You might also like
- 035 - 300 - Technical Manual - Ultra Torque Crankset - Campagnolo - REV00 - 02 - 15Document6 pages035 - 300 - Technical Manual - Ultra Torque Crankset - Campagnolo - REV00 - 02 - 15liebherrmanNo ratings yet
- RG5100 XT1 Manual 2018.1Document43 pagesRG5100 XT1 Manual 2018.1Pablo Serrano86% (7)
- VOGUE La Cigarette Clic Bleue 5mgDocument8 pagesVOGUE La Cigarette Clic Bleue 5mgTeodora MînzalăNo ratings yet
- Plastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1From EverandPlastic Injection Mold Design for Toolmakers - Volume I: Plastic Injection Mold Design for Toolmakers, #1Rating: 5 out of 5 stars5/5 (2)
- Brother B1110 Remans by StaticDocument14 pagesBrother B1110 Remans by StaticbackvlackoNo ratings yet
- Remanufacturing Instructions: Lexmark C792 Hopper Cleaning and Assembly InstructionsDocument9 pagesRemanufacturing Instructions: Lexmark C792 Hopper Cleaning and Assembly InstructionsCesar FernandezNo ratings yet
- EK IM Notice Montage EKwaterblockDocument13 pagesEK IM Notice Montage EKwaterblockMaphteachNo ratings yet
- SEA 2019 Jet Pump SPARK Shop Supp. 219100959-021Document16 pagesSEA 2019 Jet Pump SPARK Shop Supp. 219100959-021Coke Ker JetspeedNo ratings yet
- For Milwaukee Tool ONE KEY Products: Service Can Only Be Performed at This Milwaukee Factory Central Repair CenterDocument2 pagesFor Milwaukee Tool ONE KEY Products: Service Can Only Be Performed at This Milwaukee Factory Central Repair CenterAmjad AlQasrawiNo ratings yet
- RS Quadra Service PDFDocument9 pagesRS Quadra Service PDFBalto CrisNo ratings yet
- LIT Sullair Air Tools Brochure PAPTOOLS202012-5 enDocument8 pagesLIT Sullair Air Tools Brochure PAPTOOLS202012-5 enJonathan Campos SanchezNo ratings yet
- For Milwaukee Tool ONE KEY Products: Service Can Only Be Performed at This Milwaukee Factory Central Repair CenterDocument2 pagesFor Milwaukee Tool ONE KEY Products: Service Can Only Be Performed at This Milwaukee Factory Central Repair CenterAmjad AlQasrawiNo ratings yet
- Ascensor l10 (Lej-Mm00202)Document11 pagesAscensor l10 (Lej-Mm00202)gui9871No ratings yet
- Catalogo Actualizado SullairDocument12 pagesCatalogo Actualizado Sullairalain2dubeNo ratings yet
- M/D Totco:r I: Psi IsDocument6 pagesM/D Totco:r I: Psi IsLuis AlbarracinNo ratings yet
- Manual 245 U140F 060Document6 pagesManual 245 U140F 060Nacho Arroyo100% (2)
- 31-10-2012 - Correction To 1kd-Ftv Water Pump Remove & Install ProcedureDocument5 pages31-10-2012 - Correction To 1kd-Ftv Water Pump Remove & Install ProcedureMaster XeotoNo ratings yet
- 2.2 L Dicor Engine: Disassembly and Assembly of Cylinder Head Sub AssembliesDocument50 pages2.2 L Dicor Engine: Disassembly and Assembly of Cylinder Head Sub AssembliesPhillip van DalenNo ratings yet
- ClutchDocument17 pagesClutchMortadeloNo ratings yet
- EC480D - Swing Gearbox, Maintenance StandardDocument4 pagesEC480D - Swing Gearbox, Maintenance Standardeck yuwanNo ratings yet
- FM1 K348 010 Replacement ProcedureDocument2 pagesFM1 K348 010 Replacement ProcedureMaksi SelaNo ratings yet
- 8660, 8100 Modification Instructions, Mod 3Document4 pages8660, 8100 Modification Instructions, Mod 3EdilbertoJuarezNo ratings yet
- Instrman 0900Document32 pagesInstrman 0900Bubu GbyNo ratings yet
- VMC Ballscrew 32mm Horizontal Plane ReplacementDocument11 pagesVMC Ballscrew 32mm Horizontal Plane ReplacementMarlon GeronimoNo ratings yet
- Real Head Kick Pad: Service ManualDocument8 pagesReal Head Kick Pad: Service ManualErikNo ratings yet
- Devilbiss mbc510 ManualDocument8 pagesDevilbiss mbc510 ManualSMWilsonNo ratings yet
- 67 68 PDFDocument8 pages67 68 PDFBubai111No ratings yet
- Arranque de Patada CBFDocument23 pagesArranque de Patada CBFlau cv 97No ratings yet
- Cylinder+Head HONDA CIVIC CRVDocument33 pagesCylinder+Head HONDA CIVIC CRVs.e. e.p.No ratings yet
- Rok 3lt enDocument2 pagesRok 3lt enJesus SanchezNo ratings yet
- 95-410-762-000 2006 Pike Reba RVL Dual Air Service Guide - 0 PDFDocument11 pages95-410-762-000 2006 Pike Reba RVL Dual Air Service Guide - 0 PDFΝικολαος ΕλληναςNo ratings yet
- 08-Force Feed Lubrication SystemDocument29 pages08-Force Feed Lubrication SystemAdrian Ropero0% (1)
- 35D MQ Quad Mast: Arts ManualDocument44 pages35D MQ Quad Mast: Arts ManualRAYMULROONEYNo ratings yet
- VIP Gold - Sterling 2Document62 pagesVIP Gold - Sterling 2leandrosilva2005No ratings yet
- Su PDFDocument26 pagesSu PDFKarl DumeuryNo ratings yet
- BMW E90 Front Wheel Bearing Removal InstructionsDocument2 pagesBMW E90 Front Wheel Bearing Removal InstructionsdmnuNo ratings yet
- Nissan FIFTH WHEEL TOWING HITCH WITH CONNECTOUSDocument55 pagesNissan FIFTH WHEEL TOWING HITCH WITH CONNECTOUSFrederikusNo ratings yet
- Drager Narkomed Field Service Procedure Julian Pfgf-Psys Pressure PCB 8603361 InstallationDocument8 pagesDrager Narkomed Field Service Procedure Julian Pfgf-Psys Pressure PCB 8603361 InstallationAmirNo ratings yet
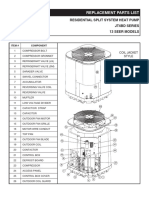
- Nordyne JT4BD-048K AC HVAC Heat Pump Parts ListDocument2 pagesNordyne JT4BD-048K AC HVAC Heat Pump Parts ListRichard PhillipsNo ratings yet
- Installation InstructionsDocument2 pagesInstallation InstructionsMinghao HongNo ratings yet
- Mercruiser-Diesel-73l 240105 171709Document121 pagesMercruiser-Diesel-73l 240105 171709Nk AutomocionNo ratings yet
- Eixo Dif Simples Vel ENGDocument62 pagesEixo Dif Simples Vel ENGAhmedNo ratings yet
- Manual de Peças - HonDocument402 pagesManual de Peças - HonRUBSONMOTA100% (1)
- MKT Product Catalog 2019Document64 pagesMKT Product Catalog 2019Üstün Onur BaktırNo ratings yet
- IW11 Gearbox Dismantling Output Sleeve InstructionsDocument5 pagesIW11 Gearbox Dismantling Output Sleeve InstructionsChakravarthi NagaNo ratings yet
- LT 135 PartsCatalogDocument24 pagesLT 135 PartsCatalogalxsscabalNo ratings yet
- Mantenimiento ScrollDocument33 pagesMantenimiento ScrollproyectosNo ratings yet
- Type 128-PQC Control ValvesDocument4 pagesType 128-PQC Control ValvesDatt NguyenNo ratings yet
- Remanufacturing The Xerox DC-212/214 Toner Cartridge: VerviewDocument8 pagesRemanufacturing The Xerox DC-212/214 Toner Cartridge: VerviewJaime RiosNo ratings yet
- Fishing Tools PDFDocument16 pagesFishing Tools PDFjardelbrunoNo ratings yet
- Mark 57 Series: Externally Piloted Back Pressure RegulatorsDocument4 pagesMark 57 Series: Externally Piloted Back Pressure Regulatorsbenzerga karimNo ratings yet
- Fork Gold Valve Installation: DisassemblyDocument4 pagesFork Gold Valve Installation: DisassemblyTiyok HidrolikNo ratings yet
- Level Glass Gauge Tightening ProcedureDocument2 pagesLevel Glass Gauge Tightening ProcedureUsman Aslam100% (1)
- Ospb, Ospc, PSPF Steering Service ManualDocument32 pagesOspb, Ospc, PSPF Steering Service ManualbenjaminNo ratings yet
- Bomba de Vacio Part ListDocument2 pagesBomba de Vacio Part ListNayeli Zarate MNo ratings yet
- Engine SectionDocument414 pagesEngine Sectionxristo xristovNo ratings yet
- Ospb Ospc Ospf ServiceDocument36 pagesOspb Ospc Ospf ServiceampacpartsNo ratings yet
- 08s-Manual ServiceDocument53 pages08s-Manual Serviceoctavio santarossaNo ratings yet
- Green Bedding Separator FAN - Parts List - 2017Document9 pagesGreen Bedding Separator FAN - Parts List - 2017Centrifugal SeparatorNo ratings yet
- Bravo Distributor Manual (English)Document12 pagesBravo Distributor Manual (English)Tam Jia TernNo ratings yet
- RG Compressor ManualDocument608 pagesRG Compressor ManualBT20MEC047 Jeet BhaktaNo ratings yet
- InkaTAC-Amomax Lista de Precios 2020 Set.Document9 pagesInkaTAC-Amomax Lista de Precios 2020 Set.christopher carhuamacaNo ratings yet
- 303 Ammunition HeadstampsDocument44 pages303 Ammunition Headstampset pendarNo ratings yet
- Ganesh Quality New Profile - 2022Document37 pagesGanesh Quality New Profile - 2022Bharath chinnuNo ratings yet
- SodapdfDocument13 pagesSodapdfPoorna VinayNo ratings yet
- PendingDocument771 pagesPendingSALIMNo ratings yet
- Ficha Tecnica-2Document10 pagesFicha Tecnica-2Ëdward BaracaldøNo ratings yet
- Lista Maximale - 2023 (03.04.2023)Document1 pageLista Maximale - 2023 (03.04.2023)Alexandru Virgil MargineanNo ratings yet
- Final Voters List 2022 2023Document21 pagesFinal Voters List 2022 2023muhammad khanNo ratings yet
- Dual Portal Desk ToyDocument5 pagesDual Portal Desk ToyJennifer IvanNo ratings yet
- List of Russian Importers of Product(s) ClassifiedDocument131 pagesList of Russian Importers of Product(s) ClassifiedAgro Export and import100% (1)
- Armenio - Inglés (Diccionario Básico)Document39 pagesArmenio - Inglés (Diccionario Básico)tolabatuguesmacarenabelenNo ratings yet
- Hisense Warranty CardDocument1 pageHisense Warranty Cardkhairil afandiNo ratings yet
- Sinha Dyeing & Finishing LimitedDocument82 pagesSinha Dyeing & Finishing LimitedShivam AgnihotriNo ratings yet
- ColombiaDocument8 pagesColombiaLaura SotoNo ratings yet
- Tractebel - Industrial Energy AuditDocument2 pagesTractebel - Industrial Energy AuditsharvinNo ratings yet
- Linea HogarDocument80 pagesLinea HogarsdfNo ratings yet
- EMATDocument13 pagesEMATYuvi KapoorNo ratings yet
- Inv. Llanta 1 Junio 2020Document16 pagesInv. Llanta 1 Junio 2020Nnegroee MHNo ratings yet
- Bernina Rome 3 5 7 PDFDocument137 pagesBernina Rome 3 5 7 PDFWilfrido RosadoNo ratings yet
- Update Planning Schedule Rabu, 18 Oktober 2023Document4 pagesUpdate Planning Schedule Rabu, 18 Oktober 2023Priana KadekNo ratings yet
- Instant DataDocument68 pagesInstant DataYusuf JiwantoroNo ratings yet
- Tfu 28.11.00.003 3 PDFDocument1 pageTfu 28.11.00.003 3 PDFPHI nguyễnNo ratings yet
- Parte 2 Manual BRDocument56 pagesParte 2 Manual BRNayara GuimarãesNo ratings yet
- Barbie MattelDocument4 pagesBarbie MattelZaki Tur Wibawa100% (1)
- Crestline Dampening Systems: Installation InstructionsDocument73 pagesCrestline Dampening Systems: Installation InstructionsSergey PhilippovNo ratings yet
- Colour MatrixDocument2 pagesColour MatrixD. Ravi Chander KumarNo ratings yet