You might also like
- Pig Launcher Fabrication and Installation Activity PlanDocument1 pagePig Launcher Fabrication and Installation Activity PlanbeqsNo ratings yet
- Proc SopDocument90 pagesProc SopJohn Dolan100% (1)
- 6 MM TCDocument1 page6 MM TCpranesh kadamNo ratings yet
- DVS 2207-3Document12 pagesDVS 2207-3gura9054No ratings yet
- Water Soluble Penetrant Test ProcedureDocument7 pagesWater Soluble Penetrant Test ProcedureTahseen Ahmed100% (1)
- Elbow Trimming ProcedureDocument5 pagesElbow Trimming ProcedureMechanical Static WRKNo ratings yet
- Work Method StatementDocument9 pagesWork Method StatementdjvhNo ratings yet
- Renderoc TGDocument2 pagesRenderoc TGMansoor Ali50% (2)
- Technical Proposal Descaling Removal Pulai - A (2013 ASD)Document22 pagesTechnical Proposal Descaling Removal Pulai - A (2013 ASD)hash117No ratings yet
- 26071-100-VSC-EL4-00024 Rev.00A - WMS Cable Tray InstallationDocument89 pages26071-100-VSC-EL4-00024 Rev.00A - WMS Cable Tray InstallationogyriskyNo ratings yet
- Tank Fabrication & ErectionDocument72 pagesTank Fabrication & ErectionPramod GrNo ratings yet
- Vessel Final BoxDocument14 pagesVessel Final Boxmanoj thakkarNo ratings yet
- Fluxi 2000 TZ EN-03 - 18Document4 pagesFluxi 2000 TZ EN-03 - 18Praveen KumarNo ratings yet
- 04 Pneumatic Testing Procedure Shell OKDocument6 pages04 Pneumatic Testing Procedure Shell OKEduardo GarciaNo ratings yet
- Blasting and Painting ProcedureDocument6 pagesBlasting and Painting Procedureanon_994898767No ratings yet
- Technical Manual - 2000 USG Horizontal Lined Acid TankDocument20 pagesTechnical Manual - 2000 USG Horizontal Lined Acid TankGade JyNo ratings yet
- Wps PQR p918908091328904 PDFDocument7 pagesWps PQR p918908091328904 PDF채종언No ratings yet
- 800D SeriesDocument3 pages800D Seriesvkeie0206No ratings yet
- Wartsila India Ltd Boiler Hydro Test ProcedureDocument2 pagesWartsila India Ltd Boiler Hydro Test ProcedureKarthi KeyanNo ratings yet
- Shipping Storage and Preservation GuidelineDocument13 pagesShipping Storage and Preservation GuidelinePaul Gianmarco Melendez VasquezNo ratings yet
- ISO 19840 2004 en PreviewDocument8 pagesISO 19840 2004 en PreviewBalbhim JagdaleNo ratings yet
- WPS Sa 517Document2 pagesWPS Sa 517DHANANNJAI SINGH -No ratings yet
- Nqd-Valve Installation ReportDocument21 pagesNqd-Valve Installation ReportprathameshNo ratings yet
- Conduit Installation GuideDocument10 pagesConduit Installation GuidelaxmandohanNo ratings yet
- Stationary Equipment Procedure (Pack 1)Document5 pagesStationary Equipment Procedure (Pack 1)Farhan SheikhNo ratings yet
- Installation ManualDocument20 pagesInstallation ManualHasan GüleryüzNo ratings yet
- Welding Procedure For PVCDocument4 pagesWelding Procedure For PVCVince Tuyulab0% (1)
- Hydrotest Schematic Diagram Stage-2 (From Valve Station-2 To Valve Station-1)Document1 pageHydrotest Schematic Diagram Stage-2 (From Valve Station-2 To Valve Station-1)mansih457100% (1)
- Field Hydrotest Manual UndergroundDocument8 pagesField Hydrotest Manual UndergroundPhuoc PhuNo ratings yet
- TRAV-L-CUTTER pipe cutting machine manualDocument46 pagesTRAV-L-CUTTER pipe cutting machine manualullwnNo ratings yet
- Er 100 S 1Document1 pageEr 100 S 1Oliver Quezada Inostroza100% (1)
- Storage and HandlingDocument6 pagesStorage and HandlingalagurmNo ratings yet
- 18 Inch 9 5 MM Combo (MFL+CLP+IMU) (Ver Data Sheet Pàg. 8) PDFDocument19 pages18 Inch 9 5 MM Combo (MFL+CLP+IMU) (Ver Data Sheet Pàg. 8) PDFOscar Miguel Fuquen SanabriaNo ratings yet
- HDPE Butt Fusion Weld Inspection and Imaging PDFDocument19 pagesHDPE Butt Fusion Weld Inspection and Imaging PDFelectroscribdNo ratings yet
- Kufranja Dam Project Inspection and Test Plan Structural ConcreteDocument2 pagesKufranja Dam Project Inspection and Test Plan Structural ConcretemohNo ratings yet
- Lowering Pipe SafelyDocument5 pagesLowering Pipe SafelyLarry Ubu100% (1)
- TIMAS-PR-PI-001 - Hot Tapping ProcedureDocument11 pagesTIMAS-PR-PI-001 - Hot Tapping ProcedureMechanical Static WRKNo ratings yet
- Installation Bolt ProcedureDocument18 pagesInstallation Bolt ProcedureSurya Darma100% (1)
- Hottaping FURMANITEDocument85 pagesHottaping FURMANITEAriz Joelee ArthaNo ratings yet
- Wrapping MethodDocument5 pagesWrapping Methodnnuek67% (3)
- Prosedur Penetran TestingDocument11 pagesProsedur Penetran TestingIkhsan DalimuntheNo ratings yet
- Witness Joint ChecklistDocument1 pageWitness Joint ChecklistAustin J AlfredNo ratings yet
- 16 - SGU - RT - ASME - 16 - Radiographic - REV - 00Document53 pages16 - SGU - RT - ASME - 16 - Radiographic - REV - 00pankrasius herbudiNo ratings yet
- Camx 2015 Vaidya UabDocument11 pagesCamx 2015 Vaidya UabJuNeng NigLtdNo ratings yet
- OPERATING & SERVICE MANUAL AZ-1-107-NL SERIES PUMPDocument16 pagesOPERATING & SERVICE MANUAL AZ-1-107-NL SERIES PUMPREZA ASGARINo ratings yet
- 4a Bulk Water Meter Installation in Chamber DrawingPEWSTDAMI004 PDFDocument1 page4a Bulk Water Meter Installation in Chamber DrawingPEWSTDAMI004 PDFabdullah amanullah0% (1)
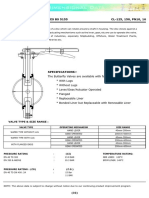
- Butterfly ValveDocument4 pagesButterfly ValveghjtyuNo ratings yet
- QAP For Conical StrainerDocument2 pagesQAP For Conical StrainersatishchidrewarNo ratings yet
- APGA Code of Practice For Upstream PE Gathering Lines in The CSG IndustryDocument174 pagesAPGA Code of Practice For Upstream PE Gathering Lines in The CSG Industrydamian o'connorNo ratings yet
- Invoice Cum Material Issue Voucher: Miv No. CWC No. CWC Date: Sap Material Document No. Posting DateDocument1 pageInvoice Cum Material Issue Voucher: Miv No. CWC No. CWC Date: Sap Material Document No. Posting Datehimanshu kalraNo ratings yet
- Astm 1.05Document3 pagesAstm 1.05asprclms durgapurNo ratings yet
- Pipe Wall ThicknessDocument1 pagePipe Wall ThicknessFurkan Burak MuhammedNo ratings yet
- Katalog Hydraulic Jack Merek SunrunDocument4 pagesKatalog Hydraulic Jack Merek SunrunFebri SartikaNo ratings yet
- Repair Procedure For Super Heater Coil TubesDocument2 pagesRepair Procedure For Super Heater Coil Tubesbehzad mohammadiNo ratings yet
- Electrofusion WeldingDocument3 pagesElectrofusion Weldingmaheshmalaichamy007No ratings yet
- 26071-100-VSC-MAH0-40022 - Method Statement For Installation Conduit & Tray Work - 000Document18 pages26071-100-VSC-MAH0-40022 - Method Statement For Installation Conduit & Tray Work - 000ogyriskyNo ratings yet
- Bolting and Unbolting ProcedureDocument21 pagesBolting and Unbolting ProcedureMark Darrel AranasNo ratings yet
- Ekulama1 Hydrostatic Testing Procedure - Rev 2Document15 pagesEkulama1 Hydrostatic Testing Procedure - Rev 2eke23No ratings yet
- Painting Procedure for Sawangan Desal ProjectDocument8 pagesPainting Procedure for Sawangan Desal ProjectBudi IndraNo ratings yet
- 26071-321-GPP-CP10-00013 - 000 Method Under Elevation BorepileDocument17 pages26071-321-GPP-CP10-00013 - 000 Method Under Elevation Borepileamirhamzah2503No ratings yet
- PECO Series 77V: Installation and Operating Instructions Spartan Purasep Vertical Gas CoalescerDocument5 pagesPECO Series 77V: Installation and Operating Instructions Spartan Purasep Vertical Gas CoalescerMuhammad GaneshaNo ratings yet
- Installation, Operation and Maintenance Manual For Vertical Rotalock™ ClosureDocument14 pagesInstallation, Operation and Maintenance Manual For Vertical Rotalock™ ClosureMuhammad GaneshaNo ratings yet
- ID G BU YY0 PRO GN 00 0019 - CCMS Requirement GuidelineDocument38 pagesID G BU YY0 PRO GN 00 0019 - CCMS Requirement GuidelineMuhammad GaneshaNo ratings yet
- Peco Series NGGC: Peach Dynaceptor Gas Coalescing CartridgesDocument2 pagesPeco Series NGGC: Peach Dynaceptor Gas Coalescing CartridgesMuhammad GaneshaNo ratings yet
- Chromoscan Statement - UpdateDocument1 pageChromoscan Statement - UpdateMuhammad GaneshaNo ratings yet
- Metallographic in Welded Joint 2011Document17 pagesMetallographic in Welded Joint 2011Muhammad GaneshaNo ratings yet
- Pictorial Surface Preparation Standards For Painting Steel Surfaces - MHG PaintsDocument24 pagesPictorial Surface Preparation Standards For Painting Steel Surfaces - MHG PaintsBellana SirishNo ratings yet
- EMEW (Electro Metal Electro Winning) at Pt. FreeportDocument7 pagesEMEW (Electro Metal Electro Winning) at Pt. FreeportinilahadanyaNo ratings yet
- Welding PositionDocument6 pagesWelding Positionenels77No ratings yet
- TQM guide to quality excellenceDocument5 pagesTQM guide to quality excellenceDilip KumarNo ratings yet
- Astm A134Document4 pagesAstm A134Muhammad GaneshaNo ratings yet
- UCT APM M2 U1 - TP Leadership QuestionnaireDocument4 pagesUCT APM M2 U1 - TP Leadership QuestionnaireLincolyn MoyoNo ratings yet
- The Effective of Geothermal Energy in BuDocument8 pagesThe Effective of Geothermal Energy in BuMeziane YkhlefNo ratings yet
- Advances in Cultivation of Commercial Seaweed SpeciesDocument21 pagesAdvances in Cultivation of Commercial Seaweed SpeciesDHEERAJ KUMARNo ratings yet
- Mobilization and Participation: Social-Psychological Expansisons of Resource Mobilization TheoryDocument19 pagesMobilization and Participation: Social-Psychological Expansisons of Resource Mobilization TheoryJoaquim OliveiraNo ratings yet
- Guia Instalacion ENTECDocument15 pagesGuia Instalacion ENTECHislim SaidNo ratings yet
- August Morning WorkDocument20 pagesAugust Morning Workapi-471325484No ratings yet
- Achmad Nurdianto, S.PD: About MeDocument2 pagesAchmad Nurdianto, S.PD: About Medidon knowrezNo ratings yet
- Test Bank For Close Relations An Introduction To The Sociology of Families 4th Canadian Edition McdanielDocument36 pagesTest Bank For Close Relations An Introduction To The Sociology of Families 4th Canadian Edition Mcdanieldakpersist.k6pcw4100% (44)
- Sheet 5 SolvedDocument4 pagesSheet 5 Solvedshimaa eldakhakhnyNo ratings yet
- Manual HandlingDocument14 pagesManual Handlingkacang mete100% (1)
- RallinAneil 2019 CHAPTER2TamingQueer DreadsAndOpenMouthsLiDocument10 pagesRallinAneil 2019 CHAPTER2TamingQueer DreadsAndOpenMouthsLiyulianseguraNo ratings yet
- Guide To Equilibrium DialysisDocument29 pagesGuide To Equilibrium DialysisHaripriya SantoshNo ratings yet
- Expansion Joint PSDocument2 pagesExpansion Joint PSYoga SaputraNo ratings yet
- Ac and DC MeasurementsDocument29 pagesAc and DC MeasurementsRudra ChauhanNo ratings yet
- Efficiently Transfer Stock Between PlantsDocument6 pagesEfficiently Transfer Stock Between PlantsSantosh KumarNo ratings yet
- Skills For A High Performing Civil Service PDFDocument140 pagesSkills For A High Performing Civil Service PDFSam ONiNo ratings yet
- BfgsDocument10 pagesBfgshusseinNo ratings yet
- Bee Unit-IiDocument98 pagesBee Unit-IiHemant Ingale100% (1)
- HoraceDocument8 pagesHoraceapolonius31No ratings yet
- Chapter 5Document31 pagesChapter 5Marvin VinasNo ratings yet
- This Content Downloaded From 3.6.73.78 On Wed, 21 Dec 2022 07:40:53 UTCDocument81 pagesThis Content Downloaded From 3.6.73.78 On Wed, 21 Dec 2022 07:40:53 UTCabcdNo ratings yet
- EXPERIMENT 4B - HOW STRONG IS YOUR CHOCOLATE - Docx - 2014538817Document6 pagesEXPERIMENT 4B - HOW STRONG IS YOUR CHOCOLATE - Docx - 2014538817Shekaina Joy Wansi ManadaoNo ratings yet
- DNV OS-B101 Metallic MaterialsDocument48 pagesDNV OS-B101 Metallic MaterialsBoni Luck100% (1)
- Grade7Research 1st Quarter MeasuringDocument17 pagesGrade7Research 1st Quarter Measuringrojen pielagoNo ratings yet
- Gerunds vs InfinitivesDocument87 pagesGerunds vs InfinitivesDeby NavarroNo ratings yet
- Java Pattern Programming AssignmentsDocument9 pagesJava Pattern Programming Assignmentstamj tamjNo ratings yet
- CV Template DixieDocument3 pagesCV Template DixieDarybelle BusacayNo ratings yet
- TMDI Lesson Plan in Storing and Reconstituting StocksDocument5 pagesTMDI Lesson Plan in Storing and Reconstituting StocksDiane VillNo ratings yet
- Call Log ReportDocument44 pagesCall Log ReportHun JhayNo ratings yet
- Very Basic GSADocument46 pagesVery Basic GSATim ChongNo ratings yet