You might also like
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- 74-005 - LTCS Pipes Astm A333Document4 pages74-005 - LTCS Pipes Astm A333salesoman3No ratings yet
- 74-002CS Pipes - Astm A106Document2 pages74-002CS Pipes - Astm A106salesoman3No ratings yet
- 74-003SAW Pipes To ASTM A672, GR C65Document2 pages74-003SAW Pipes To ASTM A672, GR C65salesoman3No ratings yet
- 74-001 Non Helical Seam Welded Pipes - API 5LDocument2 pages74-001 Non Helical Seam Welded Pipes - API 5Lsalesoman3No ratings yet
- Usa Mechanical1046-01Document5 pagesUsa Mechanical1046-01Rick HenbidNo ratings yet
- A266A266M-13 Standard Specification For Carbon Steel Forgings For Pressure Vessel Components PDFDocument5 pagesA266A266M-13 Standard Specification For Carbon Steel Forgings For Pressure Vessel Components PDFManuel Antonio Santos VargasNo ratings yet
- Astm A276 A276m 23Document5 pagesAstm A276 A276m 23wenhsiaochuanNo ratings yet
- Astm A276 A276m 17Document4 pagesAstm A276 A276m 17serinacui19880818No ratings yet
- A381-96 (2012) - Metal-Arc-Welded Steel Pipe For Use With High-Pressure Transmission SystemsDocument5 pagesA381-96 (2012) - Metal-Arc-Welded Steel Pipe For Use With High-Pressure Transmission SystemsSRIDHAR BABU KONADANo ratings yet
- Astm A668Document10 pagesAstm A668Hussain AliNo ratings yet
- Steel Castings Suitable For Pressure ServiceDocument6 pagesSteel Castings Suitable For Pressure ServiceDarwin DarmawanNo ratings yet
- Mechanical Metigurical DimensionalDocument4 pagesMechanical Metigurical DimensionalPaviter SinghNo ratings yet
- Astm A668, A668m (2020)Document10 pagesAstm A668, A668m (2020)SK A100% (1)
- A0487 - A0487m-93r12 Esp de MaterialDocument6 pagesA0487 - A0487m-93r12 Esp de MaterialIvan AlanizNo ratings yet
- Astm A668Document10 pagesAstm A668Riky AyalaNo ratings yet
- F2882-12 Standard Specification For Screws, Alloy Steel, Heat Treated, 170 Ksi Minimum Tensile StrengthDocument5 pagesF2882-12 Standard Specification For Screws, Alloy Steel, Heat Treated, 170 Ksi Minimum Tensile StrengthhugoNo ratings yet
- Astm A266x 2021Document5 pagesAstm A266x 2021amitNo ratings yet
- A723A723M-18a 1.05 PDFDocument5 pagesA723A723M-18a 1.05 PDFist93993No ratings yet
- Anand Teknow Aids Engineering India Limited. Pune, India Inspection Test PlanDocument5 pagesAnand Teknow Aids Engineering India Limited. Pune, India Inspection Test PlanengharshNo ratings yet
- Stainless Steel Bars and Shapes: Standard Specification ForDocument8 pagesStainless Steel Bars and Shapes: Standard Specification ForSantosh IngaleNo ratings yet
- ASTM A473 23aDocument4 pagesASTM A473 23aabhaas0% (1)
- Stainless Steel Bars and Shapes: Standard Specification ForDocument8 pagesStainless Steel Bars and Shapes: Standard Specification ForkrkmurthyNo ratings yet
- Stainless Steel Forgings, Ferritic/Austenitic (Duplex), For Pressure Vessels and Related ComponentsDocument4 pagesStainless Steel Forgings, Ferritic/Austenitic (Duplex), For Pressure Vessels and Related ComponentsСергей ЩучевNo ratings yet
- Steel Castings Suitable For Pressure ServiceDocument6 pagesSteel Castings Suitable For Pressure ServiceRafael CossolinoNo ratings yet
- A276A 276M.17 Norma Aceros Inoxidables Composicion PDFDocument8 pagesA276A 276M.17 Norma Aceros Inoxidables Composicion PDFalucard375No ratings yet
- Astm A27 (2013) PDFDocument4 pagesAstm A27 (2013) PDFStuar TencioNo ratings yet
- ASTM A276 - Stainless Steel Bars and Shapes (2017.3)Document8 pagesASTM A276 - Stainless Steel Bars and Shapes (2017.3)정영우100% (1)
- Steel Forgings, Carbon and Alloy, For General Industrial UseDocument10 pagesSteel Forgings, Carbon and Alloy, For General Industrial UseRed RedNo ratings yet
- Sa 672Document7 pagesSa 672lalitaliNo ratings yet
- Product Certification FabCo 811N1 Lot 01873Document1 pageProduct Certification FabCo 811N1 Lot 01873Sleyda MunozNo ratings yet
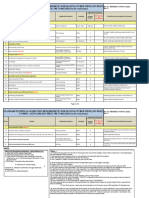
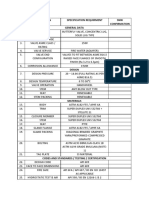
- S.I NO Description Specification Requirment SNW Confirmation General DataDocument3 pagesS.I NO Description Specification Requirment SNW Confirmation General DatavishnuvarthanNo ratings yet
- A 232 - A 232M - 05 (2011) E1 PDFDocument4 pagesA 232 - A 232M - 05 (2011) E1 PDFأسامة وحيد الدين رمضانNo ratings yet
- SPE 77-163 (2004) Axial Disc Check Valves To ASME B16.34Document9 pagesSPE 77-163 (2004) Axial Disc Check Valves To ASME B16.34김창배No ratings yet
- Stainless Steel Socket Button and Flat Countersunk Head Cap Screws (Metric)Document6 pagesStainless Steel Socket Button and Flat Countersunk Head Cap Screws (Metric)Darwin DarmawanNo ratings yet
- Steel Rivets and Bars For Rivets, Pressure VesselsDocument4 pagesSteel Rivets and Bars For Rivets, Pressure Vesselsrohit kumarNo ratings yet
- Steel Line Pipe, Black, Plain-End, Electric-Resistance-WeldedDocument6 pagesSteel Line Pipe, Black, Plain-End, Electric-Resistance-WeldedAli Saleh Saad AL-isawiNo ratings yet
- Steel Rivets and Bars For Rivets, Pressure VesselsDocument4 pagesSteel Rivets and Bars For Rivets, Pressure VesselsAdán Cogley CantoNo ratings yet
- Cobalt-28 Chromium-6 Molybdenum Alloy Castings and Casting Alloy For Surgical Implants (UNS R30075)Document4 pagesCobalt-28 Chromium-6 Molybdenum Alloy Castings and Casting Alloy For Surgical Implants (UNS R30075)Rosalba ToxquiNo ratings yet
- A276-15 Standard Specification For Stainless Steel Bars and ShapesDocument8 pagesA276-15 Standard Specification For Stainless Steel Bars and Shapestjt47790% (1)
- Steel Sheet Piling: Standard Specification ForDocument2 pagesSteel Sheet Piling: Standard Specification ForDarwin DarmawanNo ratings yet
- Process Specification For The Heat Treatment of Aluminum Alloys PDFDocument8 pagesProcess Specification For The Heat Treatment of Aluminum Alloys PDFashokksamy100% (1)
- Astm A27Document4 pagesAstm A27Rafael Elles100% (2)
- Steel Castings, General Requirements, For Pressure-Containing PartsDocument12 pagesSteel Castings, General Requirements, For Pressure-Containing PartsMarco A. R. JimenesNo ratings yet
- B 367 - 93 R98 Qjm2ny05m1i5oaDocument5 pagesB 367 - 93 R98 Qjm2ny05m1i5oaHéctor NossaNo ratings yet
- Chromium-Vanadium Alloy Steel Spring Wire: Standard Specification ForDocument4 pagesChromium-Vanadium Alloy Steel Spring Wire: Standard Specification ForErick ERICKNo ratings yet
- A560 - Castings Chromium Nickel AlloyDocument3 pagesA560 - Castings Chromium Nickel AlloychemtausifNo ratings yet
- Datasheet For Butterfly ValveDocument3 pagesDatasheet For Butterfly ValvevishnuvarthanNo ratings yet
- Copper-Zinc-Tin-Bismuth Alloy Rod, Bar and Wire: Standard Specification ForDocument5 pagesCopper-Zinc-Tin-Bismuth Alloy Rod, Bar and Wire: Standard Specification ForErick VargasNo ratings yet
- A859A859M-04 (Reapproved 2014) PDFDocument5 pagesA859A859M-04 (Reapproved 2014) PDFHadi HowaidaNo ratings yet
- Astm B360 09Document2 pagesAstm B360 09xipeded768No ratings yet
- ASTM A240-A240M-07e1Document12 pagesASTM A240-A240M-07e1NadhiraNo ratings yet
- Centrifugally Cast Iron-Chromium-Nickel High-Alloy Tubing For Pressure Application at High TemperaturesDocument6 pagesCentrifugally Cast Iron-Chromium-Nickel High-Alloy Tubing For Pressure Application at High TemperaturesAlejandro GonzálezNo ratings yet
- Stainless Steel Bars and Shapes: Standard Specification ForDocument8 pagesStainless Steel Bars and Shapes: Standard Specification ForAnonymous ZSne5ChQNo ratings yet
- Astm f2882Document7 pagesAstm f2882YoNo ratings yet
- Welded UNS N08120, UNS N08800, UNS N08810, and UNS N08811 Alloy TubesDocument3 pagesWelded UNS N08120, UNS N08800, UNS N08810, and UNS N08811 Alloy TubesRed RedNo ratings yet
- Astm A965x 2021aDocument7 pagesAstm A965x 2021aamitNo ratings yet
- A312a312m 24800Document13 pagesA312a312m 24800Med Ali SmaouiNo ratings yet
- Perno Hex Unc AstmDocument1 pagePerno Hex Unc AstmEsther CVNo ratings yet
- Turbine Generator OverviewDocument24 pagesTurbine Generator OverviewdantegimenezNo ratings yet
- Testing and Commissioning Procedure For Lift, Escalator and Passenger Conveyor Installation Government BuildingsDocument136 pagesTesting and Commissioning Procedure For Lift, Escalator and Passenger Conveyor Installation Government BuildingsAmine ChabchoubNo ratings yet
- AMSA755 - Loadline CertificateDocument1 pageAMSA755 - Loadline Certificateinmran.gNo ratings yet
- STS QAC SOP 015 PSV ServicingDocument11 pagesSTS QAC SOP 015 PSV Servicingmohd as shahiddin jafri100% (1)
- Painting ProcedureDocument62 pagesPainting ProcedureNdomadu100% (5)
- Coal Age Article Fire Safety HSBPLCDocument7 pagesCoal Age Article Fire Safety HSBPLCthuctruongNo ratings yet
- Brochure Găng Tay DIAMOND GLOVE VIETNAMDocument39 pagesBrochure Găng Tay DIAMOND GLOVE VIETNAMJolie PhamNo ratings yet
- 01 - Operating InstructionsDocument74 pages01 - Operating InstructionsАндрей100% (1)
- Engineering Standards & Specifications: Security Level: CONFIDENTIALDocument29 pagesEngineering Standards & Specifications: Security Level: CONFIDENTIALRod RoperNo ratings yet
- A Guide To Whole-School Evaluation in Primary Schools: Evaluation Support and Research UnitDocument32 pagesA Guide To Whole-School Evaluation in Primary Schools: Evaluation Support and Research UnitAnnie A ShahNo ratings yet
- JIS A 5337-1982 Pretensioned Spun High Strength Concrete PilesDocument15 pagesJIS A 5337-1982 Pretensioned Spun High Strength Concrete PilesVõ Quang Kiệt100% (2)
- Masonry Dam Inspection NDTDocument2 pagesMasonry Dam Inspection NDTApurbaa SarmaNo ratings yet
- Lifting Appliances FailureDocument25 pagesLifting Appliances FailurePrakash Alva100% (1)
- Drive 21481044 - 200929Document84 pagesDrive 21481044 - 200929kevin kurnia marpaung100% (1)
- Boq & SC For Paint AmcDocument4 pagesBoq & SC For Paint AmcTusar KoleNo ratings yet
- 1 0 ITP Pole Inspection and Test Plan R1Document7 pages1 0 ITP Pole Inspection and Test Plan R1omarqasimNo ratings yet
- Saudi Aramco Inspection Checklist: Re-Instatement/Punchlisting of Under Ground Pipeline SAIC-L-2133 25-May-05 PipeDocument7 pagesSaudi Aramco Inspection Checklist: Re-Instatement/Punchlisting of Under Ground Pipeline SAIC-L-2133 25-May-05 PipeAnonymous S9qBDVkyNo ratings yet
- UK HSE KP4 Ageing and Life Extension ProgramDocument47 pagesUK HSE KP4 Ageing and Life Extension Programamra_41100% (1)
- Tle9 Q1 W2 CSSDocument39 pagesTle9 Q1 W2 CSSJohn Carl VillarinNo ratings yet
- 017 - Who - PQS - E005 - PCMC VP0.1Document9 pages017 - Who - PQS - E005 - PCMC VP0.1ageng djakmanNo ratings yet
- Cold Insulation Procedure-FDocument26 pagesCold Insulation Procedure-FSamira MohamedNo ratings yet
- Clutch System RectificationDocument10 pagesClutch System RectificationIbu EmasNo ratings yet
- Basic Equipment Maintenance Approach - A Training ModuleDocument45 pagesBasic Equipment Maintenance Approach - A Training ModuleJoel P. Talam100% (2)
- Manual InstalacionDocument47 pagesManual InstalacionMiguel Angel Pavon Carbonell100% (1)
- Astm B 221M - 02 Aluminum Alloy Extruded Bars Rods Wire Profile and TubesDocument14 pagesAstm B 221M - 02 Aluminum Alloy Extruded Bars Rods Wire Profile and TubesLazarasBenny Isprithiyone100% (2)
- CSWIP PWI 24 16 Plastics Welding Inspector 2nd Edition October 2019Document12 pagesCSWIP PWI 24 16 Plastics Welding Inspector 2nd Edition October 2019AL YAZAR100% (1)
- IRN - 18.07.2019 - Harshad Panchal - Revision-0 - Furnace Fabrica - JNK - PORVAIR - RIL PDFDocument3 pagesIRN - 18.07.2019 - Harshad Panchal - Revision-0 - Furnace Fabrica - JNK - PORVAIR - RIL PDFsaptarshi jashNo ratings yet
- TLHT QTXNK Phu LucDocument116 pagesTLHT QTXNK Phu LucVg ChillingNo ratings yet
- Contractor Quality Control Plan Free Word Template DownloadDocument30 pagesContractor Quality Control Plan Free Word Template DownloadrmNo ratings yet
- Company Profile - Wenshang HighwayDocument46 pagesCompany Profile - Wenshang HighwayShen, ChenNo ratings yet