You might also like
- Separator Sizing SpreadsheetDocument40 pagesSeparator Sizing SpreadsheetWalid Ben Husein100% (2)
- Two-Phase and Three-Phase SeparatorDocument40 pagesTwo-Phase and Three-Phase Separatormargaretramos100% (1)
- KOHASA ENGINEERING LINE SIZING CALCULATIONSDocument9 pagesKOHASA ENGINEERING LINE SIZING CALCULATIONSEkundayo JohnNo ratings yet
- Separator DesignDocument8 pagesSeparator Designmohamed_sahnoun_enisNo ratings yet
- Separators FDocument22 pagesSeparators FEric WanNo ratings yet
- Mist EliminatorsDocument6 pagesMist EliminatorspskarthikNo ratings yet
- Oil Water Separator DesignDocument11 pagesOil Water Separator DesignAbhay BhoirNo ratings yet
- Flow MetersDocument16 pagesFlow MetersSyarif HidayatNo ratings yet
- COST-EFFECTIVE DE-BOTTLENECKING OF SEPARATION FACILITIESDocument12 pagesCOST-EFFECTIVE DE-BOTTLENECKING OF SEPARATION FACILITIESNaeem HussainNo ratings yet
- Pipeline DesignDocument60 pagesPipeline DesignEduardo Paulini Villanueva0% (1)
- Fuel Gas Conditioning SkidDocument6 pagesFuel Gas Conditioning SkidJetul PatelNo ratings yet
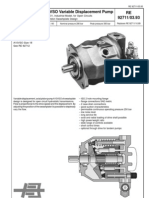
- Bomba Rexroth PDFDocument36 pagesBomba Rexroth PDFplasticos_jfm6580100% (11)
- Separator ComponentsDocument16 pagesSeparator ComponentsvsroilgasNo ratings yet
- Optimizing Gas/Liquid Separator PerformanceDocument14 pagesOptimizing Gas/Liquid Separator PerformanceWendellReeceFrankNo ratings yet
- E07 QDocument20 pagesE07 QSoledad Fernández SantosNo ratings yet
- CTBEST PVM 300 Process Design of Separation VesselsDocument22 pagesCTBEST PVM 300 Process Design of Separation Vesselsrzepedac100% (2)
- Distillation Calculation FormulasDocument21 pagesDistillation Calculation FormulasVaibhav Mishra100% (2)
- Line and Nozzle Sizing CriteriaDocument7 pagesLine and Nozzle Sizing CriteriaNastaran BagheriNo ratings yet
- CMPAPPP Separator Vessel and Filter Design GuideDocument18 pagesCMPAPPP Separator Vessel and Filter Design GuideJWilson73No ratings yet
- Selection of Gas Compressor-2Document5 pagesSelection of Gas Compressor-2dhanu_aquaNo ratings yet
- BN-EG-UE109 Guide For Vessel SizingDocument36 pagesBN-EG-UE109 Guide For Vessel SizingAjith KumarNo ratings yet
- Knockout DrumDocument9 pagesKnockout Drumgautam_96948069No ratings yet
- Field Separation of Oil From GasDocument54 pagesField Separation of Oil From GasRajat SharmaNo ratings yet
- Gravity FlowDocument11 pagesGravity FlowAnonymous U18LFvdfD100% (4)
- Bulk Separation of GasDocument7 pagesBulk Separation of GasEnnecyr Pilling PintoNo ratings yet
- Separator Design: Helpful Data: A Brief Understanding of The Design of A Gas Liquid SeparatorsDocument8 pagesSeparator Design: Helpful Data: A Brief Understanding of The Design of A Gas Liquid SeparatorsFATA EDUCATIONAL INFORMATIONNo ratings yet
- Three Phase Separator - Gas InternalsDocument9 pagesThree Phase Separator - Gas InternalsDeepak RajNo ratings yet
- Line Sizing Criteria PDFDocument8 pagesLine Sizing Criteria PDFwaelNo ratings yet
- Vortex Meters For GasDocument5 pagesVortex Meters For GasRicardo Zárate GodinezNo ratings yet
- Separator Design GuideDocument3 pagesSeparator Design Guidelaleye_olumideNo ratings yet
- Gas - Liquid SeparatorDocument25 pagesGas - Liquid SeparatorDeep MehtaNo ratings yet
- Principles of Separation: Incoming Stream Spin Around Reaction Force From The Separator WallDocument10 pagesPrinciples of Separation: Incoming Stream Spin Around Reaction Force From The Separator Wallmohamad alamehNo ratings yet
- (Paul E. Minton) Handbook of Evaporation Technology - 170-182Document13 pages(Paul E. Minton) Handbook of Evaporation Technology - 170-182Ahmad Asfahani100% (1)
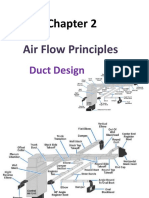
- Duct & Vent EngineeringDocument70 pagesDuct & Vent Engineeringtop20202080% (5)
- ACFr Og ARPIl DHu 8 S Yuww 7 UYmx KBDG ZT1-hge 3 C Ebwit 00 Ua CJ KUSLDOHpi KDocument50 pagesACFr Og ARPIl DHu 8 S Yuww 7 UYmx KBDG ZT1-hge 3 C Ebwit 00 Ua CJ KUSLDOHpi KKasper JensenNo ratings yet
- Total Process Engineering ManualDocument260 pagesTotal Process Engineering Manualmusabammadkhan86% (7)
- Rig DesginDocument25 pagesRig Desginriobm100% (1)
- Rig DesginDocument25 pagesRig DesginImam PranadipaNo ratings yet
- Separator Fundamentals - Process DesignDocument30 pagesSeparator Fundamentals - Process Designlaleye_olumide100% (3)
- Separator SizingDocument13 pagesSeparator Sizingraja.mt100% (1)
- Two-Phase Oil and Gas Separation TheoryDocument18 pagesTwo-Phase Oil and Gas Separation TheoryFauji Islami PhasyaNo ratings yet
- Natural Gas Quality Enhancement: Training Report ONDocument20 pagesNatural Gas Quality Enhancement: Training Report ONRajkishan GuptaNo ratings yet
- VelocityDocument14 pagesVelocityJay VinothNo ratings yet
- BN-EG-UE109 Guide For Vessel SizingDocument28 pagesBN-EG-UE109 Guide For Vessel Sizingeulalio_méndezNo ratings yet
- Vortex FlowmeterDocument16 pagesVortex FlowmeterBiswajit DebnathNo ratings yet
- Design of The HVA Water TunnelDocument10 pagesDesign of The HVA Water TunnelSjoerd_BNo ratings yet
- 3.4 SeparatorDocument44 pages3.4 SeparatorzamirbabiNo ratings yet
- Chapter 3-Two-Phase Oil and Gas SeparationDocument56 pagesChapter 3-Two-Phase Oil and Gas SeparationIvan Zvonar75% (4)
- Re 10223Document26 pagesRe 10223medi38No ratings yet
- Pressure Drop TheoryDocument5 pagesPressure Drop Theorykaruna346100% (1)
- Specifying SeparatorsDocument33 pagesSpecifying Separatorsdinesh_hsenid100% (1)
- Separator Sizing SpreadsheetDocument40 pagesSeparator Sizing SpreadsheetRidho MuhtadiNo ratings yet
- Air Flow FundamentalsDocument49 pagesAir Flow Fundamentalsded endNo ratings yet
- Calculation and design of separators (HS)Document39 pagesCalculation and design of separators (HS)Bhuran AkshayNo ratings yet
- Sewage Disposal Works: Their Design and ConstructionFrom EverandSewage Disposal Works: Their Design and ConstructionNo ratings yet
- Emulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingFrom EverandEmulsions and Oil Treating Equipment: Selection, Sizing and TroubleshootingRating: 5 out of 5 stars5/5 (3)
- Esquema Elétrico 120HDocument2 pagesEsquema Elétrico 120HchicotwoNo ratings yet
- BSI Standards Publication: Uninterruptible Power Systems (UPS)Document100 pagesBSI Standards Publication: Uninterruptible Power Systems (UPS)Suresh KrishnanNo ratings yet
- 3rt1034-1a Specs PDFDocument2 pages3rt1034-1a Specs PDFTGS ElectricalNo ratings yet
- SF6 Circuit Breaker Nameplate Details ExplanationDocument7 pagesSF6 Circuit Breaker Nameplate Details Explanationlooyd alforqueNo ratings yet
- FND GFM 13725098Document133 pagesFND GFM 13725098sanjayprakash1979No ratings yet
- Chapter 3 Diode CircuitsDocument64 pagesChapter 3 Diode CircuitsAmged TahaNo ratings yet
- Golden Ratio Face AnalysisDocument3 pagesGolden Ratio Face AnalysisClairyssa Myn D CaballeroNo ratings yet
- Review Analytic GeometryDocument10 pagesReview Analytic GeometryGerard GuangcoNo ratings yet
- GRADE 7 SCIENCE ModuleDocument41 pagesGRADE 7 SCIENCE ModuleKristine Dela CruzNo ratings yet
- MSC.226 (82) Partie3Document2 pagesMSC.226 (82) Partie3baaziz2015No ratings yet
- Verify Geometrically That c×a+b = c×a + c×b Using ParallelogramsDocument4 pagesVerify Geometrically That c×a+b = c×a + c×b Using ParallelogramsblehboNo ratings yet
- Applications of Duality Theory (Diewert)Document9 pagesApplications of Duality Theory (Diewert)Franco BailonNo ratings yet
- Understanding Moores LawDocument136 pagesUnderstanding Moores Lawsasi kiran sNo ratings yet
- CFD Analysis of Scramjet Engine Combustion Chamber with Alternating Wedge-Shaped Strut InjectorDocument11 pagesCFD Analysis of Scramjet Engine Combustion Chamber with Alternating Wedge-Shaped Strut InjectorSouhardya BanerjeeNo ratings yet
- AKM 2G Servo Motor: Selection GuideDocument84 pagesAKM 2G Servo Motor: Selection GuideVahan KirakosyanNo ratings yet
- Practice Exam No. 4 2018 PDFDocument43 pagesPractice Exam No. 4 2018 PDFJevan CalaqueNo ratings yet
- EQ RESISTANT BALSA BUILDING SAP2000Document4 pagesEQ RESISTANT BALSA BUILDING SAP2000Irpan NugrahaNo ratings yet
- WEEKLY MODULE 1 Earth ScienceDocument1 pageWEEKLY MODULE 1 Earth Sciencemichael sto domingoNo ratings yet
- Worksheet - Accumulation FunctionsDocument3 pagesWorksheet - Accumulation FunctionssteveNo ratings yet
- Function of Several VariablesDocument4 pagesFunction of Several VariablesKedhar Nadh GadiboinaNo ratings yet
- Upgrade As You Grow Aesthetic Platform: LuminaDocument2 pagesUpgrade As You Grow Aesthetic Platform: Luminachash75No ratings yet
- Topic 4: Pumps and TurbinesDocument66 pagesTopic 4: Pumps and TurbinesSiddarth SharmaNo ratings yet
- Nomenclature For Wire Leads Used As Conductors in Electron TubesDocument3 pagesNomenclature For Wire Leads Used As Conductors in Electron TubesCasey RybackNo ratings yet
- Direct drive disperser guideDocument2 pagesDirect drive disperser guideAlvaro Nerviani AltieriNo ratings yet
- 1946 Shanley The Column Paradox J Aero SciDocument1 page1946 Shanley The Column Paradox J Aero Scitraders joeNo ratings yet
- Lightolier RFL Recessed Fluorescent Lighting Catalog 1981Document52 pagesLightolier RFL Recessed Fluorescent Lighting Catalog 1981Alan MastersNo ratings yet
- Lecture 3 - Protein Adsorption Part 1 PDFDocument17 pagesLecture 3 - Protein Adsorption Part 1 PDFWesley ChiangNo ratings yet
- Me Lab 6Document9 pagesMe Lab 6BensoyNo ratings yet
- Fire Alarm On Ms Word 22Document39 pagesFire Alarm On Ms Word 22Sandeep YapashettiNo ratings yet
- Synchronous MachinesDocument13 pagesSynchronous MachinesKayalvizhi SelvamNo ratings yet