You might also like
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- GM Process SheetDocument4 pagesGM Process SheetSuraj RawatNo ratings yet
- Service Bulletin: Issued by Canon Europa N.VDocument3 pagesService Bulletin: Issued by Canon Europa N.Vcopiadoras manuelNo ratings yet
- Rev 02Document3 pagesRev 02Suraj RawatNo ratings yet
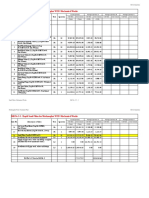
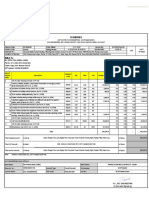
- STK/WIF/20-21/283 Bar No.: QTC With DespatchDocument58 pagesSTK/WIF/20-21/283 Bar No.: QTC With DespatchDeepak HoleNo ratings yet
- Process SheetDocument8 pagesProcess SheetSuraj RawatNo ratings yet
- Process Sheet: Rev. No. 01 (19/10/2015)Document6 pagesProcess Sheet: Rev. No. 01 (19/10/2015)Suraj RawatNo ratings yet
- Elbow 2 S40 45D LRDocument1 pageElbow 2 S40 45D LRJovianto PrisilaNo ratings yet
- 7,034 Raw-Line:: Raw-Line / Raw Material in Prod Line: LG Electronics MM - Refrigerator DivisionDocument3 pages7,034 Raw-Line:: Raw-Line / Raw Material in Prod Line: LG Electronics MM - Refrigerator DivisionBlue GymNo ratings yet
- In Process InspectionDocument4 pagesIn Process InspectionSuraj RawatNo ratings yet
- Filter MideaDocument22 pagesFilter MideaMahibul HasanNo ratings yet
- Lube Oil Cooler: PT Sks Listrik Kalimantan Kalteng 1Document21 pagesLube Oil Cooler: PT Sks Listrik Kalimantan Kalteng 1Muhammad AbyNo ratings yet
- Elbow 12 XS 90D LR - OkDocument1 pageElbow 12 XS 90D LR - OkJovianto PrisilaNo ratings yet
- Elbow 0,5-3000 NPT - OKDocument1 pageElbow 0,5-3000 NPT - OKJovianto PrisilaNo ratings yet
- Process Sheet: Part No.: Hub 1500629 (Annexure 1 To PCP 1500629E CP-08)Document5 pagesProcess Sheet: Part No.: Hub 1500629 (Annexure 1 To PCP 1500629E CP-08)Suraj RawatNo ratings yet
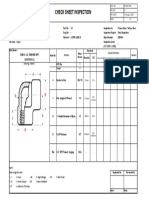
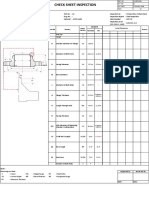
- Check Sheet Inspection: Customer Part No. Inspection by DWG No. Inspection ReportDocument1 pageCheck Sheet Inspection: Customer Part No. Inspection by DWG No. Inspection ReportJovianto PrisilaNo ratings yet
- Position Actual Dimension Remark Drawing / Sketch:: Pt. DffiDocument1 pagePosition Actual Dimension Remark Drawing / Sketch:: Pt. DffiJovianto PrisilaNo ratings yet
- WS 003 Workshop WorksheetDocument2 pagesWS 003 Workshop WorksheetsamyghallabNo ratings yet
- Position Actual Dimension Remark Drawing / Sketch:: Pt. DffiDocument1 pagePosition Actual Dimension Remark Drawing / Sketch:: Pt. DffiJovianto PrisilaNo ratings yet
- In-Process Inspection Report: Date: - / - / - Rev. No.: 01 (11/05/2016)Document4 pagesIn-Process Inspection Report: Date: - / - / - Rev. No.: 01 (11/05/2016)Suraj RawatNo ratings yet
- Position Actual Dimension Remark Drawing / Sketch:: Pt. DffiDocument1 pagePosition Actual Dimension Remark Drawing / Sketch:: Pt. DffiJovianto PrisilaNo ratings yet
- GM Process SheetDocument1 pageGM Process SheetSuraj RawatNo ratings yet
- Check Sheet Inspection: Pt. DffiDocument2 pagesCheck Sheet Inspection: Pt. DffiJovianto PrisilaNo ratings yet
- Hex Bushing 0,75 X 0,5Document1 pageHex Bushing 0,75 X 0,5Jovianto PrisilaNo ratings yet
- Gom STP Ins Pid 01013 1Document30 pagesGom STP Ins Pid 01013 1Nikhil PatilNo ratings yet
- 1426 Ec2262Document3 pages1426 Ec2262Deepak HoleNo ratings yet
- Reaction For ReinforcementDocument1 pageReaction For Reinforcement45k4No ratings yet
- MT ReportDocument1 pageMT ReportBauyrzhanNo ratings yet
- Position Actual Dimension Remark Drawing / Sketch:: Ba BTDocument1 pagePosition Actual Dimension Remark Drawing / Sketch:: Ba BTJovianto PrisilaNo ratings yet
- Elbow 8 STD s40 90d LR - OkDocument1 pageElbow 8 STD s40 90d LR - OkJovianto PrisilaNo ratings yet
- Shoulder: Material DetailsDocument5 pagesShoulder: Material DetailsDanielAileneiNo ratings yet
- Transformer Temperature Scanner (Tsc-03) : C C C CDocument1 pageTransformer Temperature Scanner (Tsc-03) : C C C Css subramanyamNo ratings yet
- Parts MRP7000Document324 pagesParts MRP7000Bashir AhmedNo ratings yet
- STK/WIF/1920/1691 Bar No.: C CR MN Mo Ni P S Si VDocument32 pagesSTK/WIF/1920/1691 Bar No.: C CR MN Mo Ni P S Si VDeepak HoleNo ratings yet
- Measurement of Payment (Electrical Work)Document14 pagesMeasurement of Payment (Electrical Work)Steven JosephNo ratings yet
- GNPD Om PL 19 PutDocument1 pageGNPD Om PL 19 Putpepenapao1217No ratings yet
- Int Aim 231787 PT 14 1302&03Document1 pageInt Aim 231787 PT 14 1302&03Joshua ClaytonNo ratings yet
- Engineering: WWW - Skcengineering.inDocument1 pageEngineering: WWW - Skcengineering.inumeshchandra yadavNo ratings yet
- 津巴布韦500TPD 铜矿浮选厂报价书-Zimbabwe 500TPD Copper Flotation Plant Quotation.-from DevinDocument9 pages津巴布韦500TPD 铜矿浮选厂报价书-Zimbabwe 500TPD Copper Flotation Plant Quotation.-from DevinElizabeth JonesNo ratings yet
- Sum Hospital CPU Report 080921Document1 pageSum Hospital CPU Report 080921Brahmananda ChakrabortyNo ratings yet
- IVR-HAL-ONGC-L&T-KPM-001-Dt 26-27-11 - 019Document8 pagesIVR-HAL-ONGC-L&T-KPM-001-Dt 26-27-11 - 019Harish GundaNo ratings yet
- Position Actual Dimension Remark Drawing / Sketch:: Pt. DffiDocument1 pagePosition Actual Dimension Remark Drawing / Sketch:: Pt. DffiJovianto PrisilaNo ratings yet
- 1426 Ec1942Document3 pages1426 Ec1942Deipak HoleNo ratings yet
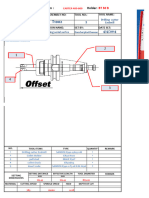
- FT 35 DC D10447340A Process SheetDocument7 pagesFT 35 DC D10447340A Process SheetSuraj RawatNo ratings yet
- Threadolet 0,5 X 3 - 4 3000Document1 pageThreadolet 0,5 X 3 - 4 3000Jovianto PrisilaNo ratings yet
- Service Bulletin: Issued by Canon Europa N.VDocument3 pagesService Bulletin: Issued by Canon Europa N.VokeinfoNo ratings yet
- D10,12,14,16,18,20,25 SD390Document35 pagesD10,12,14,16,18,20,25 SD390sochea phoNo ratings yet
- 9500-WGEL-S003-ISGP-G00000-MP-4306-00017 - 01A - MTO PFF - by LayoutDocument7 pages9500-WGEL-S003-ISGP-G00000-MP-4306-00017 - 01A - MTO PFF - by Layoutsuresh100% (1)
- QCOC 2762M88P01 Rev A, Int0Document1 pageQCOC 2762M88P01 Rev A, Int0nidhal kotorsiNo ratings yet
- CBH-21-079 Flange Nut M4 WZP 8Document1 pageCBH-21-079 Flange Nut M4 WZP 8qualityNo ratings yet
- Native Inspection - Report - CleanedDocument6 pagesNative Inspection - Report - CleanedPrathamesh OmtechNo ratings yet
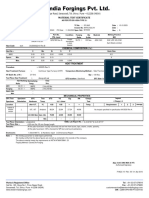
- Inspection Certificate: Zibo Wel-Fit Metal Products Co., LTD 255 NE 87 ST, EL PORTAL, FL 33138, USDocument1 pageInspection Certificate: Zibo Wel-Fit Metal Products Co., LTD 255 NE 87 ST, EL PORTAL, FL 33138, USSINDY TATIANA CLAVIJO BAYONANo ratings yet
- Position Actual Dimension Remark Drawing / Sketch:: Ba BTDocument1 pagePosition Actual Dimension Remark Drawing / Sketch:: Ba BTJovianto PrisilaNo ratings yet
- 1Document16 pages1shamsjahangirNo ratings yet
- Check Sheet Inspection: Customer Part No. Inspection by DWG No. Inspection ReportDocument1 pageCheck Sheet Inspection: Customer Part No. Inspection by DWG No. Inspection ReportJovianto PrisilaNo ratings yet
- Check Sheet Inspection: Customer Part No. Inspection by DWG No. Inspection ReportDocument2 pagesCheck Sheet Inspection: Customer Part No. Inspection by DWG No. Inspection ReportJovianto PrisilaNo ratings yet
- Engineering: WWW - Skcengineering.inDocument1 pageEngineering: WWW - Skcengineering.inumeshchandra yadavNo ratings yet
- Task Reparacion 5Document2 pagesTask Reparacion 5jr primeNo ratings yet
- Check Sheet Inspection: Pt. DffiDocument2 pagesCheck Sheet Inspection: Pt. DffiJovianto PrisilaNo ratings yet
- (Additional) QT1-CC1-Notification of Inspection List 20240404Document2 pages(Additional) QT1-CC1-Notification of Inspection List 20240404ĐỨC ĐOÀN NGỌCNo ratings yet
- OP10 - Horizontal Head - 800 - With Thread Master H87 Drawingno All Characteristics May 13, 2014 12:23:40 PM Vda - Auditno 12:05:55 PM May 13, 2014Document1 pageOP10 - Horizontal Head - 800 - With Thread Master H87 Drawingno All Characteristics May 13, 2014 12:23:40 PM Vda - Auditno 12:05:55 PM May 13, 2014phutthawongdanchai041215No ratings yet
- IntroductiontoroboticsDocument31 pagesIntroductiontoroboticsphutthawongdanchai041215No ratings yet
- NH5000DCG OilDocument6 pagesNH5000DCG Oilphutthawongdanchai041215No ratings yet
- Tool Registration NH 5000 DCG TrainingDocument8 pagesTool Registration NH 5000 DCG Trainingphutthawongdanchai041215No ratings yet
- 3 Channg Ball 155 Go 144 6-9-17Document5 pages3 Channg Ball 155 Go 144 6-9-17phutthawongdanchai041215No ratings yet
- Sample 1Document16 pagesSample 1phutthawongdanchai041215No ratings yet
- X5 To X6 Installation and MigrationDocument18 pagesX5 To X6 Installation and Migrationphutthawongdanchai041215No ratings yet
- LUBRICANT&CHEMICALDocument1 pageLUBRICANT&CHEMICALphutthawongdanchai041215No ratings yet
- The CupDocument25 pagesThe Cupphutthawongdanchai041215No ratings yet
- Tool Assembly Form (MORI SEIKI)Document4 pagesTool Assembly Form (MORI SEIKI)phutthawongdanchai041215No ratings yet
- Chemical ListDocument10 pagesChemical Listphutthawongdanchai041215No ratings yet
- Impeller 4Document1 pageImpeller 4phutthawongdanchai041215No ratings yet
- Tool Assembly FormDocument1 pageTool Assembly Formphutthawongdanchai041215No ratings yet
- Problem Machine3Document30 pagesProblem Machine3phutthawongdanchai041215No ratings yet
- Data NG 511-01-123Document4 pagesData NG 511-01-123phutthawongdanchai041215No ratings yet
- Repaair 11-7-59Document2 pagesRepaair 11-7-59phutthawongdanchai041215No ratings yet
- Inprove Ball and Plate UPDocument32 pagesInprove Ball and Plate UPphutthawongdanchai041215No ratings yet
- FM-NM-027 NM Approval Cover SheetDocument2 pagesFM-NM-027 NM Approval Cover Sheetphutthawongdanchai041215No ratings yet
- 13) Inspection Jig Data SheetDocument2 pages13) Inspection Jig Data Sheetphutthawongdanchai041215No ratings yet
- Maintenance Report 230417 MasterDocument60 pagesMaintenance Report 230417 Masterphutthawongdanchai041215No ratings yet
- Ball ScrewDocument1 pageBall Screwphutthawongdanchai041215No ratings yet
- 9-2) Lot Control IllutrationDocument1 page9-2) Lot Control Illutrationphutthawongdanchai041215No ratings yet
- FM-NM-019 New Model Trial PlanDocument2 pagesFM-NM-019 New Model Trial Planphutthawongdanchai041215No ratings yet
- 6) CPK VerificationDocument4 pages6) CPK Verificationphutthawongdanchai041215No ratings yet
- FM-NM-013 Ecn Log BookDocument1 pageFM-NM-013 Ecn Log Bookphutthawongdanchai041215No ratings yet
- Office Lathe Operator'S Addendum: ©2010 Haas Automation, Inc. 96-0199 Rev. N March 2010Document14 pagesOffice Lathe Operator'S Addendum: ©2010 Haas Automation, Inc. 96-0199 Rev. N March 2010phutthawongdanchai041215No ratings yet
- Bearing Plate ADocument40 pagesBearing Plate Aphutthawongdanchai041215No ratings yet
- MFMC 2000W-4000W CW Fiber LaserDocument40 pagesMFMC 2000W-4000W CW Fiber Laserphutthawongdanchai041215No ratings yet
- O0001 (Boring Chuck Dia10-Dia30 MM)Document1 pageO0001 (Boring Chuck Dia10-Dia30 MM)phutthawongdanchai041215No ratings yet
- MCA Series Temperature & Humidity Conditioner For Electrial CabinetDocument21 pagesMCA Series Temperature & Humidity Conditioner For Electrial Cabinetphutthawongdanchai041215No ratings yet
- Xtreet 250X 2017 Parts Catalogue 2016 08 16 1Document32 pagesXtreet 250X 2017 Parts Catalogue 2016 08 16 1JeovannyAlexanderMatamorosSanchezNo ratings yet
- Module 2 ParcorDocument5 pagesModule 2 ParcorShara Mae SameloNo ratings yet
- Calcium Silicate Bricks or Sand Lime BricksDocument4 pagesCalcium Silicate Bricks or Sand Lime Bricksmanhal alnoaimyNo ratings yet
- Basic Marketing Research 4th Edition Ebook PDFDocument61 pagesBasic Marketing Research 4th Edition Ebook PDFrita.ayers590100% (44)
- Otic Disease and Ear Disorder MAINDocument27 pagesOtic Disease and Ear Disorder MAINJames AchuNo ratings yet
- GSM500BT Bluetooth Barcode Scanner User Manual GENERALSCAN ELECTRONICS LIMITEDDocument14 pagesGSM500BT Bluetooth Barcode Scanner User Manual GENERALSCAN ELECTRONICS LIMITEDipinpersib ipinNo ratings yet
- Title 250706Document556 pagesTitle 250706callmeasthaNo ratings yet
- PC 2 Route For Mach Rev 1-9Document18 pagesPC 2 Route For Mach Rev 1-9Kenn FerroNo ratings yet
- AMMONIUM SULPHATE, TECHNICAL SpecificationDocument10 pagesAMMONIUM SULPHATE, TECHNICAL Specificationbabji dudekulaNo ratings yet
- Bloomberg - Investment Banking CheatsheetDocument2 pagesBloomberg - Investment Banking CheatsheetjujonetNo ratings yet
- 2 Bim L A N 10 InglesDocument29 pages2 Bim L A N 10 InglesAlejandro OleaNo ratings yet
- Leontief PDFDocument7 pagesLeontief PDFErvin ArrasyidNo ratings yet
- Intertek Minerals Schedule of Services and Charges 2020 AUSDocument48 pagesIntertek Minerals Schedule of Services and Charges 2020 AUSVivek RanganathanNo ratings yet
- Membership Structure Iosh 2016Document1 pageMembership Structure Iosh 2016Deepu RavikumarNo ratings yet
- Fruit CakeDocument3 pagesFruit CakeCynthia OnuigboNo ratings yet
- What Are The Benefits of Fashion Industry in Our Society TodayDocument13 pagesWhat Are The Benefits of Fashion Industry in Our Society TodayparoothiNo ratings yet
- Banghay Aralin Sa Pagtuturo NG SanaysayDocument4 pagesBanghay Aralin Sa Pagtuturo NG SanaysayRusse edusmaNo ratings yet
- 1.1 IntroductionDocument17 pages1.1 IntroductionRicka ValinoNo ratings yet
- Pasay City Hall Renewal Form PDFDocument2 pagesPasay City Hall Renewal Form PDFNTSy Estinar0% (1)
- VMTC RAII Presentation PDFDocument154 pagesVMTC RAII Presentation PDFDarwin Nacion ManquiquisNo ratings yet
- NSN Form 2013 PDFDocument136 pagesNSN Form 2013 PDFAnca IacobNo ratings yet
- Nervous System IIDocument33 pagesNervous System IIGeorgette TouzetNo ratings yet
- Fault Codes VauxhallDocument7 pagesFault Codes VauxhallMatt DuffillNo ratings yet
- FRS MethodologyDocument2 pagesFRS MethodologyHenry FlorendoNo ratings yet
- CS310 Dec 2021 - KCCDocument18 pagesCS310 Dec 2021 - KCCLAWRENCE ADU K. DANSONo ratings yet
- Electric Bike BatteryDocument3 pagesElectric Bike BatteryOrganic MechanicNo ratings yet
- Emilio Elizalde Et Al - Casimir Effect in de Sitter and Anti-De Sitter BraneworldsDocument36 pagesEmilio Elizalde Et Al - Casimir Effect in de Sitter and Anti-De Sitter BraneworldsTurmav12345No ratings yet
- Gmyzm & 18 GSSQ - A 2021: Date of Publication: 13-9-2021Document44 pagesGmyzm & 18 GSSQ - A 2021: Date of Publication: 13-9-2021Shridhar RaskarNo ratings yet
- TakeoversDocument10 pagesTakeoversCuong Huy NguyenNo ratings yet
- Reservoir Geology Lecture 02 - Master 2017-2018Document24 pagesReservoir Geology Lecture 02 - Master 2017-2018juanseferrer15No ratings yet