design: E.H. Amalu, N.N. Ekere, S. MallikDocument9 pagesMaterials and Design: E.H. Amalu, N.N. Ekere, S. MallikTHIMMAPPANo ratings yet
- Modeling Transformer Core Joints Using Gaussian Models For The Magnetic Ux Density and PermeabilityDocument12 pagesModeling Transformer Core Joints Using Gaussian Models For The Magnetic Ux Density and PermeabilityАлексей СемёновNo ratings yet
- MDH Thesis ProcessDocument6 pagesMDH Thesis Processdwm7sa8p100% (2)
- Alex PolymerDocument7 pagesAlex PolymerIrina PetreanuNo ratings yet
- Flexible Planar Antenna on Multilayer Rubber CompositeDocument13 pagesFlexible Planar Antenna on Multilayer Rubber CompositeMirela CimpanuNo ratings yet
- 3D Printing of Robotic Soft Actuators WithDocument9 pages3D Printing of Robotic Soft Actuators WithPringgo Widyo LaksonoNo ratings yet
- Graphene Workshop Report enDocument10 pagesGraphene Workshop Report enKrishna Reddy GurralaNo ratings yet
- Writing and Publishing Your Next Research Manuscript Using Sciencdirect and MendeleyDocument2 pagesWriting and Publishing Your Next Research Manuscript Using Sciencdirect and MendeleyJulrey Angelo SedenoNo ratings yet
- IMOSDocument19 pagesIMOSarashmokhtariNo ratings yet
- TN SuganoDocument7 pagesTN SuganoYana SyafriyanaNo ratings yet
- UD-716AGL: Compact Type Automatic Reader Glow Curve DisplayDocument2 pagesUD-716AGL: Compact Type Automatic Reader Glow Curve DisplayDaniel NamoradoNo ratings yet
- IV Semester ElectricalDocument30 pagesIV Semester ElectricalSpectre ZeroNo ratings yet
- Programmable Logic Controllers (PLC) : Powerpoint Presentation OnDocument17 pagesProgrammable Logic Controllers (PLC) : Powerpoint Presentation OnSumanAgarwalNo ratings yet
- Osp-0771 2023.07.06Document28 pagesOsp-0771 2023.07.06Putu Aditya RenandanaNo ratings yet
- OC - UNIT 3notesDocument37 pagesOC - UNIT 3notesAmit SivaNo ratings yet
- VREG and LCD ChecksDocument53 pagesVREG and LCD ChecksYe Yint AungNo ratings yet
- 191 Version 4 TC14 Technical ManualDocument42 pages191 Version 4 TC14 Technical ManualBrahim Chergui100% (2)
- Targo II: TM-Helmet Mounted Display SystemDocument4 pagesTargo II: TM-Helmet Mounted Display SystemManuel SolisNo ratings yet
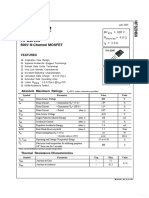
- HFS2N60: 600V N-Channel MOSFETDocument7 pagesHFS2N60: 600V N-Channel MOSFETNickol HardwayNo ratings yet
- Eim AssessmentDocument7 pagesEim AssessmentMike Lyster AlvarezNo ratings yet
- Thermogravimetry (TG) : 1. Isothermal Thermogravimetry 2. Quasi-Isothermal Thermogravimetry 3. Thermogravimetry DynamicDocument19 pagesThermogravimetry (TG) : 1. Isothermal Thermogravimetry 2. Quasi-Isothermal Thermogravimetry 3. Thermogravimetry DynamicZUL KAMARUDDIN100% (1)
- Gi PDFDocument67 pagesGi PDFMisha KulibaevNo ratings yet
- Common IonsDocument2 pagesCommon IonsthegodofgodNo ratings yet
- Ec 8094 UNIT 2 Satellite Communication - RMK NotesDocument93 pagesEc 8094 UNIT 2 Satellite Communication - RMK NotesAkNo ratings yet
- Maruti (Vwlor: Car BrochureDocument10 pagesMaruti (Vwlor: Car BrochureSiddesh LadNo ratings yet
- Kron Reduction - Open ElectricalDocument2 pagesKron Reduction - Open ElectricalHerman DamanikNo ratings yet
- Time To Digital Converter SlidesDocument12 pagesTime To Digital Converter SlidesburakgonenNo ratings yet
- TCL CON DAÑ OS L32D10 MT23LA Service Manual PDFDocument43 pagesTCL CON DAÑ OS L32D10 MT23LA Service Manual PDFAxl MendozaNo ratings yet
- Aselsan StajDocument38 pagesAselsan Stajhittaf_05No ratings yet
- 416e Diagrama ElectricoDocument24 pages416e Diagrama ElectricoElvis Gonzalez Huerta83% (6)
- Lmu 2130Document2 pagesLmu 2130Chirag RaiNo ratings yet
- Boylestad Electronics Multiple Choice Q&a ChapterDocument8 pagesBoylestad Electronics Multiple Choice Q&a ChapterDenaiya Watton LeehNo ratings yet
- HP ColorLJ9500 MFP SMDocument574 pagesHP ColorLJ9500 MFP SMcwalters7No ratings yet
- OPDT 12c 2017Document188 pagesOPDT 12c 2017ramilanezNo ratings yet
- Physiogard TM / Cs 910: The Universal Monitoring SystemDocument6 pagesPhysiogard TM / Cs 910: The Universal Monitoring SystemRomuald Eric TefongNo ratings yet
- Electrical Machines: Electrical Mechanical Mechanical Electrical Energy Energy Energy EnergyDocument40 pagesElectrical Machines: Electrical Mechanical Mechanical Electrical Energy Energy Energy EnergyJeyganes SuppanNo ratings yet
- PCM Technology - E&M Interface PDFDocument2 pagesPCM Technology - E&M Interface PDFViren TrivediNo ratings yet
- Smart Gun War Field Spy Robot Using Arduino and ZigbeeDocument10 pagesSmart Gun War Field Spy Robot Using Arduino and ZigbeeIJRASETPublicationsNo ratings yet
- Daikin VRV IV CatalogueDocument96 pagesDaikin VRV IV CatalogueDenise Koh Chin HuiNo ratings yet