You might also like
- Anglo–American Microelectronics Data 1968–69: Manufacturers A–PFrom EverandAnglo–American Microelectronics Data 1968–69: Manufacturers A–PNo ratings yet
- New Holland CR Mav - 100 Complete Chopper Installation GuideDocument25 pagesNew Holland CR Mav - 100 Complete Chopper Installation Guidealaynnastaabx786No ratings yet
- FRAME RIVETS REPLACEMENT WITH BOLTS SERVICE TIPS - Article No. 97-4-7Document2 pagesFRAME RIVETS REPLACEMENT WITH BOLTS SERVICE TIPS - Article No. 97-4-7FlogamagNo ratings yet
- Part C-ToolingDocument142 pagesPart C-ToolingSayed qasimNo ratings yet
- Grinder Comm StraightDocument5 pagesGrinder Comm StraightRodolfo ArenasNo ratings yet
- DisassemblyDocument8 pagesDisassemblyEdson CRNo ratings yet
- Reinforcing Detailing of R.C.C MembersDocument47 pagesReinforcing Detailing of R.C.C Membersmanumeet100% (2)
- Wet ScrapperDocument1 pageWet Scrapperprashant mishraNo ratings yet
- Transmission - MountingDocument4 pagesTransmission - MountingLUIS FERNANDO JOAQUINNo ratings yet
- Kinpin Hollan Type 65.2Document2 pagesKinpin Hollan Type 65.2download02No ratings yet
- Grundfos InstructionDocument22 pagesGrundfos InstructionSajeev NerurkarNo ratings yet
- Transmission - Mounting (Models Without Powershift)Document4 pagesTransmission - Mounting (Models Without Powershift)JESUSNo ratings yet
- Reyco PDFDocument44 pagesReyco PDFJavier Yandun100% (1)
- Reinforcing Detailing of R.C.C MembersDocument47 pagesReinforcing Detailing of R.C.C MembersAmey ShettiNo ratings yet
- HLK-31000 Manual (Rev 0)Document6 pagesHLK-31000 Manual (Rev 0)Thanh NghiemNo ratings yet
- Verado 200-275 Workshop-2Document90 pagesVerado 200-275 Workshop-2Servicios Luna LSNo ratings yet
- Ancon MBT Couplers International Version PDFDocument14 pagesAncon MBT Couplers International Version PDFAhmadHamdyNo ratings yet
- PEBJ0011 Cutter Bit Reference Guide Puntas Cat Micro FresadoDocument20 pagesPEBJ0011 Cutter Bit Reference Guide Puntas Cat Micro FresadoHECTOR ESCALLONNo ratings yet
- Parts List: Ultraa-K Utknt 40KDocument8 pagesParts List: Ultraa-K Utknt 40KKenny CreechNo ratings yet
- DownloadDocument47 pagesDownloadGajanVashishth100% (1)
- Ruskin CD40-1106 DamperDocument2 pagesRuskin CD40-1106 DamperYralba PalaNo ratings yet
- Data Sheet: Available Mounting ConfigurationsDocument2 pagesData Sheet: Available Mounting Configurationsgil1187No ratings yet
- الخطأ والصواب في تسليح العناصر الانشائيهDocument47 pagesالخطأ والصواب في تسليح العناصر الانشائيهSwift WardNo ratings yet
- الخطأ والصواب في تسليح العناصر الانشائيهDocument47 pagesالخطأ والصواب في تسليح العناصر الانشائيهBen ÂmarNo ratings yet
- Installation Kit Part No 1250MD-4Document1 pageInstallation Kit Part No 1250MD-4Roberto Torres ArancibiaNo ratings yet
- Getriebebau NORD: 6HUYR'ULYHDGDSWHU7/SH6 (36 (Document4 pagesGetriebebau NORD: 6HUYR'ULYHDGDSWHU7/SH6 (36 (olivier.bigouretNo ratings yet
- KingPinXL KP1015 02Document2 pagesKingPinXL KP1015 02Mota Guine InformaçõesNo ratings yet
- ER Spring Collet Chuck System: Mounting Instructions For ER Collets DIN 6499-A and DIN 6499-BDocument10 pagesER Spring Collet Chuck System: Mounting Instructions For ER Collets DIN 6499-A and DIN 6499-BdavicocasteNo ratings yet
- Water Pump System, 4-390 Engine, 4t-390 EngineDocument2 pagesWater Pump System, 4-390 Engine, 4t-390 EngineNeftali FuentesNo ratings yet
- Grundfosliterature - CRI Ensambles 1 A 5Document17 pagesGrundfosliterature - CRI Ensambles 1 A 5Rudo RockNo ratings yet
- Part# 86610Document4 pagesPart# 866104wkhkxby8sNo ratings yet
- Wedge SoketDocument1 pageWedge SoketOscar Ortiz VazquezNo ratings yet
- 2" and 3 " King Pins: JOST King Pin DesignsDocument2 pages2" and 3 " King Pins: JOST King Pin Designsramsi17No ratings yet
- Reinforcing Detailing of R.C.C Members - K.kaviTHADocument47 pagesReinforcing Detailing of R.C.C Members - K.kaviTHAGurupriyaNo ratings yet
- Rear Sway Bar Installation InstructionsDocument4 pagesRear Sway Bar Installation InstructionsRaduNo ratings yet
- Stiga Mower DecksDocument48 pagesStiga Mower DecksPeter JenkinsNo ratings yet
- QuotationDocument9 pagesQuotationapi-3841821No ratings yet
- Reinforcement DetailingDocument47 pagesReinforcement DetailingMuhammad Saqib Abrar94% (16)
- Mod 102+ Guitar Amp Kit (K-Mod102+) : Use These Instructions To LearnDocument18 pagesMod 102+ Guitar Amp Kit (K-Mod102+) : Use These Instructions To LearnAttarNo ratings yet
- Hydrema 912C Rep - Man GBDocument174 pagesHydrema 912C Rep - Man GBjanezNo ratings yet
- Anchor Bolts: Requirement Provision TMS 402 RefDocument15 pagesAnchor Bolts: Requirement Provision TMS 402 RefshaimenneNo ratings yet
- STPE600 - Dadi A ProiezioneDocument17 pagesSTPE600 - Dadi A ProiezioneLucaNo ratings yet
- How to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheFrom EverandHow to Run a Lathe - Volume I (Edition 43) The Care and Operation of a Screw-Cutting LatheRating: 4.5 out of 5 stars4.5/5 (2)
- Modelling a Tiger I s.Pz.Abt.507, East Prussia, November 1944: In I/35 scaleFrom EverandModelling a Tiger I s.Pz.Abt.507, East Prussia, November 1944: In I/35 scaleNo ratings yet
- High-Performance GM LS-Series Cylinder Head GuideFrom EverandHigh-Performance GM LS-Series Cylinder Head GuideRating: 4.5 out of 5 stars4.5/5 (2)
- Plymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceFrom EverandPlymouth and Chrysler-built cars Complete Owner's Handbook of Repair and MaintenanceNo ratings yet
- Cylindrical Compression Helix Springs For Suspension SystemsFrom EverandCylindrical Compression Helix Springs For Suspension SystemsNo ratings yet
- Drilling Fluids Processing HandbookFrom EverandDrilling Fluids Processing HandbookRating: 4.5 out of 5 stars4.5/5 (4)
- Classic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersFrom EverandClassic Handplanes and Joinery: Essential Tips and Techniques for WoodworkersRating: 3.5 out of 5 stars3.5/5 (2)
- Engineering Drawing from the Beginning: The Commonwealth and International Library: Mechanical Engineering DivisionFrom EverandEngineering Drawing from the Beginning: The Commonwealth and International Library: Mechanical Engineering DivisionRating: 4.5 out of 5 stars4.5/5 (3)
- Bearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsFrom EverandBearings And Bearing Metals: A Treatise Dealing with Various Types of Plain Bearings, the Compositions and Properties of Bearing Metals, Methods of Insuring Proper Lubrication, and Important Factors Governing the Design of Plain BearingsRating: 4 out of 5 stars4/5 (1)
- Rock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesFrom EverandRock Blasting: A Practical Treatise on the Means Employed in Blasting Rocks for Industrial PurposesNo ratings yet
- 630 Flex Cutting Platform - 630 Flex Cutting Platform: Features & SpecsDocument2 pages630 Flex Cutting Platform - 630 Flex Cutting Platform: Features & Specsalaynnastaabx786No ratings yet
- USGC Harvest Report 14 15 FinalDocument58 pagesUSGC Harvest Report 14 15 Finalalaynnastaabx786No ratings yet
- 603-1037-1-PB (Combine Harvesters - State-Of-Theart and Further Developments For The Improvement of Machine Settings)Document3 pages603-1037-1-PB (Combine Harvesters - State-Of-Theart and Further Developments For The Improvement of Machine Settings)alaynnastaabx786No ratings yet
- Grain Harvesting To Minimize Losses and Maximize ProfitDocument40 pagesGrain Harvesting To Minimize Losses and Maximize Profitalaynnastaabx786No ratings yet
- Jan Feb Ae50 WebDocument32 pagesJan Feb Ae50 Webalaynnastaabx786No ratings yet
- Jan Feb Ae50 WebDocument32 pagesJan Feb Ae50 Webalaynnastaabx786No ratings yet
- Powerbloc50ang 21530Document1 pagePowerbloc50ang 21530alaynnastaabx786No ratings yet
- Acs73 15Document7 pagesAcs73 15alaynnastaabx786No ratings yet
- 1026 1882 1 PBDocument2 pages1026 1882 1 PBalaynnastaabx786No ratings yet
- f19 CatalogDocument396 pagesf19 Catalogalaynnastaabx786No ratings yet
- Air Foil Sieve For 8010 - Small Grain CropsDocument11 pagesAir Foil Sieve For 8010 - Small Grain Cropsalaynnastaabx786No ratings yet
- HP-NH CR With Factory Extensions InstructionsDocument12 pagesHP-NH CR With Factory Extensions Instructionsalaynnastaabx786No ratings yet
- 02 Benes LDocument5 pages02 Benes Lalaynnastaabx786No ratings yet
- Fall 2018 PDF CatalogDocument376 pagesFall 2018 PDF Catalogalaynnastaabx786No ratings yet
- 3200 PartsDocument100 pages3200 Partsalaynnastaabx786No ratings yet
- Parts List Index: Row UnitDocument115 pagesParts List Index: Row UnitAlexey petrovichNo ratings yet
- Man 01018 CVS RSD RVS Ops Man N AmericaDocument116 pagesMan 01018 CVS RSD RVS Ops Man N Americaalaynnastaabx786No ratings yet
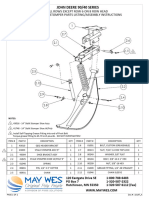
- JD 90 - 40 All Rows Except 3 - 6 On 8 RowDocument4 pagesJD 90 - 40 All Rows Except 3 - 6 On 8 Rowalaynnastaabx786No ratings yet
- Cosechadora CAse IH 7700Document20 pagesCosechadora CAse IH 7700Edwin Melendez100% (1)
- Combine Grain Tank Extension: Case Ih SeriesDocument12 pagesCombine Grain Tank Extension: Case Ih Seriesalaynnastaabx786No ratings yet
- HP-NH CR With Big Top OFE InstructionsDocument14 pagesHP-NH CR With Big Top OFE Instructionsalaynnastaabx786No ratings yet
- Calmer Catalog 2016 WEBDocument21 pagesCalmer Catalog 2016 WEBalaynnastaabx786No ratings yet
- Horst Header Carrier..Document22 pagesHorst Header Carrier..alaynnastaabx786No ratings yet
- CORNSTARDocument6 pagesCORNSTARalaynnastaabx786No ratings yet
- OXBO2460Document2 pagesOXBO2460alaynnastaabx786No ratings yet
- Test-Report OptiMaxx Profi-International Harvest-2020Document5 pagesTest-Report OptiMaxx Profi-International Harvest-2020alaynnastaabx786No ratings yet
- Sugar Cane Harvester 3520 BrochureDocument16 pagesSugar Cane Harvester 3520 Brochurealaynnastaabx786No ratings yet
- Headertrailers AGCO EngDocument16 pagesHeadertrailers AGCO Engalaynnastaabx786No ratings yet
- 35 Series BrochureDocument2 pages35 Series Brochurealaynnastaabx786No ratings yet
- Multi-Crop HarvesterDocument6 pagesMulti-Crop Harvesteralaynnastaabx786No ratings yet
- Module 5 Utilitarianism Part IDocument30 pagesModule 5 Utilitarianism Part IDenver Acenas100% (1)
- IHS Markit - The Global Ultrasound MarketDocument2 pagesIHS Markit - The Global Ultrasound MarketwwtqfgtpNo ratings yet
- Jeppesen 021 - 03 - PowerplantDocument274 pagesJeppesen 021 - 03 - PowerplantSadcat97% (29)
- Stuart Hall - Who Dares, FailsDocument3 pagesStuart Hall - Who Dares, FailsdNo ratings yet
- Political Discourse A Critical Discourse Discourse A Critical Discourse AnalysisDocument13 pagesPolitical Discourse A Critical Discourse Discourse A Critical Discourse AnalysisJennina MazoNo ratings yet
- 2020 Book ThePalgraveHandbookOfGlobalSocDocument1,039 pages2020 Book ThePalgraveHandbookOfGlobalSocYoussef AmzilNo ratings yet
- Prosperity Power Signature PDFDocument31 pagesProsperity Power Signature PDFOscar NygrenNo ratings yet
- Add Math Project 2012 SabahDocument32 pagesAdd Math Project 2012 SabahIrsyadNo ratings yet
- BEE MCQ Unit IVDocument16 pagesBEE MCQ Unit IVUmesh PatilNo ratings yet
- Graphic OrganizerDocument2 pagesGraphic OrganizerLex TalionesNo ratings yet
- Inside The Social Network's (Datacenter) NetworkDocument49 pagesInside The Social Network's (Datacenter) NetworkVamsi Krishna PatchamatlaNo ratings yet
- Assignment 5 - PersonalityDocument1 pageAssignment 5 - PersonalityLavesh SethiaNo ratings yet
- Chap 3Document40 pagesChap 3eshbliNo ratings yet
- Chap1 Organizational Behavior 2020Document52 pagesChap1 Organizational Behavior 2020DarshanNo ratings yet
- Ppt-Nav1 - PrelimDocument174 pagesPpt-Nav1 - PrelimKayle Christian TaroyNo ratings yet
- Introduction To Operations Research 11E Ise 11Th Ise Edition Frederick S Hillier Full ChapterDocument67 pagesIntroduction To Operations Research 11E Ise 11Th Ise Edition Frederick S Hillier Full Chapterrobin.mccomb793No ratings yet
- Max-E2/841™ Family Nema Premium Efficiency: Type Aehh8B, Aehh8Bcf, Aeuh8BdcDocument1 pageMax-E2/841™ Family Nema Premium Efficiency: Type Aehh8B, Aehh8Bcf, Aeuh8BdcAnibal QuezadaNo ratings yet
- To FrameDocument5 pagesTo FrameMuhaimin RohizanNo ratings yet
- Scheme and Syllabus FOR M. Tech. Degree Programme IN Civil Engineering With SpecializationDocument60 pagesScheme and Syllabus FOR M. Tech. Degree Programme IN Civil Engineering With SpecializationAdila AbdullakunjuNo ratings yet
- Thesis Correction RanjitDocument3 pagesThesis Correction Ranjitranjit makajuNo ratings yet
- Crafting The Service Environment: Text Book Chapter 10Document25 pagesCrafting The Service Environment: Text Book Chapter 10Sneha DussaramNo ratings yet
- AutoDocument5 pagesAutohem1980No ratings yet
- tf00001054 WacDocument22 pagestf00001054 WacHritik RawatNo ratings yet
- Standard Operating Procedure For Clinical Biochemistry: R. K. Life Services Private LimitedDocument7 pagesStandard Operating Procedure For Clinical Biochemistry: R. K. Life Services Private LimitedAniruddha ChatterjeeNo ratings yet
- 015 Sami ZubaidaDocument2 pages015 Sami ZubaidaJuan Manuel CarriónNo ratings yet
- Development Operations: Presented by Ms. Caranay & Mr. EstradaDocument12 pagesDevelopment Operations: Presented by Ms. Caranay & Mr. Estradaangelo perezNo ratings yet
- Expressive Vocabulary Test - Record Form & ManualDocument7 pagesExpressive Vocabulary Test - Record Form & ManualKHALIDOO6No ratings yet
- Apex CheatsheetDocument4 pagesApex CheatsheetAmit GangwarNo ratings yet
- Jmu Honors Thesis ProposalDocument4 pagesJmu Honors Thesis Proposalwbrgaygld100% (2)
- Industrial Mechanical Vapour Recompression 1Document2 pagesIndustrial Mechanical Vapour Recompression 1Gaurav UpaNo ratings yet