You might also like
- Study of a reluctance magnetic gearbox for energy storage system applicationFrom EverandStudy of a reluctance magnetic gearbox for energy storage system applicationRating: 1 out of 5 stars1/5 (1)
- DemagDocument1 pageDemagDhaval PanchalNo ratings yet
- Magnetism in MachineriesDocument3 pagesMagnetism in MachineriesGAGANNo ratings yet
- Magnetism in MachineryDocument11 pagesMagnetism in MachineryAftabNo ratings yet
- Anonymous Poster: Re: DegaussingDocument22 pagesAnonymous Poster: Re: DegaussingmanivannanNo ratings yet
- 16 DemagnetizationDocument14 pages16 DemagnetizationZohair AftabNo ratings yet
- Demagnetization of Pipe MagnetizationDocument2 pagesDemagnetization of Pipe MagnetizationthiyagusuperNo ratings yet
- MPI Magnetic Particle InspectionDocument11 pagesMPI Magnetic Particle InspectionEndhy Wisnu NovindraNo ratings yet
- mpiDocument5 pagesmpiArfanAliNo ratings yet
- A Practical Guide To Free EnergyDocument235 pagesA Practical Guide To Free EnergyDorucreatoruNo ratings yet
- Magnetic Particle InspectionDocument6 pagesMagnetic Particle InspectionRaj Malhotra100% (1)
- Magnetic Particle InspectionDocument14 pagesMagnetic Particle InspectionJohn Kennedy RosalesNo ratings yet
- Y-6 - Yoke Operación y ManejoDocument3 pagesY-6 - Yoke Operación y ManejoEfrain Ortiz BarretoNo ratings yet
- About Magnets: General BackgroundDocument2 pagesAbout Magnets: General BackgroundAboalfotoh MahmoudNo ratings yet
- Moving Pulse GeneratorDocument99 pagesMoving Pulse Generatorabc1000100% (1)
- Magnetic Particle Inspection PrinciplesDocument5 pagesMagnetic Particle Inspection PrinciplesdonciriusNo ratings yet
- Demagnetization: BSS Non Destructive Testing PVT - LTDDocument18 pagesDemagnetization: BSS Non Destructive Testing PVT - LTDSANU100% (1)
- Induced Current Magnetization:: Quick BreakDocument1 pageInduced Current Magnetization:: Quick BreakDhaval PanchalNo ratings yet
- Permanent Magnet Moving Coil: Principle of WorkingDocument25 pagesPermanent Magnet Moving Coil: Principle of Workinghpss77100% (1)
- Quiz MTDocument19 pagesQuiz MTReinaldo OrejuelaNo ratings yet
- Bearing Insulation ResistanceDocument10 pagesBearing Insulation Resistancemurty0077754No ratings yet
- Controlling Shaft Voltages in Steam TurbinesDocument28 pagesControlling Shaft Voltages in Steam Turbinessatya krishna chagantiNo ratings yet
- Demagnatization Demagnatization Demagnatization Demagnatization Downhole Tools Downhole Tools Downhole Tools Downhole ToolsDocument4 pagesDemagnatization Demagnatization Demagnatization Demagnatization Downhole Tools Downhole Tools Downhole Tools Downhole ToolsaadmaadmNo ratings yet
- What Is Arc Blow and How Do You Prevent It?Document2 pagesWhat Is Arc Blow and How Do You Prevent It?amalhaj2013No ratings yet
- Eddy-Current-Brakes Seminar Report PDFDocument21 pagesEddy-Current-Brakes Seminar Report PDFprashanta padhiary50% (4)
- TERM 2 Physics Project ReportDocument19 pagesTERM 2 Physics Project ReportAarav PanchalNo ratings yet
- ARC BLOW - PDF Version 1Document3 pagesARC BLOW - PDF Version 1saurabh shuklaNo ratings yet
- EE312L Research WorkDocument20 pagesEE312L Research WorkJohn Carl TiburcioNo ratings yet
- Arc Blow LogoDocument3 pagesArc Blow Logoأحمد حسنNo ratings yet
- INDUCTION TYPE ENERGY METERDocument19 pagesINDUCTION TYPE ENERGY METERArijit KaranNo ratings yet
- Make Notes of Observations and Answer Questions On Board in Books PleaseDocument10 pagesMake Notes of Observations and Answer Questions On Board in Books Pleaseapi-284752912No ratings yet
- DC Motor Guide: How Motors Convert Electrical Energy to MotionDocument25 pagesDC Motor Guide: How Motors Convert Electrical Energy to MotionYaron SaksNo ratings yet
- SChapter13 The Adams MotorGeneratorDocument14 pagesSChapter13 The Adams MotorGeneratorpranalar100% (1)
- MPT Magnetic Particle TestingDocument32 pagesMPT Magnetic Particle TestingAtheena Paulson100% (1)
- The Mini Romag GeneratorDocument14 pagesThe Mini Romag GeneratorJVH1978No ratings yet
- ME8097 NDT Unit 2 Class 5Document15 pagesME8097 NDT Unit 2 Class 5MICHEL RAJNo ratings yet
- Motor LP KristyDocument13 pagesMotor LP KristyhamitiNo ratings yet
- Electromagnetic Clutch SystemDocument10 pagesElectromagnetic Clutch SystemALAGANDULA NIKHILNo ratings yet
- Magnetic Braking SystemDocument28 pagesMagnetic Braking SystemkarthikeyanNo ratings yet
- MPT IntroductionDocument73 pagesMPT IntroductionMAXX ENGINEERS0% (1)
- Generator Stator End Winding Vibration Problems PDF FreeDocument5 pagesGenerator Stator End Winding Vibration Problems PDF FreeandikaubhNo ratings yet
- Mri 9Document23 pagesMri 9Hatem DheerNo ratings yet
- Eddy Current Brakes: Published On Feb 12, 2016Document4 pagesEddy Current Brakes: Published On Feb 12, 2016BALAJINo ratings yet
- DC Motor: Mod 3 CH 13Document57 pagesDC Motor: Mod 3 CH 13Abhijith Mohanan NNo ratings yet
- Eddy Current Brakes - Seminar Report, PPT, PDF For ElectricalDocument6 pagesEddy Current Brakes - Seminar Report, PPT, PDF For ElectricalD SadikNo ratings yet
- SICX1003-UNIT-3Document37 pagesSICX1003-UNIT-3sharadasandyaraniNo ratings yet
- RS Introduction To Rotating Anode X-Ray TubeDocument8 pagesRS Introduction To Rotating Anode X-Ray TubeSayani SarkarNo ratings yet
- MeasurementOf SinglePhaseMotor2017Document6 pagesMeasurementOf SinglePhaseMotor2017KHULNA KINGS gamingNo ratings yet
- TKM College of EngineeringDocument20 pagesTKM College of EngineeringVijaya Kumar0% (1)
- Electromagnetic Cranes Lift Scrap Metal SafelyDocument12 pagesElectromagnetic Cranes Lift Scrap Metal Safelysagbhi75% (4)
- Build A 110 Volt Magnet ChargerDocument9 pagesBuild A 110 Volt Magnet ChargerE.n. Elango100% (2)
- Magneetic GeneratorDocument14 pagesMagneetic GeneratorIdil FitriNo ratings yet
- Chapter2-1 - Overview of DC MachinesDocument40 pagesChapter2-1 - Overview of DC MachinesTabi4every175% (4)
- Searl TechnologyDocument21 pagesSearl TechnologyMelanie MartinssonNo ratings yet
- Magnetic Particle Testing (MT)Document2 pagesMagnetic Particle Testing (MT)Syahmie AzreeNo ratings yet
- Over-Unity Motor Doc - 1Document26 pagesOver-Unity Motor Doc - 1falcontrust100% (1)
- Electromagnetic BrakesDocument30 pagesElectromagnetic BrakesFaruque Khan Yumkhaibam100% (2)
- Eddy Current Braking ExplainedDocument13 pagesEddy Current Braking Explainedashad ashaNo ratings yet
- Long Examination 214Document4 pagesLong Examination 214Kobe Alcantara ReyesNo ratings yet
- Definitions and NotesDocument4 pagesDefinitions and Notesshabbir626No ratings yet
- Certficacion APIDocument1 pageCertficacion APImariamalloney1730No ratings yet
- Atlas Copco AIB-ASL PD-DD-DDP-QD 9-520Document82 pagesAtlas Copco AIB-ASL PD-DD-DDP-QD 9-520mariamalloney1730No ratings yet
- AGMA Quality Classes 6 Through 12Document3 pagesAGMA Quality Classes 6 Through 12mariamalloney1730No ratings yet
- Impeller TrimmingDocument6 pagesImpeller Trimmingmariamalloney1730No ratings yet
- FD Fan SpectrumsDocument4 pagesFD Fan Spectrumsmariamalloney1730No ratings yet
- Chevron Chemical Cleaner GuideDocument21 pagesChevron Chemical Cleaner Guidemariamalloney1730No ratings yet
- Matecconf Sacam21 00024Document12 pagesMatecconf Sacam21 00024mariamalloney1730No ratings yet
- Take Transient Startup and Shutdown Data - Rule Number OneDocument12 pagesTake Transient Startup and Shutdown Data - Rule Number Onemariamalloney1730No ratings yet
- Torque & Thrust - Gate ValveDocument1 pageTorque & Thrust - Gate Valvemariamalloney1730No ratings yet
- E Svi Specifications Esvispec r1 6 2021Document4 pagesE Svi Specifications Esvispec r1 6 2021mariamalloney1730No ratings yet
- Fan and Blower Bearing Problems and SolutionsDocument16 pagesFan and Blower Bearing Problems and Solutionsmariamalloney1730No ratings yet
- Machines 10 00359Document12 pagesMachines 10 00359mariamalloney1730No ratings yet
- Supplementary Requirements To ISO 15664 S 717v2020 06Document11 pagesSupplementary Requirements To ISO 15664 S 717v2020 06mariamalloney1730No ratings yet
- KSW Module 1.5 specifications for spur and helical gearsDocument5 pagesKSW Module 1.5 specifications for spur and helical gearsmariamalloney1730No ratings yet
- Bevel Gear OperatorDocument2 pagesBevel Gear Operatormariamalloney1730No ratings yet
- Failure Analysis of Inlet Guide VanesDocument6 pagesFailure Analysis of Inlet Guide Vanesmariamalloney1730No ratings yet
- Guia Seleccion Motores 20 HP SiemenesDocument212 pagesGuia Seleccion Motores 20 HP Siemenesandersson benito herreraNo ratings yet
- Timken MDV2 Tapered Roller Bearing Damage - 10826Document4 pagesTimken MDV2 Tapered Roller Bearing Damage - 10826mariamalloney1730No ratings yet
- Sleeve Bearing Specification For MotorDocument45 pagesSleeve Bearing Specification For MotorThiMinhKhuyen100% (2)
- Bearing Failure GuideDocument14 pagesBearing Failure GuidehuliplayNo ratings yet
- Bearing Geometry and Frequencies of Bearing PartsDocument3 pagesBearing Geometry and Frequencies of Bearing Partsmariamalloney1730No ratings yet
- Rotor Dynamic Response of A Centrifugal Compressor Due To Liquid Carry Over: A Case StudyDocument14 pagesRotor Dynamic Response of A Centrifugal Compressor Due To Liquid Carry Over: A Case Studymariamalloney1730No ratings yet
- MN3085 - 0222 (W)Document12 pagesMN3085 - 0222 (W)mariamalloney1730No ratings yet
- Timken Bearing Damage Analysis - 7352Document3 pagesTimken Bearing Damage Analysis - 7352mariamalloney1730No ratings yet
- Historical Notes BoldrocchiDocument12 pagesHistorical Notes Boldrocchimariamalloney1730No ratings yet
- Using Only "Balanced" Constant Level Lubricators: Reliability AdvantageDocument2 pagesUsing Only "Balanced" Constant Level Lubricators: Reliability Advantagemariamalloney1730No ratings yet
- AIR WATER HEAT PUMP PERFORMANCEDocument14 pagesAIR WATER HEAT PUMP PERFORMANCEKeshav GopaulNo ratings yet
- Modeling of Grid Connected Hybrid Wind/Pv Generation System Using MatlabDocument5 pagesModeling of Grid Connected Hybrid Wind/Pv Generation System Using MatlabSABIR KHANNo ratings yet
- Vapor-Flo Humidity Generator Operation and Maintenance: Thermal Product SolutionsDocument14 pagesVapor-Flo Humidity Generator Operation and Maintenance: Thermal Product SolutionsVirginia MartelliNo ratings yet
- FDN For Stationary Equipment-2013!11!07-KOINDocument1 pageFDN For Stationary Equipment-2013!11!07-KOINsinambeladavidNo ratings yet
- Is.15885.2.13.2012 Lamp Control Gear SafetyDocument11 pagesIs.15885.2.13.2012 Lamp Control Gear Safetylightbulbdepot50% (2)
- Application Form for Low Tension Service ConnectionDocument2 pagesApplication Form for Low Tension Service ConnectionsbpathiNo ratings yet
- Pyrotechnic Worksheet 5: Test TitleDocument13 pagesPyrotechnic Worksheet 5: Test TitlesabetNo ratings yet
- FRC Hellas 8014Document10 pagesFRC Hellas 8014Tulia TapiaNo ratings yet
- Cost For Pipeline DesignDocument5 pagesCost For Pipeline DesignAtty Atty100% (1)
- Manual de Serviço DL200Document697 pagesManual de Serviço DL200Marcelo Lana100% (1)
- Jesko Twin Turbo V8 EngineDocument2 pagesJesko Twin Turbo V8 EngineBionick CharlesNo ratings yet
- 921e Cargador Frontal CaterpillarDocument8 pages921e Cargador Frontal CaterpillarElvis Eberth Huanca MachacaNo ratings yet
- Development of Solar Powered Knapsack Sprayer: Indian Journal of Agricultural Sciences April 2018Document10 pagesDevelopment of Solar Powered Knapsack Sprayer: Indian Journal of Agricultural Sciences April 2018Siva RajNo ratings yet
- Detroit Motor Katalog Rez DelovaDocument544 pagesDetroit Motor Katalog Rez DelovaStefan BabicNo ratings yet
- Stabilized Earth Fault Current Relay Settings GuideDocument20 pagesStabilized Earth Fault Current Relay Settings GuideRaj KrishNo ratings yet
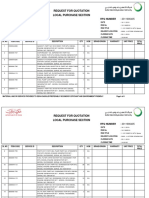
- Request For Quotation Local Purchase Section: RFQ NumberDocument6 pagesRequest For Quotation Local Purchase Section: RFQ NumberĐặng MinhNo ratings yet
- Improving Energy Efficiency of Solar PanelsDocument9 pagesImproving Energy Efficiency of Solar Panelsedwin karwelaNo ratings yet
- NSTIC Sci - Manual Part 2Document82 pagesNSTIC Sci - Manual Part 2Leonora Fanilag DayocNo ratings yet
- Modification of Engine:: Pressure Vessel ISO 11439Document2 pagesModification of Engine:: Pressure Vessel ISO 11439Vivek MishraNo ratings yet
- Actuated ValvesDocument41 pagesActuated ValvesFluidra GroupNo ratings yet
- Medical Application For LASERDocument3 pagesMedical Application For LASERAnonymous xzi9LiT100% (1)
- Operating Instructions CS 3000 - Pausch LLCDocument33 pagesOperating Instructions CS 3000 - Pausch LLCEdgar DauzonNo ratings yet
- Kymco Vitality Carburador PDFDocument29 pagesKymco Vitality Carburador PDFFlanagan MatusNo ratings yet
- BFF Physics and Chemistry PDFDocument13 pagesBFF Physics and Chemistry PDFtekebaNo ratings yet
- Paneles Canadian Solar-Datasheet-HiKu CS3N-MS en 410WpDocument2 pagesPaneles Canadian Solar-Datasheet-HiKu CS3N-MS en 410WpManuel Fombuena SánchezNo ratings yet
- Multi Stage Centrifugal Pump Experiment No. 5Document6 pagesMulti Stage Centrifugal Pump Experiment No. 5anil kumarNo ratings yet
- XRDDocument26 pagesXRDAnonymous dvuYynfXNo ratings yet
- SYLLABUSDocument13 pagesSYLLABUSGanesanDurairajNo ratings yet
- Google Alert Why This War? Mauvaises Vacances: European Energy Groups Seek UN Backing For Carbon Pricing SystemDocument53 pagesGoogle Alert Why This War? Mauvaises Vacances: European Energy Groups Seek UN Backing For Carbon Pricing SystemstefanoNo ratings yet
- Petroleum Refining For The Nontechnical Person 2nd Ed. Leffler 1985Document179 pagesPetroleum Refining For The Nontechnical Person 2nd Ed. Leffler 1985AlexTseytlin100% (3)