You might also like
- Bioprocessing Piping and Equipment Design: A Companion Guide for the ASME BPE StandardFrom EverandBioprocessing Piping and Equipment Design: A Companion Guide for the ASME BPE StandardNo ratings yet
- Applied Process Design for Chemical and Petrochemical Plants: Volume 1From EverandApplied Process Design for Chemical and Petrochemical Plants: Volume 1Rating: 3.5 out of 5 stars3.5/5 (3)
- 74-005 - LTCS Pipes Astm A333Document4 pages74-005 - LTCS Pipes Astm A333salesoman3No ratings yet
- 74-003SAW Pipes To ASTM A672, GR C65Document2 pages74-003SAW Pipes To ASTM A672, GR C65salesoman3No ratings yet
- 74-002CS Pipes - Astm A106Document2 pages74-002CS Pipes - Astm A106salesoman3No ratings yet
- 74-008 SS PipeSS PIPES - ASTM A312:2015Document2 pages74-008 SS PipeSS PIPES - ASTM A312:2015salesoman3No ratings yet
- Tech SpecDocument16 pagesTech SpecKingston RivingtonNo ratings yet
- Smls Itp MpsDocument5 pagesSmls Itp MpsGabriel Caicedo RussyNo ratings yet
- 07 - Apollo - Iocl - Actuator GTV - R1Document1 page07 - Apollo - Iocl - Actuator GTV - R19893203028No ratings yet
- Inspection and Test Plan - LR Bends For Onshore Pipelines VCS-PL-ITP-004Document6 pagesInspection and Test Plan - LR Bends For Onshore Pipelines VCS-PL-ITP-004Vidyut UjalaNo ratings yet
- Appendix-1 (Sheet 1 of 5) Technical Requirements For Ss 304 Bars 1.0 ScopeDocument5 pagesAppendix-1 (Sheet 1 of 5) Technical Requirements For Ss 304 Bars 1.0 ScopeACE MARKETINGNo ratings yet
- Tech Spec For Centrifugal PumpDocument5 pagesTech Spec For Centrifugal PumpRoby Mirza100% (1)
- Hot Isostatic Pressing of Steel, Stainless Steel, and Related Alloy CastingsDocument3 pagesHot Isostatic Pressing of Steel, Stainless Steel, and Related Alloy Castingsmohammed karasnehNo ratings yet
- Item Inspected: CBLT-TPI-00F-186-12623Document16 pagesItem Inspected: CBLT-TPI-00F-186-12623Zulfadli RaniNo ratings yet
- STD QapDocument141 pagesSTD QapSURAJ PRSADNo ratings yet
- Qap Wo 7 r0 (Ion Exchange)Document1 pageQap Wo 7 r0 (Ion Exchange)KailasNo ratings yet
- Inspection & Test Plan For Fabrication, Erection & Testing of Piping SystemDocument4 pagesInspection & Test Plan For Fabrication, Erection & Testing of Piping SystemAbdullah Al Jubayer100% (5)
- ITP For PipingDocument3 pagesITP For PipingAbdullah Al Jubayer100% (1)
- Danem Engineering Works - WLL.: Quality Control & Inspection Test PlanDocument11 pagesDanem Engineering Works - WLL.: Quality Control & Inspection Test PlanRejoy babyNo ratings yet
- QAP (WO No. 58 & 59) PDFDocument3 pagesQAP (WO No. 58 & 59) PDFKailasNo ratings yet
- QAP - Gate Valve - NPCILDocument6 pagesQAP - Gate Valve - NPCILkaustavNo ratings yet
- Et 0000 97 Toc 001bDocument5 pagesEt 0000 97 Toc 001bGLEDSONNo ratings yet
- Quality Assurance Plan (Qap) For L.T.C.S. FittingsDocument2 pagesQuality Assurance Plan (Qap) For L.T.C.S. FittingsVIVEK TIWARINo ratings yet
- Long Neck Pipe EndDocument2 pagesLong Neck Pipe EndahmadsulNo ratings yet
- Burckhardt Compression (India) PVT - LTD.: 1.0 MaterialsDocument2 pagesBurckhardt Compression (India) PVT - LTD.: 1.0 MaterialsYOGESHNo ratings yet
- BSIBV-ITP-07-2 PP ITP For 3LPP Coating DPE Rev. 0Document10 pagesBSIBV-ITP-07-2 PP ITP For 3LPP Coating DPE Rev. 0AMALENDU PAULNo ratings yet
- Bsibv-Itp-07-2 Pe Itp For 3lpe Coating Dpe Rev. 0Document10 pagesBsibv-Itp-07-2 Pe Itp For 3lpe Coating Dpe Rev. 0AMALENDU PAULNo ratings yet
- Pp4 CM Ir 1004 001 - Rev. A - Itp For PipingDocument7 pagesPp4 CM Ir 1004 001 - Rev. A - Itp For PipingHungManhNo ratings yet
- Batch Test Certificate: Less Than 0.0025 Less Than 0.0025Document3 pagesBatch Test Certificate: Less Than 0.0025 Less Than 0.0025venkiNo ratings yet
- Scan 27 Sep 2020Document2 pagesScan 27 Sep 2020SURAJ PRSADNo ratings yet
- Standard Practice For Liquid Penetrant TestingDocument11 pagesStandard Practice For Liquid Penetrant TestingCERTICAS GFNo ratings yet
- Public Health and Municipal Engineering Department - NelloreDocument3 pagesPublic Health and Municipal Engineering Department - Nellorejuliyet strucNo ratings yet
- QAPtanks 27453 345417Document1 pageQAPtanks 27453 345417wasim akramNo ratings yet
- 0183-Itp-04 R1Document2 pages0183-Itp-04 R1Belal hassanNo ratings yet
- D 850 - 00 - Rdg1mc0wmaDocument6 pagesD 850 - 00 - Rdg1mc0wmaCasey RybackNo ratings yet
- Voc TestDocument12 pagesVoc Testj.saiyathNo ratings yet
- Qap Sa420Document3 pagesQap Sa420Abhishek NagNo ratings yet
- Blowers Fans Supply Verification ITPDocument7 pagesBlowers Fans Supply Verification ITPgauravamberkarNo ratings yet
- Bharat Oman QAPDocument6 pagesBharat Oman QAPJJ VAPINo ratings yet
- 7.4 Performance Qualification Protocol For Air Handling UnitDocument27 pages7.4 Performance Qualification Protocol For Air Handling UnitTanveer Ahmed QuadriNo ratings yet
- AC7102.1D Nadcap Audit Criteria For BrazingDocument11 pagesAC7102.1D Nadcap Audit Criteria For BrazingrsjfidderNo ratings yet
- Liquid Penetrant Testing: Standard Practice ForDocument11 pagesLiquid Penetrant Testing: Standard Practice ForErick SanabriaNo ratings yet
- SOP Name SOP For Aluminum Tube Heater Quality Test (Refrigerator) DATE ISSUED 07.07.2020Document7 pagesSOP Name SOP For Aluminum Tube Heater Quality Test (Refrigerator) DATE ISSUED 07.07.2020swapon kumar shillNo ratings yet
- Batch Test Certificate: Date:23/06/2023 Product: ZP-4B Batch No:23F1019 Mfd. In: JUNE 2023Document3 pagesBatch Test Certificate: Date:23/06/2023 Product: ZP-4B Batch No:23F1019 Mfd. In: JUNE 2023venkiNo ratings yet
- Calibration Laboratories For All of The Tests ListedDocument2 pagesCalibration Laboratories For All of The Tests ListedebbasinghNo ratings yet
- Raw Material & Bought Out Items InspectionDocument3 pagesRaw Material & Bought Out Items InspectionSuraj ShettyNo ratings yet
- Farrata 500 MM NON NABLDocument4 pagesFarrata 500 MM NON NABLEr. Kuldeep GangwarNo ratings yet
- Posorja Multipurpose Terminal Terminal Works: Contractor EngineerDocument5 pagesPosorja Multipurpose Terminal Terminal Works: Contractor Engineerhz135874No ratings yet
- Inspection and Test Plan For Above Ground FRP Piping Fabrication & Erection at FieldDocument3 pagesInspection and Test Plan For Above Ground FRP Piping Fabrication & Erection at FieldGohel100% (1)
- QAP - ITP - Steel Girder ApproachDocument21 pagesQAP - ITP - Steel Girder ApproachPartha Gangopadhyay100% (1)
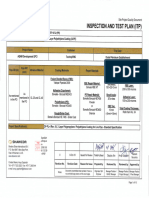
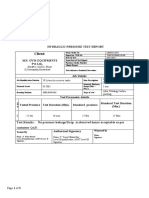
- Client:: Hydraulic Pressure Test ReportDocument3 pagesClient:: Hydraulic Pressure Test ReportESHWAR CHARYNo ratings yet
- Batch Test CertificateDocument3 pagesBatch Test Certificatekarthikeyan1003No ratings yet
- Inspection and Test Plan For Supply of Piping Material: Owner: TpiDocument2 pagesInspection and Test Plan For Supply of Piping Material: Owner: TpisadiqNo ratings yet
- Itp HeDocument15 pagesItp HeAldeline SungahidNo ratings yet
- Batch Test Certificate: Date: 29/03/2019 Product: ZP-4 B Batch No: 19C1019 Mfd. In: March 2019Document3 pagesBatch Test Certificate: Date: 29/03/2019 Product: ZP-4 B Batch No: 19C1019 Mfd. In: March 2019அன்புடன் அஸ்வின்No ratings yet
- Saudi Aramco Test Report: Water Chemistry Report SATR-A-2014 24-Jul-18 MechDocument2 pagesSaudi Aramco Test Report: Water Chemistry Report SATR-A-2014 24-Jul-18 MechnadeemNo ratings yet
- L&T Hydrocarbon Engineering LimitedDocument2 pagesL&T Hydrocarbon Engineering LimitedAnonymous vchjQ9CQveNo ratings yet
- Inspection and Test Plan For Shell and Tube Heat Exchanger - Sample01Document3 pagesInspection and Test Plan For Shell and Tube Heat Exchanger - Sample01Mohamed AtefNo ratings yet
- E1417 PDFDocument10 pagesE1417 PDFAnatta RahardjoNo ratings yet
- Audit Criteria: AC7101/9 REV. CDocument5 pagesAudit Criteria: AC7101/9 REV. Camirkhakzad498No ratings yet
- Local Quotation Request: 1925602 22/04/2019 Ras Al-Khair PipelinesDocument5 pagesLocal Quotation Request: 1925602 22/04/2019 Ras Al-Khair PipelinesMohammad NowfalNo ratings yet
- BServiceManualHW60NAA DDocument35 pagesBServiceManualHW60NAA Djesus quevedoNo ratings yet
- Is 1285 PDFDocument11 pagesIs 1285 PDFrk36266_732077041No ratings yet
- Cameron Riser Slip JointDocument118 pagesCameron Riser Slip JointНикита ПромиснкийNo ratings yet
- (TDB) VRF Wall-Mounted Boracay For South America (R410A, 60Hz) Ver1.1 - 190813Document48 pages(TDB) VRF Wall-Mounted Boracay For South America (R410A, 60Hz) Ver1.1 - 190813Luis Alexander ColmenaresNo ratings yet
- Marriage InvitationDocument137 pagesMarriage InvitationratheeshNo ratings yet
- SBMDocument24 pagesSBMseehariNo ratings yet
- Handtool AigoDocument10 pagesHandtool AigoDennis SetiawanNo ratings yet
- Models: 4002 Through 4008, 4202 Through 4208, 4302 Through 4308Document2 pagesModels: 4002 Through 4008, 4202 Through 4208, 4302 Through 4308RasmusKoefoedNo ratings yet
- Internal Pressure Thickness Calculation As Per Code ASME B 31.3Document1 pageInternal Pressure Thickness Calculation As Per Code ASME B 31.3DikaAnindyajati100% (1)
- 2014 ZHANGJIAGANG Milo Machinery Main Product Main Product NOSE LEDocument21 pages2014 ZHANGJIAGANG Milo Machinery Main Product Main Product NOSE LECristian Gonzalo Fiorilo BravoNo ratings yet
- Cherne Pipe Plug Safety ManualDocument57 pagesCherne Pipe Plug Safety ManualChungNguyen0% (1)
- Watermist Nozzle GW M5Document2 pagesWatermist Nozzle GW M5Chan Kaai YipNo ratings yet
- List Harga Fire Hydrant Equipment: No Nama/Gambar Barang Spesifikasi Uom Harga Nozzle Jet Hose 650.000 RPDocument13 pagesList Harga Fire Hydrant Equipment: No Nama/Gambar Barang Spesifikasi Uom Harga Nozzle Jet Hose 650.000 RPAdi Kira YamatoNo ratings yet
- Data Sheet-CF.S10Document1 pageData Sheet-CF.S10nicolasNo ratings yet
- Memorandum Circular No. 22-18Document66 pagesMemorandum Circular No. 22-18Marce MangaoangNo ratings yet
- ASTM F 722-82 R98 - Standard Specification For Welded Joints For Shipboard Piping SystemsDocument11 pagesASTM F 722-82 R98 - Standard Specification For Welded Joints For Shipboard Piping SystemsDavid MestanzaNo ratings yet
- Syllabus: Craft Instructors Training Scheme (Cits)Document21 pagesSyllabus: Craft Instructors Training Scheme (Cits)Abdul MalikNo ratings yet
- Design Example of Pipe Rack StructureDocument16 pagesDesign Example of Pipe Rack StructureJimit PayNo ratings yet
- N14 Parts Catalog PDFDocument114 pagesN14 Parts Catalog PDFManuais De Catálogos Jose Carlos100% (15)
- Mawt 31.3Document21 pagesMawt 31.3Yehia HassanNo ratings yet
- ASTM Catalog 2013Document22 pagesASTM Catalog 2013dassoumennNo ratings yet
- V10 12d NZ - W02 Network EditorDocument15 pagesV10 12d NZ - W02 Network EditorrenandNo ratings yet
- Aashto M304 PDFDocument2 pagesAashto M304 PDFDavid SolisNo ratings yet
- Stress Living Furnace Mytri Madhu Sir oDocument4 pagesStress Living Furnace Mytri Madhu Sir oCorrosion MarketingNo ratings yet
- MCD Water Management BrochureDocument78 pagesMCD Water Management BrochureBerat DalyabrakNo ratings yet
- Coiled TubingDocument31 pagesCoiled TubingAndres Anchicoque100% (3)
- Development of A Heat ExchangerDocument7 pagesDevelopment of A Heat ExchangerManicks VelanNo ratings yet
- Linde Treinamento PDFDocument226 pagesLinde Treinamento PDFGFEmpilhadeirasLondrina100% (3)
- ASTM D 2290Document5 pagesASTM D 2290Pablo AlcázarNo ratings yet