You might also like
- Method Statement For Derrick Structure00Document3 pagesMethod Statement For Derrick Structure00khaled saeed100% (1)
- Er 100 S 1Document1 pageEr 100 S 1Oliver Quezada Inostroza100% (1)
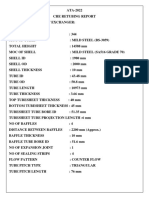
- CHE Retubing ReportDocument29 pagesCHE Retubing ReportRajesh KtrNo ratings yet
- Rockwool Insulation LRB MatressDocument1 pageRockwool Insulation LRB MatressJaveed KhanNo ratings yet
- Header Plug Seal Weld ProcedureDocument3 pagesHeader Plug Seal Weld ProcedureMohd Shafuaaz Kassim100% (1)
- Document Title: Technical Proposal For 6500cbm LNG Storage TankDocument4 pagesDocument Title: Technical Proposal For 6500cbm LNG Storage Tankroni_arsyahNo ratings yet
- Astm A179 PDFDocument1 pageAstm A179 PDFgaminNo ratings yet
- PWHTDocument3 pagesPWHTharishcsharmaNo ratings yet
- WPS for SS to CS WeldingDocument1 pageWPS for SS to CS WeldingLipika GayenNo ratings yet
- PWHT Procedure For Petrol Steel - CoreDocument9 pagesPWHT Procedure For Petrol Steel - CoreSuleyman HaliciogluNo ratings yet
- Welding Procedure Specification: WPS For Overlay and Repair OF Martenzetic SS (GTAW +SMAW)Document1 pageWelding Procedure Specification: WPS For Overlay and Repair OF Martenzetic SS (GTAW +SMAW)Lipika GayenNo ratings yet
- Method Statement For CPFII Pipe Cleaning&Flushing With Air Works Rev1Document9 pagesMethod Statement For CPFII Pipe Cleaning&Flushing With Air Works Rev1Delil OzanNo ratings yet
- Critical Observations During A Shut Down Audit of A PF BoilerDocument9 pagesCritical Observations During A Shut Down Audit of A PF Boilerparthi20065768No ratings yet
- SA 387 Grade 91 Class 2Document4 pagesSA 387 Grade 91 Class 2briang-2No ratings yet
- Laser Cladding Metal BondingDocument4 pagesLaser Cladding Metal Bondingcal2_uniNo ratings yet
- Welding Consumables Handling ProcedureDocument5 pagesWelding Consumables Handling ProcedureRohit SharmaNo ratings yet
- 14.052 Rev. 0 - 9PE122 & 9PE123 - ECOPETROL - Cleaning Supervision, Inspection & Repair PDFDocument11 pages14.052 Rev. 0 - 9PE122 & 9PE123 - ECOPETROL - Cleaning Supervision, Inspection & Repair PDFVladimir Rodriguez LeonNo ratings yet
- WSI Corrosion Control by Weld Overlay (Boilers)Document11 pagesWSI Corrosion Control by Weld Overlay (Boilers)Claudia Mms100% (1)
- Specifications - Economizer Specification - RectangularDocument3 pagesSpecifications - Economizer Specification - RectangularTin Aung KyiNo ratings yet
- Prorox WM 960 Sa PDFDocument1 pageProrox WM 960 Sa PDFr afriantoNo ratings yet
- AES-W-016 welding filler metalsDocument2 pagesAES-W-016 welding filler metalsmalika_00No ratings yet
- Interseal 670HDocument2 pagesInterseal 670Hmadmax_mfpNo ratings yet
- 3LPE Repair ProcedureDocument3 pages3LPE Repair Procedurelhanx2No ratings yet
- Technical & Price Proposal On Line Leak Sealing On Straight Pipe 2 Inchi PDFDocument5 pagesTechnical & Price Proposal On Line Leak Sealing On Straight Pipe 2 Inchi PDFandistwn99No ratings yet
- PWHTDocument103 pagesPWHTChetan B KapadiaNo ratings yet
- Method Statement For Hydro TestDocument3 pagesMethod Statement For Hydro TestSandeep kumar100% (1)
- Flash Report #01: Industry & Facilities DivisionDocument4 pagesFlash Report #01: Industry & Facilities DivisionEduard GadzhievNo ratings yet
- Boiler 52-B-101 PDFDocument5 pagesBoiler 52-B-101 PDFDedy Trianda100% (1)
- Welding Procedure Specification For Storage Tank & Piping SystemDocument3 pagesWelding Procedure Specification For Storage Tank & Piping SystemAhmad MohammadNo ratings yet
- Pig Launcher Fabrication and Installation Activity PlanDocument1 pagePig Launcher Fabrication and Installation Activity PlanbeqsNo ratings yet
- Inspection & Test Plan: Dangote Oil Refinery CompanyDocument7 pagesInspection & Test Plan: Dangote Oil Refinery CompanyGowtham VenkatNo ratings yet
- Post Weld Heat Treatment ProcedureDocument18 pagesPost Weld Heat Treatment Proceduremohd as shahiddin jafriNo ratings yet
- Hydrotest Procedure for WHR CPP BoilersDocument12 pagesHydrotest Procedure for WHR CPP BoilersJOHnNo ratings yet
- Tech SpecDocument16 pagesTech SpecKingston RivingtonNo ratings yet
- Lowering Pipe SafelyDocument5 pagesLowering Pipe SafelyLarry Ubu100% (1)
- Transformer-WPS OfficeDocument19 pagesTransformer-WPS OfficeVinaya kumar BGNo ratings yet
- Header Plug Seal Weld ProcedureDocument2 pagesHeader Plug Seal Weld ProcedureMohd Shafuaaz KassimNo ratings yet
- Team Mentor/ Leader Mr. Manish Gautam, Team Members:-Rakesh Kumar, Uday Gururani, Ankur Agarwal, Arvind, Antony, Sathish, RohitDocument1 pageTeam Mentor/ Leader Mr. Manish Gautam, Team Members:-Rakesh Kumar, Uday Gururani, Ankur Agarwal, Arvind, Antony, Sathish, RohitRakesh KumarNo ratings yet
- Elbow Trimming ProcedureDocument5 pagesElbow Trimming ProcedureMechanical Static WRKNo ratings yet
- GHJDocument26 pagesGHJShahNo ratings yet
- 0610.1 - Shell and Tube Heat ExchangersDocument30 pages0610.1 - Shell and Tube Heat Exchangersvenkatrangan2003No ratings yet
- BPV IX-16-3 QW-283 - ButteringDocument1 pageBPV IX-16-3 QW-283 - ButteringyutweldingNo ratings yet
- Corrective and Preventive Action On High Rejection RateDocument1 pageCorrective and Preventive Action On High Rejection RateRakeshNo ratings yet
- Tubular Heat ExchangerDocument4 pagesTubular Heat Exchangerprashant_dc_inNo ratings yet
- WPS Format For Asme Ix - Wps - Gtaw - OverlayDocument1 pageWPS Format For Asme Ix - Wps - Gtaw - OverlayThe Welding Inspections Community100% (1)
- Material Conversion TableDocument1 pageMaterial Conversion TableravikumarangNo ratings yet
- Inspection and Testing of Piping Systems ES-14-602-02Document44 pagesInspection and Testing of Piping Systems ES-14-602-02Edmund MoraldeNo ratings yet
- WPS Sa 517Document2 pagesWPS Sa 517DHANANNJAI SINGH -No ratings yet
- Method Statement For Titanium PipeworkDocument3 pagesMethod Statement For Titanium Pipeworkprem nautiyalNo ratings yet
- Water Wash Procedure For EconomizerDocument3 pagesWater Wash Procedure For EconomizerRajendra100% (1)
- Cable Trench Installation GuideDocument12 pagesCable Trench Installation Guideecruz_yhwhNo ratings yet
- Sop Panel Coil Tubes Standard Repair ProcedureDocument3 pagesSop Panel Coil Tubes Standard Repair ProcedureMoustafa FaresNo ratings yet
- SOP - Standard Repair Procedure For PipingDocument3 pagesSOP - Standard Repair Procedure For PipingBrahim BahriNo ratings yet
- Bolted Flange and Gasket Joints Assembly ProcedureDocument9 pagesBolted Flange and Gasket Joints Assembly ProceduremohdNo ratings yet
- General Requirements For Welding of PipingDocument8 pagesGeneral Requirements For Welding of PipingMuhammedHafisNo ratings yet
- N.pip - GSP.001 - 3B Piping General SpecificationDocument145 pagesN.pip - GSP.001 - 3B Piping General SpecificationAiskel PazNo ratings yet
- Central Business District CBD EAST - Phase 1 of The New Administrative CapitalDocument20 pagesCentral Business District CBD EAST - Phase 1 of The New Administrative CapitalLi LiuNo ratings yet
- Enbridge Pipeline Repair Workplan Welding PDFDocument23 pagesEnbridge Pipeline Repair Workplan Welding PDFquiron2014No ratings yet
- Mabruk Phase 4 Project: Procedure For Welded Joints of Process and Utility PipeworkDocument38 pagesMabruk Phase 4 Project: Procedure For Welded Joints of Process and Utility PipeworkJabel Oil Services Technical DPTNo ratings yet
- Engineering Procedure: SAEP-310 13 January 2008 Piping and Pipeline Repair Piping Standards Committee MembersDocument39 pagesEngineering Procedure: SAEP-310 13 January 2008 Piping and Pipeline Repair Piping Standards Committee Membersbrecht1980100% (4)
- Tabriz Petrochemical Painting ProcedureDocument14 pagesTabriz Petrochemical Painting Procedurebehzad mohammadiNo ratings yet
- Procedure Qualification Record (P.Q.R) For (For PP - Project)Document1 pageProcedure Qualification Record (P.Q.R) For (For PP - Project)behzad mohammadiNo ratings yet
- Insulation Procedure For PPDocument5 pagesInsulation Procedure For PPbehzad mohammadiNo ratings yet
- روش جوشکاری زيرپودری SAWDocument1 pageروش جوشکاری زيرپودری SAWbehzad mohammadiNo ratings yet
- آشنايی با پشت بند ها و نگه دارنده های مصرفی Consumable InsertsDocument2 pagesآشنايی با پشت بند ها و نگه دارنده های مصرفی Consumable Insertsbehzad mohammadiNo ratings yet
- What Is Hydrogen Cracking or Delayed Cracking or Cold Cracking?Document4 pagesWhat Is Hydrogen Cracking or Delayed Cracking or Cold Cracking?behzad mohammadiNo ratings yet
- Types of Welds: AWS A2.4Document3 pagesTypes of Welds: AWS A2.4behzad mohammadiNo ratings yet
- General Requirements For Alloy and Stainless Steel PipeDocument12 pagesGeneral Requirements For Alloy and Stainless Steel Pipebehzad mohammadiNo ratings yet
- What Is Heat Affected Zone or HAZ in Welding?Document4 pagesWhat Is Heat Affected Zone or HAZ in Welding?behzad mohammadi0% (1)
- DIN 8557 steel grades and mechanical propertiesDocument1 pageDIN 8557 steel grades and mechanical propertiesbehzad mohammadiNo ratings yet
- Steel Structure Completion AcceptanceDocument2 pagesSteel Structure Completion Acceptancebehzad mohammadiNo ratings yet
- Tz.O.R.C R.O. Project: Liquid Penetrant Inspection Quality Control FormDocument2 pagesTz.O.R.C R.O. Project: Liquid Penetrant Inspection Quality Control Formbehzad mohammadiNo ratings yet
- Tz.O.R.C R.O. Project: Document No: Dimension Inspection Contract No.: Quality Control Form Page 1 of 1Document1 pageTz.O.R.C R.O. Project: Document No: Dimension Inspection Contract No.: Quality Control Form Page 1 of 1behzad mohammadiNo ratings yet
- روش جوشکاری با سيم جوش توپودری FCAWDocument2 pagesروش جوشکاری با سيم جوش توپودری FCAWbehzad mohammadiNo ratings yet
- Steel Structure Completion AcceptanceDocument2 pagesSteel Structure Completion Acceptancebehzad mohammadiNo ratings yet
- Tz.O.R.C R.O. Project: Ladder&Handrail PlatformDocument2 pagesTz.O.R.C R.O. Project: Ladder&Handrail Platformbehzad mohammadiNo ratings yet
- WPS Cover SheetDocument1 pageWPS Cover Sheetbehzad mohammadiNo ratings yet
- Steel Structure Fabrication Procedure: Tz.O.R.C R.O. ProjectDocument12 pagesSteel Structure Fabrication Procedure: Tz.O.R.C R.O. Projectbehzad mohammadiNo ratings yet
- Tz.O.R.C R.O. Project: Second and OtherDocument5 pagesTz.O.R.C R.O. Project: Second and Otherbehzad mohammadiNo ratings yet
- Tz.O.R.C R.O. Project: EquipmentDocument1 pageTz.O.R.C R.O. Project: Equipmentbehzad mohammadiNo ratings yet
- Welding Rod Selection 2 PDFDocument1 pageWelding Rod Selection 2 PDFPrior Drake89% (9)
- Coating Requirements For Bolts and Nuts (Amendments/Supplements To Astm B 841)Document12 pagesCoating Requirements For Bolts and Nuts (Amendments/Supplements To Astm B 841)behzad mohammadi100% (1)
- Tz.O.R.C R.O. Project: Assembly NoDocument1 pageTz.O.R.C R.O. Project: Assembly Nobehzad mohammadiNo ratings yet
- Welding Rod Selection 2 PDFDocument1 pageWelding Rod Selection 2 PDFPrior Drake89% (9)