You might also like
- Code of Practice For Design, Installation and Maintenance For Overhead Power LinesDocument19 pagesCode of Practice For Design, Installation and Maintenance For Overhead Power LinesPrashant TrivediNo ratings yet
- Process Specification For The Heat Treatment of Aluminum Alloys PDFDocument8 pagesProcess Specification For The Heat Treatment of Aluminum Alloys PDFashokksamy100% (1)
- Sub Station ReportDocument43 pagesSub Station ReportSithartha SouryaNo ratings yet
- Burckhardt Compression (India) PVT - LTD.: 1.0 MaterialsDocument2 pagesBurckhardt Compression (India) PVT - LTD.: 1.0 MaterialsYOGESHNo ratings yet
- The Tell Tale Heart QuestionsDocument8 pagesThe Tell Tale Heart QuestionsAmina SalahNo ratings yet
- Astm F519Document19 pagesAstm F519unknown1711No ratings yet
- F 519 - 17 PDFDocument19 pagesF 519 - 17 PDFMahdi abanNo ratings yet
- Smls Itp MpsDocument5 pagesSmls Itp MpsGabriel Caicedo RussyNo ratings yet
- A0487 - A0487m-93r12 Esp de MaterialDocument6 pagesA0487 - A0487m-93r12 Esp de MaterialIvan AlanizNo ratings yet
- Astm F139Document5 pagesAstm F139diegomez84No ratings yet
- Certifcato Di Collaudo/Test Certificate: Info@lame-Srl.191.itDocument2 pagesCertifcato Di Collaudo/Test Certificate: Info@lame-Srl.191.itMohamed Raafat100% (1)
- Datasheet For Butterfly ValveDocument3 pagesDatasheet For Butterfly ValvevishnuvarthanNo ratings yet
- Stephen Spender Selected PoemsDocument28 pagesStephen Spender Selected PoemsWriting Hub100% (1)
- MantarDocument20 pagesMantarSUNNY SINGH BRAICHNo ratings yet
- Tech SpecDocument16 pagesTech SpecKingston RivingtonNo ratings yet
- Astm A668Document10 pagesAstm A668Riky AyalaNo ratings yet
- WSET L1 2 Wines SpecificationDocument46 pagesWSET L1 2 Wines Specificationcipollina666No ratings yet
- Physiology of Limbic System by DR ShahabDocument23 pagesPhysiology of Limbic System by DR ShahabShahabuddin Shaikh100% (2)
- 303AC1204AC SE2006GK C DatasheetDocument6 pages303AC1204AC SE2006GK C DatasheetJoao LoboNo ratings yet
- Astm e 2930 - 13Document8 pagesAstm e 2930 - 13Martin Chimenti - ARO SA100% (1)
- 74-003SAW Pipes To ASTM A672, GR C65Document2 pages74-003SAW Pipes To ASTM A672, GR C65salesoman3No ratings yet
- 74-005 - LTCS Pipes Astm A333Document4 pages74-005 - LTCS Pipes Astm A333salesoman3No ratings yet
- 74-008 SS PipeSS PIPES - ASTM A312:2015Document2 pages74-008 SS PipeSS PIPES - ASTM A312:2015salesoman3No ratings yet
- 74-001 Non Helical Seam Welded Pipes - API 5LDocument2 pages74-001 Non Helical Seam Welded Pipes - API 5Lsalesoman3No ratings yet
- Anand Teknow Aids Engineering India Limited. Pune, India Inspection Test PlanDocument5 pagesAnand Teknow Aids Engineering India Limited. Pune, India Inspection Test PlanengharshNo ratings yet
- MTC - 2046Document1 pageMTC - 2046tameem.p2023No ratings yet
- Inspection Checklist: S.No Components Class Type of Check Quantum of CheckDocument8 pagesInspection Checklist: S.No Components Class Type of Check Quantum of CheckCheeragNo ratings yet
- QAP (WO No. 58 & 59) PDFDocument3 pagesQAP (WO No. 58 & 59) PDFKailasNo ratings yet
- Scope CC 2374Document14 pagesScope CC 2374Vishal MandlikNo ratings yet
- Scope Location 1 CC-2577Document4 pagesScope Location 1 CC-2577Ravi Dilawari [Aspire]No ratings yet
- Mechanical Metigurical DimensionalDocument4 pagesMechanical Metigurical DimensionalPaviter SinghNo ratings yet
- Masdar Technical Supplies: Inspection and Test PlanDocument1 pageMasdar Technical Supplies: Inspection and Test PlanmaqboolNo ratings yet
- Test Report For Chemical Testing: Chemical Analysis (%) Specified Values (WT %)Document1 pageTest Report For Chemical Testing: Chemical Analysis (%) Specified Values (WT %)ESHWAR CHARYNo ratings yet
- Quality Assurance Plan (Qap) For L.T.C.S. FittingsDocument2 pagesQuality Assurance Plan (Qap) For L.T.C.S. FittingsVIVEK TIWARINo ratings yet
- Usa Mechanical1046-01Document5 pagesUsa Mechanical1046-01Rick HenbidNo ratings yet
- Steel Castings Suitable For Pressure ServiceDocument6 pagesSteel Castings Suitable For Pressure ServiceDarwin DarmawanNo ratings yet
- A266A266M-13 Standard Specification For Carbon Steel Forgings For Pressure Vessel Components PDFDocument5 pagesA266A266M-13 Standard Specification For Carbon Steel Forgings For Pressure Vessel Components PDFManuel Antonio Santos VargasNo ratings yet
- PTC Test Program For ASTM A351Document3 pagesPTC Test Program For ASTM A351Deepak DasNo ratings yet
- Unalloyed Titanium, For Surgical Implant Applications (UNS R50250, UNS R50400, UNS R50550, UNS R50700)Document6 pagesUnalloyed Titanium, For Surgical Implant Applications (UNS R50250, UNS R50400, UNS R50550, UNS R50700)Red Red100% (1)
- Stainless Steel Forgings, Ferritic/Austenitic (Duplex), For Pressure Vessels and Related ComponentsDocument4 pagesStainless Steel Forgings, Ferritic/Austenitic (Duplex), For Pressure Vessels and Related ComponentsСергей ЩучевNo ratings yet
- 15522HE0253 Rev 0Document7 pages15522HE0253 Rev 0Fernando Ramírez CéspedesNo ratings yet
- HardnessDocument1 pageHardnessm.aliNo ratings yet
- Public Health and Municipal Engineering Department - NelloreDocument3 pagesPublic Health and Municipal Engineering Department - Nellorejuliyet strucNo ratings yet
- Test Report For APP Water Proofing Membrane: Sample InformationDocument1 pageTest Report For APP Water Proofing Membrane: Sample InformationcivillabNo ratings yet
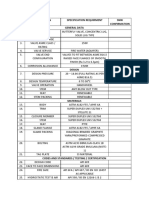
- S.I NO Description Specification Requirment SNW Confirmation General DataDocument3 pagesS.I NO Description Specification Requirment SNW Confirmation General DatavishnuvarthanNo ratings yet
- Certifcato Di Collaudo/Test Certificate: Info@lame-Srl.191.itDocument1 pageCertifcato Di Collaudo/Test Certificate: Info@lame-Srl.191.itMohamed RaafatNo ratings yet
- Qap 900000236 R0Document4 pagesQap 900000236 R0meet bhavsarNo ratings yet
- Item Inspected: CBLT-TPI-00F-186-12623Document16 pagesItem Inspected: CBLT-TPI-00F-186-12623Zulfadli RaniNo ratings yet
- Raychem Certificate Isoiec 170252017Document14 pagesRaychem Certificate Isoiec 170252017RAVIKANT SINDHENo ratings yet
- Farrata 500 MM NON NABLDocument4 pagesFarrata 500 MM NON NABLEr. Kuldeep GangwarNo ratings yet
- MK Purity (42CrMo4+QT)Document2 pagesMK Purity (42CrMo4+QT)Ертан РемзиевNo ratings yet
- 21TR1 E1a2-20200401Document6 pages21TR1 E1a2-20200401toddflyNo ratings yet
- Vendor Itp - Ball Valve (Lot-2) : OwnerDocument3 pagesVendor Itp - Ball Valve (Lot-2) : OwnerVIVEK TIWARINo ratings yet
- Metallic Material Specifications: Title: CMS-Z28GN.0, 2-1/4 Cr-1Mo, Q&T, 90 KSI YS 1. ScopeDocument4 pagesMetallic Material Specifications: Title: CMS-Z28GN.0, 2-1/4 Cr-1Mo, Q&T, 90 KSI YS 1. ScopeReginaldo SantosNo ratings yet
- A859A859M-04 (Reapproved 2014) PDFDocument5 pagesA859A859M-04 (Reapproved 2014) PDFHadi HowaidaNo ratings yet
- B 367 - 93 R98 Qjm2ny05m1i5oaDocument5 pagesB 367 - 93 R98 Qjm2ny05m1i5oaHéctor NossaNo ratings yet
- Client:: Hydraulic Pressure Test ReportDocument3 pagesClient:: Hydraulic Pressure Test ReportESHWAR CHARYNo ratings yet
- Quality Assurance Plan FastnersDocument1 pageQuality Assurance Plan FastnersSuKHjiT SiNGhNo ratings yet
- IS 432 Part 2 Product ManualDocument5 pagesIS 432 Part 2 Product ManualtadilakshmikiranNo ratings yet
- A381-96 (2012) - Metal-Arc-Welded Steel Pipe For Use With High-Pressure Transmission SystemsDocument5 pagesA381-96 (2012) - Metal-Arc-Welded Steel Pipe For Use With High-Pressure Transmission SystemsSRIDHAR BABU KONADANo ratings yet
- Is 432 Part 2 Product ManualDocument5 pagesIs 432 Part 2 Product ManualManikanta Sai KumarNo ratings yet
- Pressure Vessel Plates, Alloy Steel, Quenched and Tempered 7, 8, and 9 % NickelDocument4 pagesPressure Vessel Plates, Alloy Steel, Quenched and Tempered 7, 8, and 9 % Nickelalucard375100% (1)
- PM Is 13730 3Document7 pagesPM Is 13730 3Srirangaraj KesavarajuluNo ratings yet
- Vacuum-Treated Carbon and Alloy Steel Forgings For Turbine Rotors and ShaftsDocument7 pagesVacuum-Treated Carbon and Alloy Steel Forgings For Turbine Rotors and Shaftsalucard375No ratings yet
- Fabrication and Testing Requirements Class: FTR 1 of 2 A 2015-08-04 MC H. Pelders S M. Ummelen ME R.J. Lammers/hpeDocument2 pagesFabrication and Testing Requirements Class: FTR 1 of 2 A 2015-08-04 MC H. Pelders S M. Ummelen ME R.J. Lammers/hpemokie305No ratings yet
- Asme Section Ii A-2 Sa-724 Sa-724mDocument4 pagesAsme Section Ii A-2 Sa-724 Sa-724mdavid perezNo ratings yet
- How to prepare Welding Procedures for Oil & Gas PipelinesFrom EverandHow to prepare Welding Procedures for Oil & Gas PipelinesRating: 5 out of 5 stars5/5 (1)
- Pess Work PlanDocument1 pagePess Work PlanRESTTIE DAGUIO100% (2)
- Turnstile Design SheetDocument6 pagesTurnstile Design SheetArmstrongMasengaNo ratings yet
- Lesson 14 Reference Notes Class 10Document3 pagesLesson 14 Reference Notes Class 10Seetha Lekshmi KishoreNo ratings yet
- Review On Metallization Approaches For High-Efficiency Silicon Heterojunction Solar CellsDocument16 pagesReview On Metallization Approaches For High-Efficiency Silicon Heterojunction Solar Cells蕭佩杰No ratings yet
- TRACHEOSTOMYDocument4 pagesTRACHEOSTOMYRheza AltimoNo ratings yet
- 4099 0002Document4 pages4099 0002kikeecpNo ratings yet
- Isagenix Isalean Shake Vs Visalus Shake 5 16 12Document8 pagesIsagenix Isalean Shake Vs Visalus Shake 5 16 12api-150110825No ratings yet
- Executive SummaryDocument14 pagesExecutive SummarySriharsha Thammishetty100% (1)
- Arterial CatheterizationDocument5 pagesArterial CatheterizationSREEDEVI T SURESHNo ratings yet
- COMEDK UGET-2011 Medical Rank ListDocument147 pagesCOMEDK UGET-2011 Medical Rank ListiamvarkeyNo ratings yet
- Lovely LungsDocument6 pagesLovely Lungsapi-285970439No ratings yet
- The Current Status of The "Food Security Doctrine" Implementation in The Russian Federation and Tasks For 2013-2020Document5 pagesThe Current Status of The "Food Security Doctrine" Implementation in The Russian Federation and Tasks For 2013-2020gautham28No ratings yet
- Organic Food Business in India A Survey of CompaniDocument19 pagesOrganic Food Business in India A Survey of CompaniShravan KemturNo ratings yet
- 3rd - Sem-Ct-23-Chemical EngineeringDocument3 pages3rd - Sem-Ct-23-Chemical EngineeringJay RanjanNo ratings yet
- Balancing ActDocument5 pagesBalancing ActAnonymous AMmNGgPNo ratings yet
- ASEAN Cosmetic Labeling Requirements DOCSDocument1 pageASEAN Cosmetic Labeling Requirements DOCSmilkymilkyNo ratings yet
- Pygas Product Safety SummaryDocument3 pagesPygas Product Safety SummaryBagus Wahyu MurtiantoNo ratings yet
- Visual Inspection of Crimped ConnectionsDocument1 pageVisual Inspection of Crimped Connectionsvinay gayateNo ratings yet
- Cake Makers GuidanceDocument16 pagesCake Makers GuidancegenebabaNo ratings yet
- 300 SS TigDocument10 pages300 SS TigSameer KhanNo ratings yet
- Chemistry Mar 2009 EngDocument8 pagesChemistry Mar 2009 EngPrasad C M100% (1)
- Journal of Drug Delivery Science and TechnologyDocument11 pagesJournal of Drug Delivery Science and TechnologyNguyen PhuongNo ratings yet