You might also like
- Special Concrete: Dr. Salmia Beddu BN-3-027Document72 pagesSpecial Concrete: Dr. Salmia Beddu BN-3-027Sufian Pian100% (1)
- Final Req. (Foundation Eng'g)Document6 pagesFinal Req. (Foundation Eng'g)ace fist100% (1)
- ASTM E114-10 Standard Practice For Ultrasonic Pulse-Echo Straight-Beam Contact TestingDocument5 pagesASTM E114-10 Standard Practice For Ultrasonic Pulse-Echo Straight-Beam Contact TestingWalter Trajada100% (1)
- Module 3.1 Fluid KinematicsDocument69 pagesModule 3.1 Fluid KinematicsAayush K100% (1)
- Mechanical Properties of Ultra High Performance Concrete (UHPC)Document13 pagesMechanical Properties of Ultra High Performance Concrete (UHPC)Shan RatnayakeNo ratings yet
- 1.1 High-Strength Concrete (HSC) and High-Performance Concrete (HPC) - BackgroundDocument60 pages1.1 High-Strength Concrete (HSC) and High-Performance Concrete (HPC) - BackgroundThilina Udara de SilvaNo ratings yet
- IJCE - A Review On High Performance Concrete - Anoop - K. Jacob - OPaid IasetDocument8 pagesIJCE - A Review On High Performance Concrete - Anoop - K. Jacob - OPaid Iasetiaset123100% (1)
- Experimental Study On Steel Fibre Reinforced Concrete by Partially Replacement of Cement With GGBS and MetakolinDocument44 pagesExperimental Study On Steel Fibre Reinforced Concrete by Partially Replacement of Cement With GGBS and MetakolinB VAMSI KRISHNANo ratings yet
- Construction and Building Materials: Mostafa Jalal, Alireza Pouladkhan, Omid Fasihi Harandi, Davoud JafariDocument15 pagesConstruction and Building Materials: Mostafa Jalal, Alireza Pouladkhan, Omid Fasihi Harandi, Davoud JafariDraganNo ratings yet
- Wille 2015Document11 pagesWille 2015vissakoderu gpNo ratings yet
- Jalal Et Al PDFDocument12 pagesJalal Et Al PDFreginaldovirgilioNo ratings yet
- Concrete Sustainable DevelopmentDocument10 pagesConcrete Sustainable Developmentddm145No ratings yet
- Performance Optimization of Hybrid Fiber Concrete - Felxural - Compullout - High Temp.Document18 pagesPerformance Optimization of Hybrid Fiber Concrete - Felxural - Compullout - High Temp.Prasanth SekarNo ratings yet
- Chapter-2 Literature Review: 2.1 GeneralDocument11 pagesChapter-2 Literature Review: 2.1 GeneralSrikar AvrNo ratings yet
- Good Afternoon: & Welcome To AllDocument21 pagesGood Afternoon: & Welcome To AllGURU PRATAP GUPTA KEC STUDENT (CE)No ratings yet
- Self Compacting Concrete With Ceramic AggregateDocument6 pagesSelf Compacting Concrete With Ceramic AggregateArpit RajputNo ratings yet
- Materials and Design: Adel Gorjinia Khoshkenari, Payam Shafigh, Mahmoud Moghimi, Hilmi Bin MahmudDocument10 pagesMaterials and Design: Adel Gorjinia Khoshkenari, Payam Shafigh, Mahmoud Moghimi, Hilmi Bin MahmudmynameisgunaNo ratings yet
- RPC CompositionDocument10 pagesRPC CompositionMir Masood ShahNo ratings yet
- Experimental Analysis On Ultra High Performance Concerte Using Binary Packing Density Modulus-Thesis-r9Document60 pagesExperimental Analysis On Ultra High Performance Concerte Using Binary Packing Density Modulus-Thesis-r9Gokulnath MahalingamNo ratings yet
- SIFCON-A High Performance Concrete - ExperimentalDocument5 pagesSIFCON-A High Performance Concrete - ExperimentalNedi GeremewNo ratings yet
- 08.flexural Performance of High Volume Fly Ash Reinforced Concrete Beams and SlabsDocument13 pages08.flexural Performance of High Volume Fly Ash Reinforced Concrete Beams and SlabsPennarasiNo ratings yet
- Modeling Slump Flow of Concrete Using Second-Order Regressions and Artificial Neural NetworksDocument7 pagesModeling Slump Flow of Concrete Using Second-Order Regressions and Artificial Neural NetworksLiliana ForzaniNo ratings yet
- Effect of W/C Ratio On Self Compacting Concrete of M70 Grade With Fly Ash and Micro Silica As Filler MaterialDocument76 pagesEffect of W/C Ratio On Self Compacting Concrete of M70 Grade With Fly Ash and Micro Silica As Filler MaterialbenhasidNo ratings yet
- 07 Krisnamurti Rekayasa Vol 8 No 1Document16 pages07 Krisnamurti Rekayasa Vol 8 No 1fikri ramadhanuNo ratings yet
- Experimental Studies On High Strength Concrete by Using Recycled Coarse AggregateDocument10 pagesExperimental Studies On High Strength Concrete by Using Recycled Coarse AggregateinventyNo ratings yet
- 40 - Nano Clay - GeopolymerDocument16 pages40 - Nano Clay - Geopolymerfs friedaNo ratings yet
- Cea18 14825581Document14 pagesCea18 14825581suprakash samantaNo ratings yet
- Performance of Self-Compacting Self Curing Concrete With y Ash and M SandDocument8 pagesPerformance of Self-Compacting Self Curing Concrete With y Ash and M SandNew age politicsNo ratings yet
- High Performance ConcreteDocument15 pagesHigh Performance Concretemanish_shashikantNo ratings yet
- 248 Copyedited 1625 1 10 20210205Document7 pages248 Copyedited 1625 1 10 20210205ashNo ratings yet
- Self Compacting Concrete: J.Vani J.Supriya III/IV B.Tech Students, Koneru Lakshmaiah College of EngineeringDocument10 pagesSelf Compacting Concrete: J.Vani J.Supriya III/IV B.Tech Students, Koneru Lakshmaiah College of Engineeringpremkumar_senguntharNo ratings yet
- 32 Autocompactant 17.04.2011 PDFDocument8 pages32 Autocompactant 17.04.2011 PDFDarius StanciuNo ratings yet
- Concreto Autocompactado Una Tecnologia UtilLUISDANIELDocument27 pagesConcreto Autocompactado Una Tecnologia UtilLUISDANIELLuis Daniel OjedaNo ratings yet
- انكليزي مقالةDocument19 pagesانكليزي مقالةAhmed Al-IraqiNo ratings yet
- Behavior of Hybrid Reinforced Concrete ColumnsDocument11 pagesBehavior of Hybrid Reinforced Concrete ColumnsDeen HalisNo ratings yet
- Literature Review Rice HuskDocument7 pagesLiterature Review Rice Huskaflskeqjr100% (1)
- Materials Today: Proceedings: S. Vinoth, S. Nandhini, K. PavithraDocument7 pagesMaterials Today: Proceedings: S. Vinoth, S. Nandhini, K. PavithraNandeesh SreenivasappaNo ratings yet
- HPC Full ReportDocument40 pagesHPC Full Reportvijay7411No ratings yet
- Development and Applications of Ultra-High PerformDocument9 pagesDevelopment and Applications of Ultra-High PerformPovas AldricNo ratings yet
- Concrete AssignmentDocument24 pagesConcrete AssignmentPushpesh RanjanNo ratings yet
- High Performance Concrete ADDITIONALDocument9 pagesHigh Performance Concrete ADDITIONALmalikNo ratings yet
- 1 s2.0 S221450952030098X MainDocument17 pages1 s2.0 S221450952030098X MainAshamar SankhNo ratings yet
- Quality Control of Reinforced Concrete Structures For DurabilityDocument9 pagesQuality Control of Reinforced Concrete Structures For Durabilitychirag dumaniyaNo ratings yet
- 11.chapter 1Document2 pages11.chapter 1Wai Yann ZawNo ratings yet
- Assignment HPC 1Document9 pagesAssignment HPC 1Mangala Mahanthan JanakiramanNo ratings yet
- Applied Sciences: Reactive Powder Concrete: Durability and ApplicationsDocument12 pagesApplied Sciences: Reactive Powder Concrete: Durability and ApplicationsJagadeesha H SNo ratings yet
- Concrete Mix Design For High Strength Self-Compacting Concrete DINAKAR 2014Document9 pagesConcrete Mix Design For High Strength Self-Compacting Concrete DINAKAR 2014Franco PetruccelliNo ratings yet
- Experimental Study On Shear Behaviour of High Strength Reinforced Recycled Concrete BeamDocument10 pagesExperimental Study On Shear Behaviour of High Strength Reinforced Recycled Concrete BeamAshaari Cha-eNo ratings yet
- Applications and Recommendations of High Performance Fiber Reinforced Cement Composites With Multiple Fine Cracks (HPFRCC) in JapanDocument2 pagesApplications and Recommendations of High Performance Fiber Reinforced Cement Composites With Multiple Fine Cracks (HPFRCC) in Japanali gholiaNo ratings yet
- 10.3934 Matersci.2022002 PDFDocument27 pages10.3934 Matersci.2022002 PDFMr. DAVID TVDNo ratings yet
- Behaviour of Hybrid Fibre Reinforced Concrete Beam Column Joints Under Reverse Cyclic Loads 2014 Materials and DesignDocument8 pagesBehaviour of Hybrid Fibre Reinforced Concrete Beam Column Joints Under Reverse Cyclic Loads 2014 Materials and DesignAlper BuyukkaragozNo ratings yet
- Ultra-High-Performance Fiber-Reinforced Concrete. Part I Developments, Principles, Raw MaterialsDocument16 pagesUltra-High-Performance Fiber-Reinforced Concrete. Part I Developments, Principles, Raw MaterialsShaker QaidiNo ratings yet
- Ri Gao, Li-Qian Zhang, Piet Stroeven: Static Properties of Plain Reactive Powder Concrete Beams, Zhi-Min LiuDocument8 pagesRi Gao, Li-Qian Zhang, Piet Stroeven: Static Properties of Plain Reactive Powder Concrete Beams, Zhi-Min Liupradeep kankeriNo ratings yet
- Design of UHPC Structural Members: Lessons Learned and ASTM Test RequirementsDocument23 pagesDesign of UHPC Structural Members: Lessons Learned and ASTM Test RequirementsDrakeNo ratings yet
- Studying The Production Process and Mechanical Properties of Reactive Powder Concrete: A Hong Kong StudyDocument9 pagesStudying The Production Process and Mechanical Properties of Reactive Powder Concrete: A Hong Kong Studypradeep kankeriNo ratings yet
- Construction and Building Materials: Ardra Mohan, K.M. MiniDocument10 pagesConstruction and Building Materials: Ardra Mohan, K.M. Minishaik chandiniNo ratings yet
- Experimental Investigation On High Performance Concrete Using Silica Fume and SuperplasticizerDocument4 pagesExperimental Investigation On High Performance Concrete Using Silica Fume and SuperplasticizerAlexis LopezNo ratings yet
- HPCin BridgespaperDocument12 pagesHPCin BridgespaperRAJENDRA PRASADNo ratings yet
- Review ArticleDocument24 pagesReview ArticleTech&EngUniversity ITdepartmentNo ratings yet
- Experimental Investigation On High Performance Concrete Using Silica Fume and SuperplasticizerDocument4 pagesExperimental Investigation On High Performance Concrete Using Silica Fume and SuperplasticizerVipul KalyaniNo ratings yet
- Uhpc 2Document10 pagesUhpc 2Guermoud SamahNo ratings yet
- Ijciet 09 08 0211Document19 pagesIjciet 09 08 0211Kamal KumarNo ratings yet
- Elastic, Plastic and Yield Design of Reinforced StructuresFrom EverandElastic, Plastic and Yield Design of Reinforced StructuresNo ratings yet
- Effect of Steel Reinforcement On The Minimum Depth-Span RatioDocument9 pagesEffect of Steel Reinforcement On The Minimum Depth-Span RatioAmin ZuraiqiNo ratings yet
- Drawings 11Document1 pageDrawings 11Amin ZuraiqiNo ratings yet
- Drawings 10Document1 pageDrawings 10Amin ZuraiqiNo ratings yet
- Drawings 9Document1 pageDrawings 9Amin ZuraiqiNo ratings yet
- Drawings 8Document1 pageDrawings 8Amin ZuraiqiNo ratings yet
- Falsework Design For Steel Girder Bridge Based On NDS and AASHTO SpreadsheetDocument6 pagesFalsework Design For Steel Girder Bridge Based On NDS and AASHTO SpreadsheetAmin ZuraiqiNo ratings yet
- Analysis of Statically Indeterminate Structures Clasical Methods Port SaidDocument112 pagesAnalysis of Statically Indeterminate Structures Clasical Methods Port SaidAmin ZuraiqiNo ratings yet
- Speed Trail From ET - BNI Third Line Section in Connection With Third Line ProjectDocument12 pagesSpeed Trail From ET - BNI Third Line Section in Connection With Third Line ProjectAmin ZuraiqiNo ratings yet
- حلب نضال شحادة كتاب أنفاقDocument314 pagesحلب نضال شحادة كتاب أنفاقAmin ZuraiqiNo ratings yet
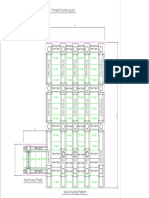
- Precast Concrete LayoutDocument1 pagePrecast Concrete LayoutAmin ZuraiqiNo ratings yet
- 2-Seismic Load, ChecksDocument60 pages2-Seismic Load, ChecksAmin ZuraiqiNo ratings yet
- Precast Beam Detail-1Document1 pagePrecast Beam Detail-1Amin ZuraiqiNo ratings yet
- Drawings 7Document1 pageDrawings 7Amin ZuraiqiNo ratings yet
- Dam & Its Construction (Civil Concepts)Document23 pagesDam & Its Construction (Civil Concepts)Amin ZuraiqiNo ratings yet
- Pile Muff Detail-1Document1 pagePile Muff Detail-1Amin ZuraiqiNo ratings yet
- Building For Well BeingDocument4 pagesBuilding For Well BeingAmin ZuraiqiNo ratings yet
- Six SigmaDocument41 pagesSix SigmaAmin ZuraiqiNo ratings yet
- Designing A Slab On GradeDocument4 pagesDesigning A Slab On GradeAmin ZuraiqiNo ratings yet
- Precast Slab DetailDocument1 pagePrecast Slab DetailAmin ZuraiqiNo ratings yet
- Funding StudyDocument106 pagesFunding StudyAmin Zuraiqi100% (1)
- Architectural 89Document1 pageArchitectural 89Amin ZuraiqiNo ratings yet
- Learning From Green Building 1Document3 pagesLearning From Green Building 1Amin ZuraiqiNo ratings yet
- Tilt Up Construction GuideDocument24 pagesTilt Up Construction GuideAmin ZuraiqiNo ratings yet
- Problem Solving SkillsDocument41 pagesProblem Solving SkillsAmin ZuraiqiNo ratings yet
- 10 TIPS TO SUCCESSFUL HOT WEATHER CONCRETING - Barton SupplyDocument3 pages10 TIPS TO SUCCESSFUL HOT WEATHER CONCRETING - Barton SupplyAmin ZuraiqiNo ratings yet
- Hashem CVDocument1 pageHashem CVAmin ZuraiqiNo ratings yet
- Thermal Power StationDocument35 pagesThermal Power StationAmin ZuraiqiNo ratings yet
- Architectural 80Document1 pageArchitectural 80Amin ZuraiqiNo ratings yet
- PROJECT-22-0306 -S الصرح التذكاري لمئوية تأسيس الدولة والحديقةDocument11 pagesPROJECT-22-0306 -S الصرح التذكاري لمئوية تأسيس الدولة والحديقةAmin ZuraiqiNo ratings yet
- Architectural 81Document1 pageArchitectural 81Amin ZuraiqiNo ratings yet
- Capacitores Cornell DubilierDocument10 pagesCapacitores Cornell DubilierkeisinhoNo ratings yet
- Me 262 Lecture 8Document25 pagesMe 262 Lecture 8toaniltiwariNo ratings yet
- Set of Problems in Quantum MechanicsDocument4 pagesSet of Problems in Quantum MechanicsAishwarya MauryaNo ratings yet
- Liquid Crystalline Polymers PDFDocument19 pagesLiquid Crystalline Polymers PDFdevilturn7067% (3)
- Olympic CabeDocument8 pagesOlympic CabeMuhammad darwisNo ratings yet
- The Science Behind Bubbles Compound Interest Style PosterDocument1 pageThe Science Behind Bubbles Compound Interest Style PosterJonathan WheeltonNo ratings yet
- s0920 4105 2803 2900107 4 PDFDocument9 pagess0920 4105 2803 2900107 4 PDFSrinivas JangiliNo ratings yet
- DWTT Reduce ThicknessDocument1 pageDWTT Reduce ThicknessAnonymous B7pghhNo ratings yet
- Offshore Codes DNV-OS-C201 - Structural Design of Offshore Units (WSD Method) PDFDocument88 pagesOffshore Codes DNV-OS-C201 - Structural Design of Offshore Units (WSD Method) PDFViswanathan NaraNo ratings yet
- Synthesis of Caco3 Nanoparticles by Mechanochemical ProcessingDocument7 pagesSynthesis of Caco3 Nanoparticles by Mechanochemical ProcessingKaren JohannaNo ratings yet
- Ancra 1500 Lbs 425 Ksi 430ksi 52100 AllowableDocument10 pagesAncra 1500 Lbs 425 Ksi 430ksi 52100 Allowableanhntran4850No ratings yet
- Dimensionless Analysis of Swelling of Hydrophilic Glassy Polymers With Subsequent Drug Release From Relaxing StructuresDocument12 pagesDimensionless Analysis of Swelling of Hydrophilic Glassy Polymers With Subsequent Drug Release From Relaxing StructuresfarzadsadeghzadNo ratings yet
- PHY 150 Lab Report 1Document12 pagesPHY 150 Lab Report 1Nurul Adira FaziraNo ratings yet
- Research of Thread Rolling On Difficult-To-cut MatDocument5 pagesResearch of Thread Rolling On Difficult-To-cut MatSuhel suhel khanNo ratings yet
- Schedule For Theory Examination (Even Sem.) - 2011-2012 B.Tech., First Year-Ii SemesterDocument66 pagesSchedule For Theory Examination (Even Sem.) - 2011-2012 B.Tech., First Year-Ii SemesterSheetal P. ManiNo ratings yet
- WEB_nrivas_ICGTMW2023_Comparing+HSS+and+NorSand+constitutive+models+for+modeling+flow+liquefaction+in+tailing+dams20231026141224439_unlockedDocument11 pagesWEB_nrivas_ICGTMW2023_Comparing+HSS+and+NorSand+constitutive+models+for+modeling+flow+liquefaction+in+tailing+dams20231026141224439_unlocked万少震No ratings yet
- Biot-Savart Law and Its ApplicationsDocument19 pagesBiot-Savart Law and Its Applicationsdineshsilambam2305No ratings yet
- Mathematical Modeling of Disc Brake Friction Lining Heat and WearDocument6 pagesMathematical Modeling of Disc Brake Friction Lining Heat and WearHemanth KrishnaNo ratings yet
- RumusDocument15 pagesRumusWilly SastraleksanaNo ratings yet
- Hardness Testing Power Point TrainingDocument33 pagesHardness Testing Power Point Trainingamol1321No ratings yet
- Modules 1 and 2Document58 pagesModules 1 and 2Glory UsoroNo ratings yet
- Ahss V5.0Document18 pagesAhss V5.0spocajtNo ratings yet
- Carbon-Based Nanosensor Technology: Christine Kranz EditorDocument312 pagesCarbon-Based Nanosensor Technology: Christine Kranz EditorAlireza BagherpourNo ratings yet
- Compare Turbulence Models For CFD ApplicationsDocument11 pagesCompare Turbulence Models For CFD ApplicationsgrkguptaNo ratings yet
- Soal-Jawab Tentang FluidaDocument48 pagesSoal-Jawab Tentang FluidaABie FryaNo ratings yet
- Aleación de AluminioDocument10 pagesAleación de AluminioThomas HobbNo ratings yet
- Journal TemplateDocument4 pagesJournal TemplateGrish PurbeyNo ratings yet