You might also like
- Nuclear Power Plant Safety and Mechanical Integrity: Design and Operability of Mechanical Systems, Equipment and Supporting StructuresFrom EverandNuclear Power Plant Safety and Mechanical Integrity: Design and Operability of Mechanical Systems, Equipment and Supporting StructuresRating: 5 out of 5 stars5/5 (1)
- CalibrationWorld 2018 01 ENGDocument44 pagesCalibrationWorld 2018 01 ENGGordinhorsNo ratings yet
- ChemicalEngineering Che February-2024Document53 pagesChemicalEngineering Che February-2024Antonio MungioliNo ratings yet
- Introduction to Petroleum Process SafetyFrom EverandIntroduction to Petroleum Process SafetyRating: 3 out of 5 stars3/5 (2)
- ChemicalEngineering Chemical Engineering June 2023Document56 pagesChemicalEngineering Chemical Engineering June 2023Mauricio Huerta jaraNo ratings yet
- June 2017Document84 pagesJune 2017phantanthanhNo ratings yet
- WAN Survival Guide: Strategies for VPNs and Multiservice NetworksFrom EverandWAN Survival Guide: Strategies for VPNs and Multiservice NetworksNo ratings yet
- Process Engineering Solutions To Mechanical FailuresDocument10 pagesProcess Engineering Solutions To Mechanical FailuresfendynovapamelaNo ratings yet
- Methods for Petroleum Well Optimization: Automation and Data SolutionsFrom EverandMethods for Petroleum Well Optimization: Automation and Data SolutionsNo ratings yet
- Development and Performance of Electro Hydraulic ExcavatorDocument7 pagesDevelopment and Performance of Electro Hydraulic ExcavatorEditor IJTSRDNo ratings yet
- ISAGCA Quick Start Guide FINALDocument16 pagesISAGCA Quick Start Guide FINALJim SharpNo ratings yet
- 03 Condenser AUG23Document62 pages03 Condenser AUG23hugo renzo chavez bernuyNo ratings yet
- Explosive & Non-Explosive Mining Method: Feature's LibraryDocument3 pagesExplosive & Non-Explosive Mining Method: Feature's LibraryjNo ratings yet
- ChemicalEngineering - Chemical Engineering April 2023Document68 pagesChemicalEngineering - Chemical Engineering April 2023Lisa FosterNo ratings yet
- April 2014 - Chemical Engineering - P&ID DEvelopment PDFDocument86 pagesApril 2014 - Chemical Engineering - P&ID DEvelopment PDFRonak KapadiaNo ratings yet
- ISAGCA Quick Start Guide FINALDocument14 pagesISAGCA Quick Start Guide FINALAdrian Reyes100% (1)
- Flow Control June 2017Document37 pagesFlow Control June 2017Alberto Fernández MarínNo ratings yet
- July 2013Document66 pagesJuly 2013jpsi6No ratings yet
- 11 17Document68 pages11 17Estela HirataNo ratings yet
- Kilogram'S: Future in The BalanceDocument27 pagesKilogram'S: Future in The BalanceSergio PeñuelaNo ratings yet
- ChemicalEngineering - Chemical Engineering January 2023 PDFDocument52 pagesChemicalEngineering - Chemical Engineering January 2023 PDFJavierNo ratings yet
- Chemical Engineering 2022-08Document77 pagesChemical Engineering 2022-08Mochammad IrchamNo ratings yet
- Chemical Engineering December 2015 PDFDocument196 pagesChemical Engineering December 2015 PDFMarcelo Antonucci Cos100% (2)
- PSV Sizing ManualDocument68 pagesPSV Sizing Manualravichem823No ratings yet
- Techbriefs 23ADT06Document56 pagesTechbriefs 23ADT06Jose A. HerreraNo ratings yet
- E&P Magazine. April 2020Document92 pagesE&P Magazine. April 2020Franco Ivan QuirogaNo ratings yet
- HydrocarbonEngineering 2023-03Document92 pagesHydrocarbonEngineering 2023-03jmod7867No ratings yet
- Tubeandpipejournal20200405-Dl Using Welding Code For WPSDocument52 pagesTubeandpipejournal20200405-Dl Using Welding Code For WPSjiao longNo ratings yet
- 17-03 ChemEng Mar PDFDocument66 pages17-03 ChemEng Mar PDFFrancisco gonzalezNo ratings yet
- He - 02 - 2020 PDFDocument92 pagesHe - 02 - 2020 PDFMarco Antonio Guevara MartínezNo ratings yet
- CheIng - June 2010 PDFDocument68 pagesCheIng - June 2010 PDFErvin WatzlawekNo ratings yet
- 2018-08 Hydrocarbon EngineeringDocument92 pages2018-08 Hydrocarbon Engineeringjdgh1986No ratings yet
- Ashrae Ashraejournal JHGVDFDocument69 pagesAshrae Ashraejournal JHGVDFArcgireiNo ratings yet
- PSSR of Petrochem PlantDocument6 pagesPSSR of Petrochem PlantAkhtar QuddusNo ratings yet
- Electrically Induced Bearing Damage and Shaft CurrentsDocument83 pagesElectrically Induced Bearing Damage and Shaft CurrentshamidrezaNo ratings yet
- Ashrae Ashraejournal ERCDBHDocument85 pagesAshrae Ashraejournal ERCDBHAGUNG SURYO ADI NUGROHONo ratings yet
- ChemicalEngineering - Chemical Engineering March 2023Document48 pagesChemicalEngineering - Chemical Engineering March 2023Lisa Foster100% (1)
- MaintenanceTechnology MTAugust2015Document52 pagesMaintenanceTechnology MTAugust2015Cristian Javier SierraNo ratings yet
- Materials Today: Proceedings: R. Selvam, Ganesh Babu LoganathanDocument5 pagesMaterials Today: Proceedings: R. Selvam, Ganesh Babu LoganathanBANG KUDETNo ratings yet
- ChemicalEngineering Che April-2024Document67 pagesChemicalEngineering Che April-2024(Doc - Bto) Renato Alejandro Andara EscalonaNo ratings yet
- October 2013Document68 pagesOctober 2013jpsi6No ratings yet
- SVT Presentation PDFDocument38 pagesSVT Presentation PDFHoang Mai HoaNo ratings yet
- Chemical Engineering May 2017Document96 pagesChemical Engineering May 2017elfelix100% (2)
- Validating AWP Best PracticeDocument176 pagesValidating AWP Best Practicepedro100% (1)
- pm12726 - V2Document63 pagespm12726 - V2gwinnruNo ratings yet
- Stampingjournal20110506 DLDocument36 pagesStampingjournal20110506 DLMichaël ArticoNo ratings yet
- SoniTech Capabilities StatementDocument1 pageSoniTech Capabilities StatementTim FrederickNo ratings yet
- Real Time Subsea Monitoring and Control Smart FielDocument14 pagesReal Time Subsea Monitoring and Control Smart Fielhry.lesmanaNo ratings yet
- PM 12800Document172 pagesPM 12800Krešimir MikočNo ratings yet
- MECH PRO 055 PreparingDocument6 pagesMECH PRO 055 Preparingtomj9104No ratings yet
- Building Envelope Thermal Bridging Guide v1.6Document1,413 pagesBuilding Envelope Thermal Bridging Guide v1.6Romica MereutaNo ratings yet
- World of Industries 01 - 2020Document28 pagesWorld of Industries 01 - 2020ZamfirMarianNo ratings yet
- QA IMCO HSE P QT 012 Rigging and Lifting ProcedureDocument15 pagesQA IMCO HSE P QT 012 Rigging and Lifting ProcedureFrancis Enriquez TanNo ratings yet
- Test and Measurement HB 06-20Document52 pagesTest and Measurement HB 06-20Al KNo ratings yet
- IBP - 2017 - Validation & Qualification of IWEX 3D Ultrasonic Imaging For Girth Weld InspectionDocument12 pagesIBP - 2017 - Validation & Qualification of IWEX 3D Ultrasonic Imaging For Girth Weld InspectionArdian FandikaNo ratings yet
- CI Vol40No4 FullDocument88 pagesCI Vol40No4 FullmchilwesaNo ratings yet
- IBP1077 - 19 Where Crack-Like Milling Features May Represent A Critical Threat?Document10 pagesIBP1077 - 19 Where Crack-Like Milling Features May Represent A Critical Threat?Marcelo Varejão CasarinNo ratings yet
- December 2013 Chemical EngineeringDocument76 pagesDecember 2013 Chemical Engineeringharvad100% (1)
- What Is Blade Loading and How Is It Specified - by ADT - MediumDocument1 pageWhat Is Blade Loading and How Is It Specified - by ADT - MediumZain KhanNo ratings yet
- MME501 Tutorial Topic1 v1.2Document49 pagesMME501 Tutorial Topic1 v1.2Zain KhanNo ratings yet
- Al Abbas Fabrics InspectionDocument7 pagesAl Abbas Fabrics InspectionZain KhanNo ratings yet
- MME501 Tutorial Topic4 v1.3Document42 pagesMME501 Tutorial Topic4 v1.3Zain KhanNo ratings yet
- MME501 Tutorial Topic5 v1.5Document61 pagesMME501 Tutorial Topic5 v1.5Zain KhanNo ratings yet
- In Uence of Blade Wrap Angle On Centrifugal Pump Performance by Numerical and Experimental StudyDocument9 pagesIn Uence of Blade Wrap Angle On Centrifugal Pump Performance by Numerical and Experimental StudyZain KhanNo ratings yet
- Direct and Inverse Iterative Design Method For Centrifugal Pump ImpellersDocument13 pagesDirect and Inverse Iterative Design Method For Centrifugal Pump ImpellersZain KhanNo ratings yet
- Cobem 2017 2680Document11 pagesCobem 2017 2680Zain KhanNo ratings yet
- ZT55-90 AslDocument192 pagesZT55-90 AslZain KhanNo ratings yet
- Genuine Temporary Entrant Screening Form: Visa HistoryDocument2 pagesGenuine Temporary Entrant Screening Form: Visa HistorySalman QaiserNo ratings yet
- Al Abbas Fabrics InspectionDocument7 pagesAl Abbas Fabrics InspectionZain KhanNo ratings yet
- C - Users - DK-17 - Downloads - Chepter 4B (F Test, T Test) (1) .B01Document18 pagesC - Users - DK-17 - Downloads - Chepter 4B (F Test, T Test) (1) .B01Zain KhanNo ratings yet
- Elko Organizarion (PVT) LTD (FX12 (E10) ITJ039599) SQ-19009Document4 pagesElko Organizarion (PVT) LTD (FX12 (E10) ITJ039599) SQ-19009Zain KhanNo ratings yet
- 563 Units Rs. 15,337.29: Abdul Rehman DhananiDocument2 pages563 Units Rs. 15,337.29: Abdul Rehman DhananiZain KhanNo ratings yet
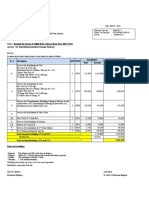
- Revised Quotation - Bearings SKFDocument1 pageRevised Quotation - Bearings SKFZain KhanNo ratings yet
- Service PortfolioDocument3 pagesService PortfolioZain KhanNo ratings yet
- Novartis Pharma WorkingDocument1 pageNovartis Pharma WorkingZain KhanNo ratings yet
- Turab Hassan: Work ExperienceDocument1 pageTurab Hassan: Work ExperienceZain KhanNo ratings yet
- Rhythm and Repetition: 2. MovementDocument1 pageRhythm and Repetition: 2. MovementZain KhanNo ratings yet
- Atlas Copco: Parts ListDocument526 pagesAtlas Copco: Parts ListZain KhanNo ratings yet
- Payment Advice Record (Cts - Services)Document4 pagesPayment Advice Record (Cts - Services)Zain KhanNo ratings yet
- Meezan Bank Company Code: IQRA Meezan Bank Company Code: IQRA Meezan Bank Company Code: IQRADocument1 pageMeezan Bank Company Code: IQRA Meezan Bank Company Code: IQRA Meezan Bank Company Code: IQRAZain KhanNo ratings yet
- Stho 21 08632Document1 pageStho 21 08632Zain KhanNo ratings yet
- Al Karam Towel Commission GA55Document8 pagesAl Karam Towel Commission GA55Zain KhanNo ratings yet
- Government College University, FaisalabadDocument20 pagesGovernment College University, FaisalabadZain KhanNo ratings yet
- Bid Evaluation Report - LNG-2021-07Document1 pageBid Evaluation Report - LNG-2021-07Zain KhanNo ratings yet
- Elements and Principles of Design: Example IllustrationDocument1 pageElements and Principles of Design: Example IllustrationZain KhanNo ratings yet
- Zain - Ul-Abideen: EducationDocument1 pageZain - Ul-Abideen: EducationZain KhanNo ratings yet
- Quotation 1105-ABT31-HAL-2021 For IR-37331Document1 pageQuotation 1105-ABT31-HAL-2021 For IR-37331Zain KhanNo ratings yet
- Employer BrandingDocument17 pagesEmployer BrandingSushri PadhiNo ratings yet
- Courtney Loper-ResumeDocument2 pagesCourtney Loper-Resumeapi-354618234No ratings yet
- Cloud Assignment 2Document4 pagesCloud Assignment 2tiraNo ratings yet
- Magic Maze: Props IncludedDocument4 pagesMagic Maze: Props IncludedarneuhüdNo ratings yet
- Defence Services Staff College, Wellington: (To Be Filled in Capital Letters As Per Matriculation (Or) X STD Mark Sheet)Document3 pagesDefence Services Staff College, Wellington: (To Be Filled in Capital Letters As Per Matriculation (Or) X STD Mark Sheet)Siddharth MuthukumarNo ratings yet
- Appellate BriefDocument3 pagesAppellate Briefelan de noir100% (1)
- Cons elecCI 20220 0022Document166 pagesCons elecCI 20220 0022HEREDIA MATA SHARBEL NICOLÁSNo ratings yet
- Narmada Bachao AndolanDocument14 pagesNarmada Bachao Andolanmkg90No ratings yet
- Main MenuDocument2 pagesMain MenueatlocalmenusNo ratings yet
- Revivals in The Air RITA Chord ChartDocument1 pageRevivals in The Air RITA Chord ChartMatias GarciaNo ratings yet
- Philosophy of LawDocument222 pagesPhilosophy of LawPriscilla Miranda100% (14)
- Operant Conditioning of RatsDocument7 pagesOperant Conditioning of RatsScott KaluznyNo ratings yet
- Espiloy COT DLP Math 5 Q2Document7 pagesEspiloy COT DLP Math 5 Q2Adeline Rose B. Espiloy100% (3)
- Ruel Kennard O. Mallari: Objective Work ExperienceDocument3 pagesRuel Kennard O. Mallari: Objective Work ExperienceAntonette TagadiadNo ratings yet
- House Bill 4208Document1 pageHouse Bill 4208Sinclair Broadcast Group - EugeneNo ratings yet
- Soni Musicae Diato K2 enDocument2 pagesSoni Musicae Diato K2 enknoNo ratings yet
- Bruzon's PortfolioDocument67 pagesBruzon's PortfolioAnna Bruzon-RafalloNo ratings yet
- Political Law Reviewer Bar 2019 Part 1 V 20 by Atty. Alexis Medina ACADEMICUSDocument27 pagesPolitical Law Reviewer Bar 2019 Part 1 V 20 by Atty. Alexis Medina ACADEMICUSalyamarrabeNo ratings yet
- BSBPEF501: Manage Personal and Professional DevelopmentDocument88 pagesBSBPEF501: Manage Personal and Professional DevelopmentBruce100% (1)
- ACS880 IGBT Supply Control Program: Firmware ManualDocument254 pagesACS880 IGBT Supply Control Program: Firmware ManualGopinath PadhiNo ratings yet
- Jewish Standard, December 18, 2015Document64 pagesJewish Standard, December 18, 2015New Jersey Jewish StandardNo ratings yet
- This Points Are Very Main Part of Self: How To Give Self Introduction in IterviewDocument22 pagesThis Points Are Very Main Part of Self: How To Give Self Introduction in Iterviewvijay kumarNo ratings yet
- Mirage Probationary EmploymentDocument3 pagesMirage Probationary EmploymentIsrael FortoNo ratings yet
- Outcomes of Democracy: How Do We Assess Democracy?Document7 pagesOutcomes of Democracy: How Do We Assess Democracy?Ankita MondalNo ratings yet
- The Global Workforce Crisis BCG PDFDocument28 pagesThe Global Workforce Crisis BCG PDFdakintaurNo ratings yet
- Practical Auditing by Empleo 2022 Chapter 4 Receivables Related RevenuesDocument55 pagesPractical Auditing by Empleo 2022 Chapter 4 Receivables Related RevenuesDarence IndayaNo ratings yet
- War Horse QuestionsDocument7 pagesWar Horse QuestionsSharan DhaliwalNo ratings yet
- PUP College of Law - FAQsDocument15 pagesPUP College of Law - FAQsAlvin ClaridadesNo ratings yet
- Team2 - Rizal's Life in Paris and GermanyDocument26 pagesTeam2 - Rizal's Life in Paris and Germanydreianne26No ratings yet
- Chapter 5 Decision TheoryDocument43 pagesChapter 5 Decision TheoryTamiru BeyeneNo ratings yet
- Gas-Liquid And Liquid-Liquid SeparatorsFrom EverandGas-Liquid And Liquid-Liquid SeparatorsRating: 3.5 out of 5 stars3.5/5 (3)
- Well Testing Project Management: Onshore and Offshore OperationsFrom EverandWell Testing Project Management: Onshore and Offshore OperationsNo ratings yet
- Machine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesFrom EverandMachine Learning and Data Science in the Oil and Gas Industry: Best Practices, Tools, and Case StudiesPatrick BangertRating: 3 out of 5 stars3/5 (2)
- Machine Learning Guide for Oil and Gas Using Python: A Step-by-Step Breakdown with Data, Algorithms, Codes, and ApplicationsFrom EverandMachine Learning Guide for Oil and Gas Using Python: A Step-by-Step Breakdown with Data, Algorithms, Codes, and ApplicationsRating: 4 out of 5 stars4/5 (4)
- Well Control for Completions and InterventionsFrom EverandWell Control for Completions and InterventionsRating: 4 out of 5 stars4/5 (10)
- Practical Reservoir Engineering and CharacterizationFrom EverandPractical Reservoir Engineering and CharacterizationRating: 4.5 out of 5 stars4.5/5 (3)
- Pocket Guide to Flanges, Fittings, and Piping DataFrom EverandPocket Guide to Flanges, Fittings, and Piping DataRating: 3.5 out of 5 stars3.5/5 (22)
- Biostratigraphic and Geological Significance of Planktonic ForaminiferaFrom EverandBiostratigraphic and Geological Significance of Planktonic ForaminiferaRating: 4 out of 5 stars4/5 (5)
- Essentials of Coating, Painting, and Lining for the Oil, Gas and Petrochemical IndustriesFrom EverandEssentials of Coating, Painting, and Lining for the Oil, Gas and Petrochemical IndustriesRating: 5 out of 5 stars5/5 (5)
- Gas and Oil Reliability Engineering: Modeling and AnalysisFrom EverandGas and Oil Reliability Engineering: Modeling and AnalysisRating: 4.5 out of 5 stars4.5/5 (6)
- Mooring System Engineering for Offshore StructuresFrom EverandMooring System Engineering for Offshore StructuresRating: 5 out of 5 stars5/5 (1)
- Advanced Biomass Gasification: New Concepts for Efficiency Increase and Product FlexibilityFrom EverandAdvanced Biomass Gasification: New Concepts for Efficiency Increase and Product FlexibilityRating: 3 out of 5 stars3/5 (2)
- Advanced Production Decline Analysis and ApplicationFrom EverandAdvanced Production Decline Analysis and ApplicationRating: 3.5 out of 5 stars3.5/5 (4)
- Asphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsFrom EverandAsphaltene Deposition Control by Chemical Inhibitors: Theoretical and Practical ProspectsNo ratings yet
- Machinery Lubrication Technician (MLT) I and II Certification Exam GuideFrom EverandMachinery Lubrication Technician (MLT) I and II Certification Exam GuideRating: 2 out of 5 stars2/5 (1)
- Petroleum Production Engineering, A Computer-Assisted ApproachFrom EverandPetroleum Production Engineering, A Computer-Assisted ApproachRating: 4.5 out of 5 stars4.5/5 (11)