You might also like
- 42 - Extensive Feedwater Quality Control and Monitoring Concept For Preventing Chemistry-Related Failures of Boiler Tubes in A Subcritical Thermal Power PlantDocument12 pages42 - Extensive Feedwater Quality Control and Monitoring Concept For Preventing Chemistry-Related Failures of Boiler Tubes in A Subcritical Thermal Power PlantBehnam RamouzehNo ratings yet
- Evaluation of Microstructure of High Pressure TurbineDocument8 pagesEvaluation of Microstructure of High Pressure TurbineAndrea CalderaNo ratings yet
- Assessment of Microestructure Degradation of Creep Exposed Boiler SteelsDocument4 pagesAssessment of Microestructure Degradation of Creep Exposed Boiler SteelsdantegimenezNo ratings yet
- Prediction and Prevention of Boiler TubiDocument7 pagesPrediction and Prevention of Boiler Tubiคนธรรมดา เท่าเทียมกันNo ratings yet
- Evaluation of Corrosion Resistance of Galvanized Steel Sheets Used in Automotive ProductionDocument5 pagesEvaluation of Corrosion Resistance of Galvanized Steel Sheets Used in Automotive ProductionSreejith S NairNo ratings yet
- NDT&E International: D. Burzic, J. Zamberger, E. KozeschnikDocument5 pagesNDT&E International: D. Burzic, J. Zamberger, E. KozeschnikFra RebsNo ratings yet
- Review On Cathodic Protection System Modelling: December 2017Document12 pagesReview On Cathodic Protection System Modelling: December 2017Jorge LunaNo ratings yet
- Alcaraz Caracheo2012Document11 pagesAlcaraz Caracheo2012Nelson AlvarezNo ratings yet
- Electrochemical DeburringDocument8 pagesElectrochemical DeburringraulNo ratings yet
- Numerical and Experimental Strength Analysis of Fire-Tube Boiler ConstructionDocument7 pagesNumerical and Experimental Strength Analysis of Fire-Tube Boiler ConstructionMarioKeppleNo ratings yet
- Civil EngineeringDocument14 pagesCivil EngineeringCE18D003 MAYAKUNTLA PRASANNA KUMARNo ratings yet
- Hydrogen Damage of Steels: A Case Study and Hydrogen Embrittlement ModelDocument30 pagesHydrogen Damage of Steels: A Case Study and Hydrogen Embrittlement ModelEvans Azka FNo ratings yet
- 1534-Article Text-2956-1-10-20200102Document9 pages1534-Article Text-2956-1-10-20200102Irshad aliNo ratings yet
- Fatigue Fract Eng Mat Struct - 2021 - FarhadDocument14 pagesFatigue Fract Eng Mat Struct - 2021 - Farhadbasem AljamalNo ratings yet
- PZT Based Smart Corrosion Coupon Using Elect - 2019 - Mechanical Systems and SigDocument15 pagesPZT Based Smart Corrosion Coupon Using Elect - 2019 - Mechanical Systems and SigAdolfo David Perez Lude?aNo ratings yet
- Walczak Tightness AMM 3 2016Document8 pagesWalczak Tightness AMM 3 2016Om Parkash SharmaNo ratings yet
- 1-S2.0-S0957582023002240-Main (Waterwall Tube Lifetime Assesment)Document13 pages1-S2.0-S0957582023002240-Main (Waterwall Tube Lifetime Assesment)enggardbNo ratings yet
- Evaluation of 475 °C Embrittlement in UNS S32750 Super Duplex Stainless Steel Using Four-Point Electric Conductivity MeasurementsDocument8 pagesEvaluation of 475 °C Embrittlement in UNS S32750 Super Duplex Stainless Steel Using Four-Point Electric Conductivity Measurements杨富强No ratings yet
- Making Use of External Corrosion Defect Assessment (ECDA) Data To Predict DCVG %IR Drop and Coating Defect AreaDocument20 pagesMaking Use of External Corrosion Defect Assessment (ECDA) Data To Predict DCVG %IR Drop and Coating Defect AreaSelimNo ratings yet
- 1 s2.0 S1018363916300332 MainDocument5 pages1 s2.0 S1018363916300332 MainFernando LariosNo ratings yet
- Chiong 2019 IOP Conf. Ser. Mater. Sci. Eng. 495 012093Document10 pagesChiong 2019 IOP Conf. Ser. Mater. Sci. Eng. 495 012093Plentys KWNo ratings yet
- Construction and Building Materials: Contents Lists Available atDocument18 pagesConstruction and Building Materials: Contents Lists Available atAnime TinNo ratings yet
- RCM in Power Plant Practice Illustrated On Observation of Material Aging and Defining of Component Life ExhaustionDocument17 pagesRCM in Power Plant Practice Illustrated On Observation of Material Aging and Defining of Component Life ExhaustionKevin FloresNo ratings yet
- Contribution of Multiscale Materials Modelling For Underwriting Nuclear Pressure Vessel IntegrityDocument16 pagesContribution of Multiscale Materials Modelling For Underwriting Nuclear Pressure Vessel Integrityamd mhmNo ratings yet
- Structural Integrity of Steel Pipeline With Clusters of Corrosion DefectsDocument16 pagesStructural Integrity of Steel Pipeline With Clusters of Corrosion DefectsVinícius WendelNo ratings yet
- Method of Iterative Determination of The Polarized Area of Steel Reinforcement in Concrete Applied in The EIS MeasurementsDocument29 pagesMethod of Iterative Determination of The Polarized Area of Steel Reinforcement in Concrete Applied in The EIS MeasurementsDauji SahaNo ratings yet
- IOP Conference Series (Conference Paper ICAME)Document9 pagesIOP Conference Series (Conference Paper ICAME)MM GoudNo ratings yet
- A Review of Aging Models For Electrical Insulation in Power CablesDocument20 pagesA Review of Aging Models For Electrical Insulation in Power CablesPhilippe SingletonNo ratings yet
- 1 s2.0 S0308016120302015 MainDocument11 pages1 s2.0 S0308016120302015 MainKAVINNo ratings yet
- Life Time Evaluation of A Steam Pipeline Using Nde Methods: Fevzi Kafexhiu, Jelena Vojvodič TumaDocument16 pagesLife Time Evaluation of A Steam Pipeline Using Nde Methods: Fevzi Kafexhiu, Jelena Vojvodič TumaTaylorNo ratings yet
- Laboratory Simulation of Corrosion Damage in Reinforced ConcreteDocument9 pagesLaboratory Simulation of Corrosion Damage in Reinforced Concretejorge mario martinez gameroNo ratings yet
- PCM SurveyDocument10 pagesPCM Surveymaximiliano banegasNo ratings yet
- Manufacturing Technologies of Finned TubesDocument11 pagesManufacturing Technologies of Finned TubesK.S.MAYILVAGHANANNo ratings yet
- Assesment of Microstructural Changes in Grade 91 Power Station Tubes Through Permeability and Magnetic Barkhausen Noise MeasurementsDocument11 pagesAssesment of Microstructural Changes in Grade 91 Power Station Tubes Through Permeability and Magnetic Barkhausen Noise MeasurementsLuanNo ratings yet
- Research On Fatigue Behavior Evaluation and Fatigue Fracture Mechanisms of Cruciform Welded JointsDocument12 pagesResearch On Fatigue Behavior Evaluation and Fatigue Fracture Mechanisms of Cruciform Welded JointsArkar Min TunNo ratings yet
- Sensors 21 07174 v2Document25 pagesSensors 21 07174 v2Marcelo VicentiniNo ratings yet
- Soldadura de PernosDocument7 pagesSoldadura de PernosABRAHAM SILVA HERNANDEZNo ratings yet
- The In-Service Inspection of Coated Steel Welds UsDocument19 pagesThe In-Service Inspection of Coated Steel Welds UsbarryNo ratings yet
- Case Study of Supporting Tubes Failure: January 2006Document7 pagesCase Study of Supporting Tubes Failure: January 2006andi suntoroNo ratings yet
- 2019-96-348-61-S W Kim-Elbow - LCF-Moment DeformationDocument14 pages2019-96-348-61-S W Kim-Elbow - LCF-Moment DeformationKurra SrikanthNo ratings yet
- Ivanyi 2011 J. Phys. Conf. Ser. 268 012010Document15 pagesIvanyi 2011 J. Phys. Conf. Ser. 268 012010manikandanNo ratings yet
- Astesj 050462Document8 pagesAstesj 050462As VilankNo ratings yet
- CorrosionDocument14 pagesCorrosionChalakAhmedNo ratings yet
- Hydrogen Damage of Steels A Case Study and Hydrogen Embrittlement Model - Milos Djukic-with-cover-page-V2Document15 pagesHydrogen Damage of Steels A Case Study and Hydrogen Embrittlement Model - Milos Djukic-with-cover-page-V2Gopal SanyalNo ratings yet
- Appendix B A Review of State-of-the-Art Techniques For Real-Time Damage Assessment of BridgesDocument25 pagesAppendix B A Review of State-of-the-Art Techniques For Real-Time Damage Assessment of BridgesRamprasad SrinivasanNo ratings yet
- Energies 15 06670Document23 pagesEnergies 15 06670童正憲No ratings yet
- Corrosion Effects On Structural Integrity and Life of Oil Rig Drill PipesDocument12 pagesCorrosion Effects On Structural Integrity and Life of Oil Rig Drill PipesLorinc KissNo ratings yet
- Failure Mechanisms and Damage Model of Ductile Cast Iron Under LCF PDFDocument14 pagesFailure Mechanisms and Damage Model of Ductile Cast Iron Under LCF PDFadityaprasadNo ratings yet
- Journal of Constructional Steel Research: Karlo Sele Š, Mato Peri Ć, Zdenko Tonkovi ĆDocument9 pagesJournal of Constructional Steel Research: Karlo Sele Š, Mato Peri Ć, Zdenko Tonkovi ĆasdfNo ratings yet
- Assessment of Effective Stiffness Formulation of Concrete Coated Rigid Pipeline (ASME Paper)Document6 pagesAssessment of Effective Stiffness Formulation of Concrete Coated Rigid Pipeline (ASME Paper)bubbly_blu2No ratings yet
- Control of Physical and Mechanical Char-Acteristics of Steel by Small Punch Test MethodDocument7 pagesControl of Physical and Mechanical Char-Acteristics of Steel by Small Punch Test MethodMiritoiu CosminNo ratings yet
- 2012-Fracture Toughness of Friction Hydro-Pillar Processing Welding in C-MN SteelDocument5 pages2012-Fracture Toughness of Friction Hydro-Pillar Processing Welding in C-MN SteelPedro CunhaNo ratings yet
- Boundary Element Modelling of The Impressed CurrenDocument10 pagesBoundary Element Modelling of The Impressed CurrenHà Thị TrúcNo ratings yet
- Analysis of Electric Flux Arc Welding Parameters Influence Using Visual X-Ray InspectionDocument7 pagesAnalysis of Electric Flux Arc Welding Parameters Influence Using Visual X-Ray InspectionCioroaga Bogdan DorelNo ratings yet
- Machine Design, Vol.4 (2012) No.4, ISSN 1821-1259 Pp. 237-242Document6 pagesMachine Design, Vol.4 (2012) No.4, ISSN 1821-1259 Pp. 237-242Michelle HarrisNo ratings yet
- An Analysis of Fatigue Failure Mechanisms in An Additively Manufactured and Shot Peened IN 718 Nickel SuperalloyDocument11 pagesAn Analysis of Fatigue Failure Mechanisms in An Additively Manufactured and Shot Peened IN 718 Nickel SuperalloysfaNo ratings yet
- SSRN Id4446360Document9 pagesSSRN Id4446360Almas XamiNo ratings yet
- RLA in High Temp Zones of Power Plant ComponentsDocument7 pagesRLA in High Temp Zones of Power Plant ComponentsEzhil Vendhan PalanisamyNo ratings yet
- Manufacturing Technologies of Finned Tubes: October 2013Document11 pagesManufacturing Technologies of Finned Tubes: October 2013fabioNo ratings yet
- 1361450080chapter 04 Thermal Power PlantsDocument112 pages1361450080chapter 04 Thermal Power PlantsHussien AlsadyNo ratings yet
- Boiler Inspection PointsDocument33 pagesBoiler Inspection PointsHussien AlsadyNo ratings yet
- Boiler FundamentalsDocument73 pagesBoiler FundamentalsHussien AlsadyNo ratings yet
- Presentation of Thermal Power PlantDocument46 pagesPresentation of Thermal Power PlantMadan Gopal Rao67% (3)
- Diesel Power PlantDocument11 pagesDiesel Power PlantHussien AlsadyNo ratings yet
- Diesel Power PlantDocument11 pagesDiesel Power PlantHussien AlsadyNo ratings yet
- Biochemical Reac-NEW Colour Test For Glyoxylic AcidDocument17 pagesBiochemical Reac-NEW Colour Test For Glyoxylic AcidNuril Mega MusfitaNo ratings yet
- New Microsoft Office Word DocumentDocument9 pagesNew Microsoft Office Word DocumentSanthiya SanjeeviNo ratings yet
- UV-Visible Systems - Operational Qualification - Col23 PDFDocument10 pagesUV-Visible Systems - Operational Qualification - Col23 PDFIsabelle PlourdeNo ratings yet
- Efektivitas Pemurnian Asap Cair Biomassa Serbuk GeDocument12 pagesEfektivitas Pemurnian Asap Cair Biomassa Serbuk GeIr. Zainuddin Ginting, M.T Teknik KimiaNo ratings yet
- La Flotación de Esfalerita Mía Relaves Como Remediación MétodoDocument11 pagesLa Flotación de Esfalerita Mía Relaves Como Remediación MétodokristallNo ratings yet
- Pertukaran Kation Budi 17 Nov 2020Document39 pagesPertukaran Kation Budi 17 Nov 2020Nugi Al MaulanaNo ratings yet
- Experiment: 3 Extraction Technique: Liquid-Liquid ExtractionDocument7 pagesExperiment: 3 Extraction Technique: Liquid-Liquid ExtractionNatasha ClementNo ratings yet
- Aromatic WatersDocument5 pagesAromatic WatersManjeeta Mandlik90% (10)
- Chemical Test Instruction (27 Feburary 2017)Document9 pagesChemical Test Instruction (27 Feburary 2017)AmirulNo ratings yet
- A Review On Use of Metakaolin in Cement Mortar and Concrete: July 2014Document6 pagesA Review On Use of Metakaolin in Cement Mortar and Concrete: July 2014raviteja036No ratings yet
- 1936 - Vosburgh, Israel, Birch - The System Nickel Oxalate, Potassium Oxalate and Water at 30°Document2 pages1936 - Vosburgh, Israel, Birch - The System Nickel Oxalate, Potassium Oxalate and Water at 30°katiussdjNo ratings yet
- Rates Practice Exam QuestionsDocument18 pagesRates Practice Exam QuestionsisheanesuNo ratings yet
- Perbedaan KosurfaktanDocument8 pagesPerbedaan KosurfaktanAmalia AfifahNo ratings yet
- Charles' Law Sample ProblemsDocument4 pagesCharles' Law Sample ProblemsHendrix Antonni AmanteNo ratings yet
- Edited by Ngo Thi Thanh Huyen - Nham Bien 1 Junior High School-Tel: 0986232395Document8 pagesEdited by Ngo Thi Thanh Huyen - Nham Bien 1 Junior High School-Tel: 0986232395Nguyễn Gia HoàngNo ratings yet
- Estimating The Size of A Mole Lab: NameDocument3 pagesEstimating The Size of A Mole Lab: NameJohana Rodriguez RuizNo ratings yet
- 7 - Coatings TribologyDocument76 pages7 - Coatings TribologyBhargav ChavdaNo ratings yet
- ZIMSEC O' Level Chemistry HandoutDocument120 pagesZIMSEC O' Level Chemistry Handoutjacob t Ngwenya100% (10)
- 4.3 Procesos de Pulpeo - KraftDocument35 pages4.3 Procesos de Pulpeo - KraftMiguel MontielNo ratings yet
- Sulaiman 2020Document6 pagesSulaiman 2020Viviane DiasNo ratings yet
- Lab CompilationDocument11 pagesLab CompilationJanita SiddiquiNo ratings yet
- Pre Test CriminalisticsDocument8 pagesPre Test CriminalisticsJerome De JesusNo ratings yet
- Article Bagallon FinalDocument15 pagesArticle Bagallon FinalLAZABELLE BAGALLONNo ratings yet
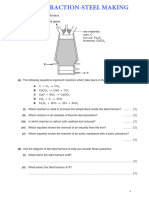
- 9.8 Iron Extraction Steel Making Set 4 QP MsDocument8 pages9.8 Iron Extraction Steel Making Set 4 QP MsdawsontangxyNo ratings yet
- Chemistry ProjectDocument19 pagesChemistry Projectpropeg 19No ratings yet
- Chemistry - 2Document173 pagesChemistry - 2utkarshgourfake8No ratings yet
- 1.physiology Body Fluid Compartments Lecture 1Document26 pages1.physiology Body Fluid Compartments Lecture 1Humanic GenesNo ratings yet
- Paut Inspection Report: Client Rfi NoDocument5 pagesPaut Inspection Report: Client Rfi NoThiru Maran MasterscanNo ratings yet
- Development of A Safe and Economical Synthesis of Methyl 6 Chloro-5 - (Tri Uoromethyl) Nicotinate: Tri Uoromethylation On Kilogram ScaleDocument6 pagesDevelopment of A Safe and Economical Synthesis of Methyl 6 Chloro-5 - (Tri Uoromethyl) Nicotinate: Tri Uoromethylation On Kilogram ScaleCabNo ratings yet
- 1 s2.0 S2468519421001774 MainDocument21 pages1 s2.0 S2468519421001774 Mainwinsyt35No ratings yet