You might also like
- GE LP33 Series 10 60kVA Technical Data SheetDocument8 pagesGE LP33 Series 10 60kVA Technical Data SheetMuhaimin Muhammad romadhonNo ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Marine Electrical Practice: Marine Engineering SeriesFrom EverandMarine Electrical Practice: Marine Engineering SeriesRating: 4 out of 5 stars4/5 (8)
- VESDA Maintenance Guide PDFDocument58 pagesVESDA Maintenance Guide PDFAndrés RobattoNo ratings yet
- HBXX 6517DS VTMDocument3 pagesHBXX 6517DS VTMAmmar Akhtar100% (1)
- Series 1 240 VAC: Product SelectionDocument6 pagesSeries 1 240 VAC: Product SelectionGas2shackNo ratings yet
- Kyotto 4-20ma PDFDocument2 pagesKyotto 4-20ma PDFJonathanLPNo ratings yet
- Datasheet ReleDocument2 pagesDatasheet ReleGuillermo Pocovi L.No ratings yet
- Crydom TD2410 DatasheetDocument5 pagesCrydom TD2410 DatasheetAdityaJayakarNo ratings yet
- 01 IM3123rev02 - ENGDocument27 pages01 IM3123rev02 - ENGjozielsonNo ratings yet
- Schrack Power PCB Relay RTH 105°C 16ADocument2 pagesSchrack Power PCB Relay RTH 105°C 16AjpbarrioNo ratings yet
- Product Information: Analix™ E7340XDocument6 pagesProduct Information: Analix™ E7340XDongKyu SeolNo ratings yet
- 01 IM2065rev06 - ENGDocument25 pages01 IM2065rev06 - ENGYordy SotoNo ratings yet
- Catálogo General Contactores y Relés Térmicos TemContact2 Ref.15-I75EDocument74 pagesCatálogo General Contactores y Relés Térmicos TemContact2 Ref.15-I75EJose maria HolgueraNo ratings yet
- 943 Series Relay: FeaturesDocument3 pages943 Series Relay: FeaturesFavian MartinezNo ratings yet
- Elenos T10.000 Elenos PDFDocument68 pagesElenos T10.000 Elenos PDFpapaki_grNo ratings yet
- MCCB NoN AdjustableDocument4 pagesMCCB NoN Adjustableheri fauziNo ratings yet
- Panel Mount: T SeriesDocument7 pagesPanel Mount: T SeriesBird31No ratings yet
- Speedtec 505Sp BR: Operator'S ManualDocument11 pagesSpeedtec 505Sp BR: Operator'S ManualОлег ПавловскийNo ratings yet
- GN Series: Product SelectionDocument182 pagesGN Series: Product SelectionFuadNo ratings yet
- Toppower: TP20AC SeriesDocument3 pagesToppower: TP20AC SeriestoppowerNo ratings yet
- Crydom CX240D5Document5 pagesCrydom CX240D5csclzNo ratings yet
- TWCTDocument1 pageTWCTLeonardo Carrasco RomeroNo ratings yet
- Precision Waveform Generator/Voltage Controlled Oscillator FeaturesDocument12 pagesPrecision Waveform Generator/Voltage Controlled Oscillator FeaturesCharles Tineo0% (1)
- (MUR1620CT-D) Ultrafast Rectifier PDFDocument9 pages(MUR1620CT-D) Ultrafast Rectifier PDFJuan UcNo ratings yet
- Product Information: Toshiba X-Ray Tube D-0814Document6 pagesProduct Information: Toshiba X-Ray Tube D-0814KamilNo ratings yet
- 1000SDIM2064rev01 ENGDocument34 pages1000SDIM2064rev01 ENGbigeyes1986No ratings yet
- 01 IM3131rev02 - ENGDocument18 pages01 IM3131rev02 - ENGAlejandro Pino GomezNo ratings yet
- KA3842A IC Datasheet PDFDocument5 pagesKA3842A IC Datasheet PDFagarcosNo ratings yet
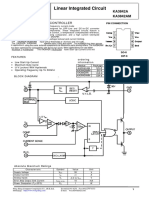
- Linear Integrated Circuit: Current Mode PWM ControllerDocument6 pagesLinear Integrated Circuit: Current Mode PWM ControllernermeenelnaggarNo ratings yet
- Breaker Guide SelectionDocument4 pagesBreaker Guide SelectionAndrés EstebanNo ratings yet
- TA8200ah Con DiagramaDocument12 pagesTA8200ah Con DiagramaHito de Merlo100% (1)
- Photo SCR Optocouplers: Description 4N39 4N40Document9 pagesPhoto SCR Optocouplers: Description 4N39 4N40ramiro_vicente_6No ratings yet
- T1650CDocument6 pagesT1650CGeorge BarsoumNo ratings yet
- Tp03al - 201808 PDFDocument3 pagesTp03al - 201808 PDFtoppowerNo ratings yet
- Product Information: Toshiba X-Ray Tube D-063 / D-063R / D-063S / D-063SRDocument10 pagesProduct Information: Toshiba X-Ray Tube D-063 / D-063R / D-063S / D-063SRKamilNo ratings yet
- 74HC4852 (Driver Injector)Document16 pages74HC4852 (Driver Injector)el_george0079491No ratings yet
- TVK - Corrugated-Ribbon Wound Vitreous-Enamelled Resistors TVKR - AdjustableDocument2 pagesTVK - Corrugated-Ribbon Wound Vitreous-Enamelled Resistors TVKR - AdjustablejaboteadorNo ratings yet
- Tl1451a PDFDocument36 pagesTl1451a PDFmat70matNo ratings yet
- CA3140Document19 pagesCA3140samNo ratings yet
- 7255Document24 pages7255khawar mukhtarNo ratings yet
- CA3140Document20 pagesCA3140Brzata PticaNo ratings yet
- TCLT10.. Series: Vishay TelefunkenDocument12 pagesTCLT10.. Series: Vishay TelefunkenRaul CondorNo ratings yet
- ID 250 T DC PulseDocument1 pageID 250 T DC PulseLucioNo ratings yet
- STTA1206D/DI/G: Turboswitch Ultra-Fast High Voltage DiodeDocument9 pagesSTTA1206D/DI/G: Turboswitch Ultra-Fast High Voltage DiodeMarcos AndréNo ratings yet
- KMH SeriesDocument15 pagesKMH Seriesthaisg01No ratings yet
- Eberle&PowerDocument64 pagesEberle&PowerRaphael CubrickNo ratings yet
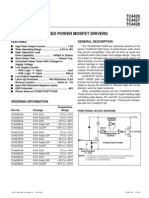
- TC4426 TC4427 TC4428 1.5A Dual High-Speed Power Mosfet DriversDocument9 pagesTC4426 TC4427 TC4428 1.5A Dual High-Speed Power Mosfet DriversroozbehxoxNo ratings yet
- Schrack Power Relay RF: General Purpose Relays PCB RelaysDocument3 pagesSchrack Power Relay RF: General Purpose Relays PCB RelaysKSNo ratings yet
- TE Connectivity AMP 4 1393238 7 DatasheetDocument2 pagesTE Connectivity AMP 4 1393238 7 DatasheetastizeNo ratings yet
- Catalogo Reclosers Volcano - ZW32Document4 pagesCatalogo Reclosers Volcano - ZW32Cesar VenturoNo ratings yet
- Crydom HD4850 10 DatasheetDocument4 pagesCrydom HD4850 10 DatasheetOscar PelcastreNo ratings yet
- P M K 1 5 0 S: 150 Watt Open Frame Switching Power Supply With PFCDocument3 pagesP M K 1 5 0 S: 150 Watt Open Frame Switching Power Supply With PFCMartinNo ratings yet
- 10NM60Document17 pages10NM60Jose Barroso GuerraNo ratings yet
- CONTACTORDocument3 pagesCONTACTORPHUC NGUYENNo ratings yet
- HG4115 012-H1CDocument2 pagesHG4115 012-H1CSavin TimofteNo ratings yet
- Record PlusDocument250 pagesRecord PlusDixie VictoriaNo ratings yet
- Reference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 1From EverandReference Guide To Useful Electronic Circuits And Circuit Design Techniques - Part 1Rating: 2.5 out of 5 stars2.5/5 (3)
- Newnes Electronics Circuits Pocket Book (Linear IC): Newnes Electronics Circuits Pocket Book, Volume 1From EverandNewnes Electronics Circuits Pocket Book (Linear IC): Newnes Electronics Circuits Pocket Book, Volume 1Rating: 4.5 out of 5 stars4.5/5 (3)
- Panel TR-6 Model PDFDocument1 pagePanel TR-6 Model PDFChristian AndradeNo ratings yet
- Pórtico 2 Niveles - Resuelto Por El Método Matriz de Rigidez PDFDocument7 pagesPórtico 2 Niveles - Resuelto Por El Método Matriz de Rigidez PDFChristian AndradeNo ratings yet
- Panel TR-6 ModelDocument1 pagePanel TR-6 ModelChristian AndradeNo ratings yet
- Center of Gravity DeterminationDocument6 pagesCenter of Gravity DeterminationtzulfahmiNo ratings yet
- TexDocument1 pageTexChristian AndradeNo ratings yet
- Infinitivo Pasado Participio Traducción: Los Verbos IrregularesDocument5 pagesInfinitivo Pasado Participio Traducción: Los Verbos IrregularesChristian AndradeNo ratings yet
- Warranty Toshiba Canvio HDDocument6 pagesWarranty Toshiba Canvio HDAndrew VasylukNo ratings yet
- Warranty Toshiba Canvio HDDocument6 pagesWarranty Toshiba Canvio HDAndrew VasylukNo ratings yet
- Warranty Toshiba Canvio HDDocument6 pagesWarranty Toshiba Canvio HDAndrew VasylukNo ratings yet
- Stub EndDocument4 pagesStub EndFranciscoplazaNo ratings yet
- DC Module 3 Notes MJCDocument55 pagesDC Module 3 Notes MJCNikhil HiremathNo ratings yet
- Blackstar II Dual Telemetry MWD Tool Spec Sheet PDFDocument4 pagesBlackstar II Dual Telemetry MWD Tool Spec Sheet PDFDani HpNo ratings yet
- With dimension-ATC-DMEDataSheetDocument2 pagesWith dimension-ATC-DMEDataSheethanie.zomorodiNo ratings yet
- General Architecture of Centralized Unit and Distributed Unit For New RadioDocument9 pagesGeneral Architecture of Centralized Unit and Distributed Unit For New RadioAmar KaidiNo ratings yet
- GSM Information ElementsDocument28 pagesGSM Information ElementsHaroon WaheedNo ratings yet
- Ata 23 Communication PDFDocument89 pagesAta 23 Communication PDFRobert SánchezNo ratings yet
- ECEN5104 Final Project MMIC Active Quasi-Circulator Design: Laila Fighera Marzall - 108 216 6535Document4 pagesECEN5104 Final Project MMIC Active Quasi-Circulator Design: Laila Fighera Marzall - 108 216 6535Laila Fighera MarzallNo ratings yet
- Little Dot MK III Reference GuideDocument12 pagesLittle Dot MK III Reference GuideMikko KärkkäinenNo ratings yet
- Service Manual TV Sharp 29fl94Document40 pagesService Manual TV Sharp 29fl94ppstone67% (6)
- Ultrasound Transducers and ResolutionDocument107 pagesUltrasound Transducers and ResolutionPapadove0% (1)
- GSM/GPRS/SMS/UMTS/Ethernet Transmitter EPX400-60: Data Sheet ofDocument2 pagesGSM/GPRS/SMS/UMTS/Ethernet Transmitter EPX400-60: Data Sheet ofCristina belen Aristizabal mosqueraNo ratings yet
- HEGNDocument4 pagesHEGNAli 35No ratings yet
- Astatic Microphone d104 SchematicDocument1 pageAstatic Microphone d104 Schematicbellscb100% (1)
- EC8652 SyllabusDocument1 pageEC8652 SyllabusManimegalaiNo ratings yet
- Eir Ras004Document1 pageEir Ras004muayid.a.othmanNo ratings yet
- Electronic - Schematic Circuits For The HobbyistDocument159 pagesElectronic - Schematic Circuits For The HobbyistDaniel ComeglioNo ratings yet
- The Power of TETRA-Direct Mode Operation-Selex Communications Francesco PasqualiDocument29 pagesThe Power of TETRA-Direct Mode Operation-Selex Communications Francesco PasqualiRatchaneekorn Mo-onNo ratings yet
- DGO9 InstallDocument23 pagesDGO9 InstallairmasterNo ratings yet
- Introduction To Dropped Call RateDocument10 pagesIntroduction To Dropped Call RateRajdeep JindalNo ratings yet
- Forteza FMW PDFDocument3 pagesForteza FMW PDFalinupNo ratings yet
- RSRed DS RS200L Mod v5Document2 pagesRSRed DS RS200L Mod v5liebherrmanNo ratings yet
- Business News MagazineDocument24 pagesBusiness News MagazineLu DisaNo ratings yet
- Radio Play ScriptDocument7 pagesRadio Play ScriptMaxene YbañezNo ratings yet
- Polytron AUVI HA Lineup 2020-2021Document18 pagesPolytron AUVI HA Lineup 2020-2021Mr MegatronicNo ratings yet
- FM TunersDocument4 pagesFM TunersdanvmarinescuNo ratings yet
- GSM Security Overview (Part 1) : Wireless Telephone HistoryDocument22 pagesGSM Security Overview (Part 1) : Wireless Telephone HistoryMonzir AzhariNo ratings yet
- NCP GR 10 3rd Term 2021 (2022) Maths PaperDocument12 pagesNCP GR 10 3rd Term 2021 (2022) Maths PaperJamunanantha PranavanNo ratings yet
- SDRplay SDRuno User ManualDocument126 pagesSDRplay SDRuno User ManualAhmad Kukuh Al GomezNo ratings yet