You might also like
- Vallourec Oil & Gas Magazine - Premium Connection TestingDocument5 pagesVallourec Oil & Gas Magazine - Premium Connection Testingkaveh-bahiraeeNo ratings yet
- Epoxylite 578EB - TDS - 2008Document3 pagesEpoxylite 578EB - TDS - 2008beemer5No ratings yet
- Field Applied Pipeline CoatingDocument10 pagesField Applied Pipeline CoatingNono_geotecNo ratings yet
- Type Approval TestsDocument4 pagesType Approval TestsNilesh MistryNo ratings yet
- Storage Tank (API 650) - Home Welding & InspectionDocument34 pagesStorage Tank (API 650) - Home Welding & InspectionHussain AliNo ratings yet
- Danco Pipe Manufacturing QC Assurance MethodologyDocument14 pagesDanco Pipe Manufacturing QC Assurance MethodologyOgollo JonNo ratings yet
- AGN 040 - Winding Insulation SystemDocument7 pagesAGN 040 - Winding Insulation SystemariwibowoNo ratings yet
- Solder Heat Resistance TestDocument3 pagesSolder Heat Resistance TestGopinathan BalakrishnanNo ratings yet
- Tank InspectionDocument6 pagesTank Inspectionangel onofre castelanNo ratings yet
- Al Mulla - DUCT CatalogueDocument20 pagesAl Mulla - DUCT Cataloguemohammed mustafaNo ratings yet
- Method of Statement VBDocument9 pagesMethod of Statement VBAhmed IrakyNo ratings yet
- PV - 1210 - EN 14482 - Corrosion Test PDFDocument5 pagesPV - 1210 - EN 14482 - Corrosion Test PDFAniruddha HawalNo ratings yet
- Fiberglass Systems Glass-Fiber Reinforced Epoxy Pipes: The Piping System of The FutureDocument16 pagesFiberglass Systems Glass-Fiber Reinforced Epoxy Pipes: The Piping System of The FutureCong Trinh NGuyenNo ratings yet
- P 54 Holiday Testing Procedure R1Document43 pagesP 54 Holiday Testing Procedure R1rahul reyashNo ratings yet
- Senotherm Paint - 1666-: Technical Information Processing InstructionDocument4 pagesSenotherm Paint - 1666-: Technical Information Processing InstructionYavuz KeskinNo ratings yet
- Annx-A (Inhouse Testing & Inspection Parameters of Ci Sluice Gates)Document2 pagesAnnx-A (Inhouse Testing & Inspection Parameters of Ci Sluice Gates)BINOY DASNo ratings yet
- TangkiDocument61 pagesTangkiCarey RichNo ratings yet
- 22 Dead-End & Suspension InsulatorsDocument16 pages22 Dead-End & Suspension Insulatorsrye_eeNo ratings yet
- HDGASA03-2006 HDG and Duplex Corrosion ProtectionDocument10 pagesHDGASA03-2006 HDG and Duplex Corrosion ProtectionOrnathNo ratings yet
- 1 MW Quotation Documnets For Solar Panel Proudction Line 2014Document16 pages1 MW Quotation Documnets For Solar Panel Proudction Line 2014Madhu Babu JattiNo ratings yet
- Tremco 071416.01 - Cold Fluid-Applied Waterproofing, Vertical and Deck Tremproof 250gc - 20141031Document12 pagesTremco 071416.01 - Cold Fluid-Applied Waterproofing, Vertical and Deck Tremproof 250gc - 20141031ali razaNo ratings yet
- Catalogue+Data SheetDocument16 pagesCatalogue+Data Sheethossein15No ratings yet
- Artistic Milliners W.H.R.boiler Simplex (JGS-320)Document13 pagesArtistic Milliners W.H.R.boiler Simplex (JGS-320)EngrSaimaAskariNo ratings yet
- SPC-FXI-009 OBC Ducting MaterialsDocument8 pagesSPC-FXI-009 OBC Ducting MaterialsHemant ChauhanNo ratings yet
- GRE-guide To Iso 14692Document12 pagesGRE-guide To Iso 14692AHMEDMALAHY100% (2)
- Flowlines and Well Gas Lift LinesDocument4 pagesFlowlines and Well Gas Lift LinesDaniel Dambo100% (1)
- Weld On Industrial Brochure DEC2015Document40 pagesWeld On Industrial Brochure DEC2015SREENATH SREEDHARANNo ratings yet
- GAIL (India) Limited Compressor Station Hazira, PO ONGCL, Ichhapore - Magdhalla Road, District Surat (Gujarat) Pin 394 518Document19 pagesGAIL (India) Limited Compressor Station Hazira, PO ONGCL, Ichhapore - Magdhalla Road, District Surat (Gujarat) Pin 394 518Mayavan ANo ratings yet
- CIPP Liner Systems GAADocument2 pagesCIPP Liner Systems GAASlagalicaSlagalicaNo ratings yet
- Field CoatingDocument26 pagesField Coatingsohn2342100% (1)
- 15 Saip 50Document5 pages15 Saip 50malika_00No ratings yet
- HDPE JeomembranDocument8 pagesHDPE Jeomembranmeridian360No ratings yet
- Advances in Automated Subsea ValvesDocument3 pagesAdvances in Automated Subsea ValvesSyko GuyNo ratings yet
- Scope of Work For NRV and MOVDocument2 pagesScope of Work For NRV and MOVSreekanthMylavarapuNo ratings yet
- Field Joint CoatingDocument7 pagesField Joint Coatingkrishna3794No ratings yet
- QSTC2012Document87 pagesQSTC2012masterix7No ratings yet
- Gammon Contamination Test Kits PDFDocument3 pagesGammon Contamination Test Kits PDFpersadanusantaraNo ratings yet
- Coating Procedure Specification According NORSOK - 501 System 7C Sigma Coating SystemDocument47 pagesCoating Procedure Specification According NORSOK - 501 System 7C Sigma Coating SystemSorelis Colmenarez OchoaNo ratings yet
- Sikafloor Conductive Electrostatic Control Epoxy System - SAMPLE SPECIFICATIONDocument8 pagesSikafloor Conductive Electrostatic Control Epoxy System - SAMPLE SPECIFICATIONJuan CarlosNo ratings yet
- Honing Procedure: Doc. No.: - Job No.: 26071Document10 pagesHoning Procedure: Doc. No.: - Job No.: 26071Muhammad GaneshaNo ratings yet
- Upload Items Files 1570559467Document19 pagesUpload Items Files 1570559467tajman90No ratings yet
- GMW14872 March 2013Document27 pagesGMW14872 March 2013Joao Pedro Rendeiro Correia de SousaNo ratings yet
- Klinger SealexDocument2 pagesKlinger Sealexdarsh2001patelNo ratings yet
- Quality Procedure For Dual FBE Coating Rev.01Document39 pagesQuality Procedure For Dual FBE Coating Rev.01Nebu Mathew100% (1)
- API 650 TanksDocument5 pagesAPI 650 TanksCemal NergizNo ratings yet
- Basf Masterflow 649 TdsDocument4 pagesBasf Masterflow 649 Tdsgazwang478No ratings yet
- Blasting Coating ProcedureDocument61 pagesBlasting Coating ProcedureZohair Aftab100% (1)
- Procedure Painting Mps Epoxcy - Final - PT KhiDocument12 pagesProcedure Painting Mps Epoxcy - Final - PT KhisinambeladavidNo ratings yet
- Solar PV Product and Ammonia Testing StandardsDocument3 pagesSolar PV Product and Ammonia Testing StandardsSylwia WojdanNo ratings yet
- Sched v7Document16 pagesSched v7Wael HannonNo ratings yet
- Pipe - Catalouge MannesmannDocument32 pagesPipe - Catalouge MannesmannCarlos Torres Oliveros100% (1)
- Coflexip HosesDocument58 pagesCoflexip HosesAnis Kacem67% (3)
- FLTM BP 153-01 Method A - Migration StainingDocument4 pagesFLTM BP 153-01 Method A - Migration StainingFrancesco VignaliNo ratings yet
- PV 3 3 3Document3 pagesPV 3 3 3Francesco Vignali100% (1)
- SOW - Supply of High Pressure CleaningDocument8 pagesSOW - Supply of High Pressure CleaningLiberty MunyatiNo ratings yet
- Wausau HP Wall Guide SpecificationDocument6 pagesWausau HP Wall Guide Specificationmsiddiq1No ratings yet
- Inside the Pill Bottle: A Comprehensive Guide to the Pharmaceutical IndustryFrom EverandInside the Pill Bottle: A Comprehensive Guide to the Pharmaceutical IndustryNo ratings yet
- A Guide to Ship Repair Estimates in Man-hoursFrom EverandA Guide to Ship Repair Estimates in Man-hoursRating: 4.5 out of 5 stars4.5/5 (5)
- Process Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationFrom EverandProcess Control for Sheet-Metal Stamping: Process Modeling, Controller Design and Shop-Floor ImplementationNo ratings yet
- Advanced and Refractory Ceramics for Energy Conservation and EfficiencyFrom EverandAdvanced and Refractory Ceramics for Energy Conservation and EfficiencyHua-Tay LinNo ratings yet
- Comment Response Sheet LTDocument1 pageComment Response Sheet LTMurali AnandNo ratings yet
- Gate Valve Inspection Test PlanDocument4 pagesGate Valve Inspection Test PlanMurali AnandNo ratings yet
- Table of Contents: Project Client PMC Contractor Vendor DetailsDocument1 pageTable of Contents: Project Client PMC Contractor Vendor DetailsMurali AnandNo ratings yet
- Project Client PMC Contractor Vendor Details: Sensitivity: LNT Construction Internal UseDocument2 pagesProject Client PMC Contractor Vendor Details: Sensitivity: LNT Construction Internal UseMurali AnandNo ratings yet
- Fig. 4 Fig. 4 Fig. 3 Fig. 4: 3.2.2. Analysis of Microscopic Appearance of Fatigue FractureDocument7 pagesFig. 4 Fig. 4 Fig. 3 Fig. 4: 3.2.2. Analysis of Microscopic Appearance of Fatigue FractureLuis HiguerasNo ratings yet
- Assignment 14, 15Document2 pagesAssignment 14, 15MaulanaNo ratings yet
- Ficha Tecnica Luminaria Led Vt3 Vt2Document1 pageFicha Tecnica Luminaria Led Vt3 Vt2neymarronNo ratings yet
- Heat TreatmentDocument4 pagesHeat TreatmentAshish BoraNo ratings yet
- Analysis of Glass - Glass EvidenceDocument40 pagesAnalysis of Glass - Glass EvidenceCebotarenco TamaraNo ratings yet
- Huskie CatalogDocument104 pagesHuskie Catalogsf94y5t2ryNo ratings yet
- Defence STD 05-50 Part 29Document14 pagesDefence STD 05-50 Part 29goodguymumbaiNo ratings yet
- Toshiba Servicemanual RAS-13UKV-E3 Komprimert VersjonDocument93 pagesToshiba Servicemanual RAS-13UKV-E3 Komprimert VersjonDionisis Charalabopoulos0% (1)
- When Some: Tlie Tlie Is It IsDocument1 pageWhen Some: Tlie Tlie Is It IsreacharunkNo ratings yet
- Experimental Investigations On Mechanical Properties of Jute Fiber Reinforced Composites With Polyester and Epoxy Resin MatricesDocument12 pagesExperimental Investigations On Mechanical Properties of Jute Fiber Reinforced Composites With Polyester and Epoxy Resin MatricesSayan RakshitNo ratings yet
- GNG-JNH Pkg-2 RE Project Review DocumentDocument12 pagesGNG-JNH Pkg-2 RE Project Review DocumentAnubhav Hem Kumar JainNo ratings yet
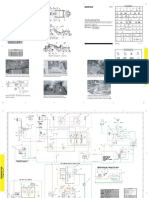
- Esquema Hidráulico Trailla 631GDocument2 pagesEsquema Hidráulico Trailla 631GJose Carlos Annicchiarico BritoNo ratings yet
- NeXT Course - Practical Directional Drilling Problems and SolutionsDocument18 pagesNeXT Course - Practical Directional Drilling Problems and Solutionshikkaru12100% (1)
- SUMMATIVE TEST QUARTER 1 Module 1Document1 pageSUMMATIVE TEST QUARTER 1 Module 1Beth Caluag RallaNo ratings yet
- GP 5500 Fo 01 e - DpmsiDocument49 pagesGP 5500 Fo 01 e - DpmsijoapmeNo ratings yet
- Company Profile Global Sarana PersadaDocument4 pagesCompany Profile Global Sarana PersadaasetiarsoNo ratings yet
- Drawing PDFDocument18 pagesDrawing PDFJeremiah LangoeyNo ratings yet
- SCA Kraftliner-Eng (PDF 700kB)Document3 pagesSCA Kraftliner-Eng (PDF 700kB)José António Cardoso RodriguesNo ratings yet
- Lecture 5 Material Science and EngineeringDocument61 pagesLecture 5 Material Science and EngineeringGuilbert FajardoNo ratings yet
- REYHER Catalogue 2014 en Web KsDocument900 pagesREYHER Catalogue 2014 en Web Ksiliaigi_bgNo ratings yet
- Day Visit 04 (Final)Document7 pagesDay Visit 04 (Final)Jannatul MawaNo ratings yet
- Startup Guidelines For GTGDocument24 pagesStartup Guidelines For GTGnayear100% (1)
- Gold Wire Makes Contact From Bonding Pads On Chip To Package Gold Wire Is Formed Into Ball To Make Contact Uses An Ultrasonic Process & Heat Process Called "Ball Bonding"Document32 pagesGold Wire Makes Contact From Bonding Pads On Chip To Package Gold Wire Is Formed Into Ball To Make Contact Uses An Ultrasonic Process & Heat Process Called "Ball Bonding"apurva guptaNo ratings yet
- Update DES Day Pit 9 Perjam 17Document1 pageUpdate DES Day Pit 9 Perjam 17Iccang DewiNo ratings yet
- THASOS. Service ManualDocument14 pagesTHASOS. Service ManualCosmin MihoreanuNo ratings yet
- DAC-REQ-08: Accreditation Requirements of Inspection Bodies For Pressure EquipmentDocument21 pagesDAC-REQ-08: Accreditation Requirements of Inspection Bodies For Pressure EquipmentMetallurgist007100% (1)
- Chemistry Question PaperDocument12 pagesChemistry Question PaperDaniel Dux MwangiNo ratings yet
- NZS 1664-1-1997 Aluminium Structures Limit State DesignDocument8 pagesNZS 1664-1-1997 Aluminium Structures Limit State Designwey53160% (1)
- PumpsDocument103 pagesPumpsKevin HuangNo ratings yet
- Chapter 2Document5 pagesChapter 2AubreyNo ratings yet