You might also like
- Mastering Apple MacBook - MacBook Pro, MacBook Air, MacOS Ultimate User GuideFrom EverandMastering Apple MacBook - MacBook Pro, MacBook Air, MacOS Ultimate User GuideRating: 1 out of 5 stars1/5 (1)
- Certified Solidworks Professional Advanced Weldments Exam PreparationFrom EverandCertified Solidworks Professional Advanced Weldments Exam PreparationRating: 5 out of 5 stars5/5 (1)
- AutoCAD 3D Module 25Document12 pagesAutoCAD 3D Module 25Arwan XaviestaNo ratings yet
- Autocad 3d Module 18 PDFDocument27 pagesAutocad 3d Module 18 PDFDiman Aditya KardiNo ratings yet
- Pirate Ship590Document15 pagesPirate Ship590Celine MetivierNo ratings yet
- Mochila Bag ENGDocument14 pagesMochila Bag ENGdarelldaNo ratings yet
- Glass CastingDocument6 pagesGlass Castingsujit kcNo ratings yet
- 3m SUPERABRASIVESDocument40 pages3m SUPERABRASIVESGaurav BediNo ratings yet
- The Nerdy Knitter: Page - 1Document5 pagesThe Nerdy Knitter: Page - 1s sharmaNo ratings yet
- Certified Solidworks Professional Advanced Sheet Metal Exam PreparationFrom EverandCertified Solidworks Professional Advanced Sheet Metal Exam PreparationRating: 5 out of 5 stars5/5 (4)
- Fe700 Echo Sounder Service ManualDocument58 pagesFe700 Echo Sounder Service ManualShah Jay100% (1)
- EN Tinycorn and Friends PDF Ebook by AhookADocument39 pagesEN Tinycorn and Friends PDF Ebook by AhookAPato camaradas100% (1)
- Color StyleDocument8 pagesColor StyleInterweave0% (3)
- Making Gravers: by William R. SmithDocument3 pagesMaking Gravers: by William R. SmithCheregi FlorinNo ratings yet
- AutoCAD 2D Advanced Sample Modules - The CAD GuysDocument56 pagesAutoCAD 2D Advanced Sample Modules - The CAD Guysmrb88No ratings yet
- Konica Minolta Dimage A2 2720 Service Manual Repair GuideDocument52 pagesKonica Minolta Dimage A2 2720 Service Manual Repair Guidedolcettony-cow100% (1)
- Abrasive WheelsDocument21 pagesAbrasive Wheelssirelkhatim123No ratings yet
- Wedding Couple: KoalaDocument11 pagesWedding Couple: KoalaCrisma Crisma100% (6)
- Iron Age Pottery in Northern MesopotamiaDocument252 pagesIron Age Pottery in Northern MesopotamiaJavier Martinez EspuñaNo ratings yet
- Ucrainian Folk Embroidery - 1958 - Demydenko L PDFDocument27 pagesUcrainian Folk Embroidery - 1958 - Demydenko L PDFGabriela Tamas-Badescu100% (3)
- Doc515274029 590464466Document28 pagesDoc515274029 590464466Cristina OvallesNo ratings yet
- VueScan Users GuideDocument91 pagesVueScan Users GuideDarrell100% (2)
- Feature Concord Redware Maine Antique Digest June 2021Document5 pagesFeature Concord Redware Maine Antique Digest June 2021Justin W. Thomas100% (1)
- Nålbinding 101: Lady Åsta Gulf Wars XIDocument9 pagesNålbinding 101: Lady Åsta Gulf Wars XITrasi McCart100% (4)
- Unicorn - Girl Amalou BabaDocument12 pagesUnicorn - Girl Amalou BabaTiduj Rácsib75% (44)
- 1 Mastercam Lathe Lesson 2Document44 pages1 Mastercam Lathe Lesson 2Elias Mora50% (2)
- Visi Machining2dDocument42 pagesVisi Machining2deestradabarbosa1447No ratings yet
- Foundry ProcessDocument81 pagesFoundry ProcessGopalakrishnan Kuppuswamy100% (1)
- ADAPT ABI v5 Getting StartedDocument38 pagesADAPT ABI v5 Getting StartedMohd FaizalNo ratings yet
- Autocad Lesson2 3Document5 pagesAutocad Lesson2 3Luka KnezovićNo ratings yet
- Dialux Tutorial - How To Create A Cove For Cove Lighting in DIALux - Ezzatbaroudi's WeblogDocument28 pagesDialux Tutorial - How To Create A Cove For Cove Lighting in DIALux - Ezzatbaroudi's WebloglojuniorNo ratings yet
- Running 2D Ball Balancer ExperimentDocument6 pagesRunning 2D Ball Balancer ExperimentKritika DuttaNo ratings yet
- 2.2 How To Start Scredit: Editor. (Refer To Fig. 2.2.1)Document7 pages2.2 How To Start Scredit: Editor. (Refer To Fig. 2.2.1)ryoNo ratings yet
- Ajustes TV LCDDocument43 pagesAjustes TV LCDJose Luis ZarateNo ratings yet
- L32S & L40S Service ManualDocument39 pagesL32S & L40S Service ManualClubedoTecnico100% (2)
- Mill Lesson WCS Part 4Document17 pagesMill Lesson WCS Part 4WilfridoNo ratings yet
- Shutdown Wizard User ManualDocument14 pagesShutdown Wizard User ManualOscar GarciaNo ratings yet
- SAP2000 Introdutory TutorialDocument19 pagesSAP2000 Introdutory TutorialNazeel NazirNo ratings yet
- Ag2022-02 20220211Document10 pagesAg2022-02 20220211Edwin QuisilemaNo ratings yet
- Shutdown Wizard User ManualDocument14 pagesShutdown Wizard User ManualMoh AmmedNo ratings yet
- Dell E173FP Service Manual PDFDocument56 pagesDell E173FP Service Manual PDFBoata EtaNo ratings yet
- Vector Basics - Selection & Direct Selection Tool & More Ep4 - 19 (Adobe Illustrator For Beginners) (Description)Document4 pagesVector Basics - Selection & Direct Selection Tool & More Ep4 - 19 (Adobe Illustrator For Beginners) (Description)omarzbabaNo ratings yet
- Down-To-1: High Speed Troubleshooting Manual Pocket EditionDocument28 pagesDown-To-1: High Speed Troubleshooting Manual Pocket EditionHarold PolkaNo ratings yet
- Floating Point in QsysDocument85 pagesFloating Point in QsysLính Kỹ ThuậtNo ratings yet
- 00-441168-01 Servicemanual Fluorostar AdvancedDocument25 pages00-441168-01 Servicemanual Fluorostar Advancedalex lzgNo ratings yet
- 2 Avo Wkshp2Document81 pages2 Avo Wkshp2AwangSsudNo ratings yet
- Autocad 3d Module 25 PDFDocument12 pagesAutocad 3d Module 25 PDFRocky HuliselanNo ratings yet
- Expert 52 ManualDocument58 pagesExpert 52 ManualDiana ArghirNo ratings yet
- EN 7220 Service ManualDocument50 pagesEN 7220 Service ManualpnikolatosNo ratings yet
- Software Manual For Sony KDL 52lx900 Version Up Procedure 190Document42 pagesSoftware Manual For Sony KDL 52lx900 Version Up Procedure 19093741No ratings yet
- Modeling A Mixing Elbow (2-D) : 2.1 PrerequisitesDocument42 pagesModeling A Mixing Elbow (2-D) : 2.1 PrerequisitesmeciebNo ratings yet
- Lab 5 - Transfer From Schematic To PCBDocument9 pagesLab 5 - Transfer From Schematic To PCBSyazwan HafidziNo ratings yet
- Software Manual For Sony KDL-52LX900 (Version Up Procedure)Document42 pagesSoftware Manual For Sony KDL-52LX900 (Version Up Procedure)crushonyouNo ratings yet
- Samsung 932BFDocument74 pagesSamsung 932BFstevebensonNo ratings yet
- Nmos Using DeveditDocument22 pagesNmos Using DeveditVishal KothariNo ratings yet
- Cadpipe BS TutorialDocument44 pagesCadpipe BS Tutorialrayzone1No ratings yet
- What Is 3CD? Installation Manual For 1 CD Installation Manual For 2 CD Installation Manual For 3 CDDocument12 pagesWhat Is 3CD? Installation Manual For 1 CD Installation Manual For 2 CD Installation Manual For 3 CDNelson AltuveNo ratings yet
- ESA2 ManualDocument34 pagesESA2 ManualMinor ArteNo ratings yet
- SB1275 en GB 120997Document7 pagesSB1275 en GB 120997Andrey LyutikNo ratings yet
- Quick Learn ManualDocument20 pagesQuick Learn ManualwalterazrNo ratings yet
- Optoma HD82 - HD8200 V3.0 (DDP 3021, 36.8AF05G001) Service ManualDocument96 pagesOptoma HD82 - HD8200 V3.0 (DDP 3021, 36.8AF05G001) Service ManualAndrij PNo ratings yet
- PenMount 6000 Controller Installation Guide V1.6Document61 pagesPenMount 6000 Controller Installation Guide V1.6DeniMestiWidiantoNo ratings yet
- Assembly Drafting PRACTICE CATIA V5Document34 pagesAssembly Drafting PRACTICE CATIA V5spsharmagnNo ratings yet
- Cam DesenhosDocument46 pagesCam DesenhosTeixeira FabioNo ratings yet
- Samsung 713BNDocument46 pagesSamsung 713BNAlonso CoradoNo ratings yet
- Unigraphics NX Sketching Fundamentals MT10028 (Workbook)Document32 pagesUnigraphics NX Sketching Fundamentals MT10028 (Workbook)cyclotolNo ratings yet
- Background Job Scheduling For IP30Document4 pagesBackground Job Scheduling For IP30kiran reddyNo ratings yet
- Multi Axis Lesson 1Document41 pagesMulti Axis Lesson 1Packo PerezNo ratings yet
- Tutorial 02 Materials and LoadingDocument25 pagesTutorial 02 Materials and LoadingPacho029No ratings yet
- AutoCAD 2015 and AutoCAD LT 2015: No Experience Required: Autodesk Official PressFrom EverandAutoCAD 2015 and AutoCAD LT 2015: No Experience Required: Autodesk Official PressNo ratings yet
- IntroductiontoroboticsDocument31 pagesIntroductiontoroboticsphutthawongdanchai041215No ratings yet
- LUBRICANT&CHEMICALDocument1 pageLUBRICANT&CHEMICALphutthawongdanchai041215No ratings yet
- NH5000DCG OilDocument6 pagesNH5000DCG Oilphutthawongdanchai041215No ratings yet
- OP10 - Horizontal Head - 800 - With Thread Master H87 Drawingno All Characteristics May 13, 2014 12:23:40 PM Vda - Auditno 12:05:55 PM May 13, 2014Document1 pageOP10 - Horizontal Head - 800 - With Thread Master H87 Drawingno All Characteristics May 13, 2014 12:23:40 PM Vda - Auditno 12:05:55 PM May 13, 2014phutthawongdanchai041215No ratings yet
- Tool Assembly Form (MORI SEIKI)Document4 pagesTool Assembly Form (MORI SEIKI)phutthawongdanchai041215No ratings yet
- Tool Registration NH 5000 DCG TrainingDocument8 pagesTool Registration NH 5000 DCG Trainingphutthawongdanchai041215No ratings yet
- Sample 1Document16 pagesSample 1phutthawongdanchai041215No ratings yet
- Impeller 4Document1 pageImpeller 4phutthawongdanchai041215No ratings yet
- Q 01705Document1 pageQ 01705phutthawongdanchai041215No ratings yet
- Chemical ListDocument10 pagesChemical Listphutthawongdanchai041215No ratings yet
- X5 To X6 Installation and MigrationDocument18 pagesX5 To X6 Installation and Migrationphutthawongdanchai041215No ratings yet
- 3 Channg Ball 155 Go 144 6-9-17Document5 pages3 Channg Ball 155 Go 144 6-9-17phutthawongdanchai041215No ratings yet
- Tool Assembly FormDocument1 pageTool Assembly Formphutthawongdanchai041215No ratings yet
- Data NG 511-01-123Document4 pagesData NG 511-01-123phutthawongdanchai041215No ratings yet
- Repaair 11-7-59Document2 pagesRepaair 11-7-59phutthawongdanchai041215No ratings yet
- Inprove Ball and Plate UPDocument32 pagesInprove Ball and Plate UPphutthawongdanchai041215No ratings yet
- Problem Machine3Document30 pagesProblem Machine3phutthawongdanchai041215No ratings yet
- 13) Inspection Jig Data SheetDocument2 pages13) Inspection Jig Data Sheetphutthawongdanchai041215No ratings yet
- Ball ScrewDocument1 pageBall Screwphutthawongdanchai041215No ratings yet
- 6) CPK VerificationDocument4 pages6) CPK Verificationphutthawongdanchai041215No ratings yet
- 9-2) Lot Control IllutrationDocument1 page9-2) Lot Control Illutrationphutthawongdanchai041215No ratings yet
- Maintenance Report 230417 MasterDocument60 pagesMaintenance Report 230417 Masterphutthawongdanchai041215No ratings yet
- API 5B Threading, Gauging Line PipeDocument92 pagesAPI 5B Threading, Gauging Line Pipephutthawongdanchai041215No ratings yet
- FM-NM-027 NM Approval Cover SheetDocument2 pagesFM-NM-027 NM Approval Cover Sheetphutthawongdanchai041215No ratings yet
- FM-NM-013 Ecn Log BookDocument1 pageFM-NM-013 Ecn Log Bookphutthawongdanchai041215No ratings yet
- 2) Capacity Investigation (SAT)Document2 pages2) Capacity Investigation (SAT)phutthawongdanchai041215No ratings yet
- FM-NM-019 New Model Trial PlanDocument2 pagesFM-NM-019 New Model Trial Planphutthawongdanchai041215No ratings yet
- O0001 (Boring Chuck Dia10-Dia30 MM)Document1 pageO0001 (Boring Chuck Dia10-Dia30 MM)phutthawongdanchai041215No ratings yet
- Bearing Plate ADocument40 pagesBearing Plate Aphutthawongdanchai041215No ratings yet
- Office Lathe Operator'S Addendum: ©2010 Haas Automation, Inc. 96-0199 Rev. N March 2010Document14 pagesOffice Lathe Operator'S Addendum: ©2010 Haas Automation, Inc. 96-0199 Rev. N March 2010phutthawongdanchai041215No ratings yet
- 50 Questions and Answer: Milling Machine (Milling Machine) Is A Machine Tool That Is in The ProcessDocument4 pages50 Questions and Answer: Milling Machine (Milling Machine) Is A Machine Tool That Is in The ProcessZul FakriNo ratings yet
- MS-II Lab ManualDocument18 pagesMS-II Lab ManualdibyenindusNo ratings yet
- CastingDocument4 pagesCastingVighnesh AmbetkarNo ratings yet
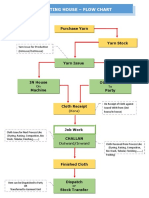
- Knitting House - Flow Chart: Purchase YarnDocument1 pageKnitting House - Flow Chart: Purchase YarnAJITNo ratings yet
- CNC & Casting Simulation LabDocument13 pagesCNC & Casting Simulation LabJayadev ENo ratings yet
- 1014 - D - 048 - ANA - New England Pottery CompanyDocument2 pages1014 - D - 048 - ANA - New England Pottery CompanyJustin W. ThomasNo ratings yet
- Real Estate: Free PPT TemplatesDocument49 pagesReal Estate: Free PPT TemplatesfirlyNo ratings yet
- The Complete Metalsmith: An Illustrated Handbook - Tim Mccreight - 1991Document4 pagesThe Complete Metalsmith: An Illustrated Handbook - Tim Mccreight - 1991amitleckNo ratings yet
- Sewingtextilesintrotocoursepackage - Modified Work For Week 3 and 4 Term-2Document4 pagesSewingtextilesintrotocoursepackage - Modified Work For Week 3 and 4 Term-2api-508928238No ratings yet
- C-2920-20 US 150dpi NYDocument364 pagesC-2920-20 US 150dpi NYSơn ĐặngNo ratings yet
- 2tda180503 SH01 CDocument1 page2tda180503 SH01 CnightmanmxNo ratings yet
- Chuck Used On Turret Lathe Is A. Collet Chuck B. Four Jaw Self Centering Chuck C. Magnetic Chuck D. Three Jaw Independent ChuckDocument183 pagesChuck Used On Turret Lathe Is A. Collet Chuck B. Four Jaw Self Centering Chuck C. Magnetic Chuck D. Three Jaw Independent ChuckCaro Kan Lopez100% (1)
- Kovax Catalogue 2019Document28 pagesKovax Catalogue 2019Viraj AmleNo ratings yet