You might also like
- Method Statement For The Installation of Water Treatment PlantDocument12 pagesMethod Statement For The Installation of Water Treatment Plantafraz_xec89% (18)
- Vingcard ManualDocument202 pagesVingcard ManualPenta Guard50% (10)
- Advanced Temperature Measurement and Control, Second EditionFrom EverandAdvanced Temperature Measurement and Control, Second EditionNo ratings yet
- Method Statement For Chilled Water PipesDocument5 pagesMethod Statement For Chilled Water PipesImteyaz Ahmad33% (3)
- GRP Piping Installation ChecklistDocument8 pagesGRP Piping Installation ChecklistShankarEllampriam100% (3)
- PerformanceTest Updated9octDocument38 pagesPerformanceTest Updated9octHossein100% (1)
- Testing Procedure SprinklerDocument2 pagesTesting Procedure SprinklerBea RullanNo ratings yet
- This Product Masterspec Section Modifies The Original Masterspec Text, and Does Not Include The Full Content of The Original Masterspec SectionDocument17 pagesThis Product Masterspec Section Modifies The Original Masterspec Text, and Does Not Include The Full Content of The Original Masterspec Sectionabdullah sahibNo ratings yet
- Control Valve FAT ProcedureDocument13 pagesControl Valve FAT ProcedureHicham BelmaatiNo ratings yet
- Industrial Applications of Infrared Thermography: How Infrared Analysis Can be Used to Improve Equipment InspectionFrom EverandIndustrial Applications of Infrared Thermography: How Infrared Analysis Can be Used to Improve Equipment InspectionRating: 4.5 out of 5 stars4.5/5 (3)
- Multipass AssemblerDocument5 pagesMultipass AssemblerBoobalan R100% (3)
- Cpi Quality ProceduresDocument18 pagesCpi Quality ProceduresAdrian RogersNo ratings yet
- Cooling Technology Institute: Design and Operation of A Counterflow Fill and Nozzle Test Cell: Challenges and SolutionsDocument12 pagesCooling Technology Institute: Design and Operation of A Counterflow Fill and Nozzle Test Cell: Challenges and SolutionsScribdakiotto100% (1)
- Sample Spec For AWWA HDPE Pipe Fittings 6.02revDocument6 pagesSample Spec For AWWA HDPE Pipe Fittings 6.02revmg4myNo ratings yet
- Pressure Testing of Pipelines: CR Asia GroupDocument7 pagesPressure Testing of Pipelines: CR Asia Groupvishal bailurNo ratings yet
- Assignment 6.Document3 pagesAssignment 6.Justin ButlerNo ratings yet
- Sclairpipe MS r12072011Document10 pagesSclairpipe MS r12072011Daniel Cisterna BilbaoNo ratings yet
- HDPE PipesDocument17 pagesHDPE PipesQuerubin R Yolando Jr.100% (2)
- SW Hydrostatic Pressure Testing Water MainsDocument25 pagesSW Hydrostatic Pressure Testing Water MainsWeff JingNo ratings yet
- Fire Protection Test ProcedureDocument7 pagesFire Protection Test Procedurekunalji_jainNo ratings yet
- PE Pipe Production Process & QA-QC Requirements & StandardsDocument35 pagesPE Pipe Production Process & QA-QC Requirements & StandardsSaravanan0% (1)
- Complete Extrusion Lines for Plastic PipesDocument12 pagesComplete Extrusion Lines for Plastic PipesprocatellNo ratings yet
- 4008-Pi-Pro-001 - 0 - Piping Hydrotest Procedure-1Document8 pages4008-Pi-Pro-001 - 0 - Piping Hydrotest Procedure-1Randu WatangNo ratings yet
- Pozo SikuDocument2 pagesPozo SikuDjoko WidodoNo ratings yet
- TN 46Document23 pagesTN 46Khalil AhmadNo ratings yet
- Hawle Gate Valves TPI Inspection PlanDocument7 pagesHawle Gate Valves TPI Inspection PlanMurali AnandNo ratings yet
- LPG Metal CylinderDocument20 pagesLPG Metal Cylinderorode franklynNo ratings yet
- Facility ValidationDocument12 pagesFacility ValidationGhanta Ranjith Kumar100% (1)
- Polythene Pipes Fittings Specials and AccessoriesDocument15 pagesPolythene Pipes Fittings Specials and Accessoriestebodin_319100% (1)
- Hydro Testing: Mode of MeasurementDocument6 pagesHydro Testing: Mode of Measurementruhuna013100% (1)
- 32-Ve-711 (Hydrostatic Test Procedure Piping - FT Gas) A11 PDFDocument5 pages32-Ve-711 (Hydrostatic Test Procedure Piping - FT Gas) A11 PDFMarlon TurnerNo ratings yet
- Facility ValidationDocument12 pagesFacility ValidationDoan Chi ThienNo ratings yet
- Kilo Var Brief Issue 2Document4 pagesKilo Var Brief Issue 2kgskgmNo ratings yet
- Work Based Career Episodes Ajith JohnsnDocument5 pagesWork Based Career Episodes Ajith JohnsnAjith JohnsonNo ratings yet
- PPAPDocument25 pagesPPAPpaco8817100% (2)
- Pilin Project Hydrostatic Test InstructionDocument5 pagesPilin Project Hydrostatic Test Instructionคุณพ่อน้อง บิ๊กบอสNo ratings yet
- 320 Other 1210 2 10 20180111Document10 pages320 Other 1210 2 10 20180111Vivek PrasadNo ratings yet
- GRE-guide To Iso 14692Document12 pagesGRE-guide To Iso 14692AHMEDMALAHY100% (2)
- Testing & Commissioning of Fan Coil Units FCU'sDocument2 pagesTesting & Commissioning of Fan Coil Units FCU'sDong VanraNo ratings yet
- Mechanical SpecificationDocument13 pagesMechanical SpecificationAhmad AyyoubNo ratings yet
- Re-Welding, Expansion & HT ProcedureDocument6 pagesRe-Welding, Expansion & HT Proceduresuria qaqcNo ratings yet
- API 610 Hydrostatic TestDocument3 pagesAPI 610 Hydrostatic TestgabrielNo ratings yet
- 1.1test MethodologyDocument14 pages1.1test MethodologyjvfcvNo ratings yet
- QA For Butt FusionDocument9 pagesQA For Butt Fusionjimbox88No ratings yet
- VRP-GRP-P-501 Proced Prep QCMD Ver 4 DossierDocument7 pagesVRP-GRP-P-501 Proced Prep QCMD Ver 4 DossierrcerberoNo ratings yet
- Osmopharm WFI System Performance QualificationDocument7 pagesOsmopharm WFI System Performance Qualificationdecio ventura rodrigues miraNo ratings yet
- QCS-2010 Section 19 Part 6 Commissioning of SystemsDocument6 pagesQCS-2010 Section 19 Part 6 Commissioning of Systemsbryanpastor106No ratings yet
- Thermal Storage Tank Project IgniteDocument4 pagesThermal Storage Tank Project IgniteAhmad FaujiNo ratings yet
- Method Statement Water Supply Work For BuildingDocument3 pagesMethod Statement Water Supply Work For BuildingRosnani Ambo sakkaNo ratings yet
- Method Statement for Installation of PP-RCT Pipes and FittingsDocument10 pagesMethod Statement for Installation of PP-RCT Pipes and FittingsArnold DelinaNo ratings yet
- STR - 026-0Document5 pagesSTR - 026-0SanjeevNo ratings yet
- Hydrotest Method Statement 12th Mar 2012-1Document21 pagesHydrotest Method Statement 12th Mar 2012-1sethu1091100% (21)
- It 7Document17 pagesIt 7Melad SedrakNo ratings yet
- SOP of PrehydrotestDocument7 pagesSOP of PrehydrotestVenkateswarlu BoduguNo ratings yet
- Guidance for Field Hydrostatic Testing of HDPE PipelinesDocument17 pagesGuidance for Field Hydrostatic Testing of HDPE PipelinesZohair AftabNo ratings yet
- Asma PVDocument27 pagesAsma PVasma fatimaNo ratings yet
- MRO 4-V Specifications (6-176)Document5 pagesMRO 4-V Specifications (6-176)jmharrison3196No ratings yet
- HDPE Dual Wall Containment Pipe SpecDocument5 pagesHDPE Dual Wall Containment Pipe SpecwilliaeaNo ratings yet
- Inside the Pill Bottle: A Comprehensive Guide to the Pharmaceutical IndustryFrom EverandInside the Pill Bottle: A Comprehensive Guide to the Pharmaceutical IndustryNo ratings yet
- Total Quality Process Control for Injection MoldingFrom EverandTotal Quality Process Control for Injection MoldingRating: 5 out of 5 stars5/5 (1)
- Folkspraak PDFDocument24 pagesFolkspraak PDFTheBluestoneGuyNo ratings yet
- Angular Momentum and Kinetic EnergyDocument15 pagesAngular Momentum and Kinetic Energyimfendi100% (1)
- COA - Unit2 Floating Point Arithmetic 2Document67 pagesCOA - Unit2 Floating Point Arithmetic 2Devika csbsNo ratings yet
- Some Basic Block Codes - 2804Document3 pagesSome Basic Block Codes - 2804Tân ChipNo ratings yet
- Phy QBDocument25 pagesPhy QBManav MehtaNo ratings yet
- Sentence Correction Practice Questions 01Document5 pagesSentence Correction Practice Questions 01Dhiman NathNo ratings yet
- Peugeot All Models Wiring Diagrams - GeneralDocument32 pagesPeugeot All Models Wiring Diagrams - GeneralFitra AhmadNo ratings yet
- Base Design - SecondaryDocument20 pagesBase Design - SecondaryFarah Diba Pos-PosNo ratings yet
- 1 Gravity IntroductionDocument13 pages1 Gravity IntroductionPerry SegereNo ratings yet
- D EquipmentDocument44 pagesD Equipmentosvald97No ratings yet
- Massachusetts Institute of Technology: Database Systems: Fall 2008 Quiz IIDocument12 pagesMassachusetts Institute of Technology: Database Systems: Fall 2008 Quiz IIigoginNo ratings yet
- 1999 Biology Paper I Marking SchemeDocument5 pages1999 Biology Paper I Marking Schemetramysss100% (1)
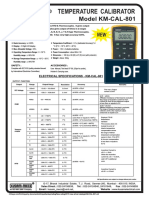
- Temperature Calibrator Specifications and FunctionsDocument1 pageTemperature Calibrator Specifications and FunctionsvihaanNo ratings yet
- DRIVINGDocument4 pagesDRIVINGMarcelino ZarateNo ratings yet
- High Grade Water Soluble SOP For FertigationDocument2 pagesHigh Grade Water Soluble SOP For FertigationRómulo Del ValleNo ratings yet
- Chapter 7: Advanced Modeling Techniques: Prof. Ming-Bo LinDocument42 pagesChapter 7: Advanced Modeling Techniques: Prof. Ming-Bo Linvimal_raj205No ratings yet
- + 20db/decade High-Pass Filter (1Document26 pages+ 20db/decade High-Pass Filter (1Rashid ShababNo ratings yet
- Line and Plan in 3DDocument31 pagesLine and Plan in 3DMing Fong LiawNo ratings yet
- Peritoneal DialysisDocument26 pagesPeritoneal DialysisKath LeenNo ratings yet
- Novel zero-current switching PWM converters minimize lossesDocument6 pagesNovel zero-current switching PWM converters minimize lossescarlos_eqnNo ratings yet
- Configure NTP Server on Cisco WLC via CLIDocument3 pagesConfigure NTP Server on Cisco WLC via CLImbayeNo ratings yet
- Advanced Process Modeling 1Document41 pagesAdvanced Process Modeling 1mtahir777945No ratings yet
- GOS4 ch03 SolutionsDocument11 pagesGOS4 ch03 SolutionsPrathamesh DalviNo ratings yet
- An Overview of The Ansi Z359 Fall Protection Code: FEBRUARY 16, 2018Document24 pagesAn Overview of The Ansi Z359 Fall Protection Code: FEBRUARY 16, 2018isabel Cristina Agresott TorresNo ratings yet
- A Novel IGBT Gate Driver To Eliminate The Dead-Time Effect: Bin Zhang, Alex Q. Huang, Bin ChenDocument5 pagesA Novel IGBT Gate Driver To Eliminate The Dead-Time Effect: Bin Zhang, Alex Q. Huang, Bin Chenmutharasu29No ratings yet
- Resistivity Problem Class XDocument1 pageResistivity Problem Class XAlok RanjanNo ratings yet
- Fire Alarm Control Panel: Product Includes A 5 Year WarrantyDocument3 pagesFire Alarm Control Panel: Product Includes A 5 Year WarrantyEolo RojasNo ratings yet