You might also like
- Immortality of Eating MeatDocument7 pagesImmortality of Eating MeatSumit KapoorNo ratings yet
- Milton Erickson - THE CONFUSION TECHNIQUE PDFDocument10 pagesMilton Erickson - THE CONFUSION TECHNIQUE PDFhitchhiker25100% (1)
- JSA. Confined Space EntryDocument3 pagesJSA. Confined Space EntrySwaroop Cherry67% (3)
- p15 Dost Bosch Fie Bsiv DTC Codes Trouble Shooting GuidelinesDocument18 pagesp15 Dost Bosch Fie Bsiv DTC Codes Trouble Shooting GuidelinesDinesh MaliNo ratings yet
- JSA For MV SWGR. ReplacementDocument5 pagesJSA For MV SWGR. ReplacementSharjeel AhmedNo ratings yet
- Trouble Shooting Electronic System PC200-10MODocument136 pagesTrouble Shooting Electronic System PC200-10MONaughty Vong100% (1)
- QBOX Service ShortDocument35 pagesQBOX Service ShortHyacinthe KOSSINo ratings yet
- Of 914Document29 pagesOf 914christianvilcaNo ratings yet
- MCC and Panels Maintenance ProcedureDocument15 pagesMCC and Panels Maintenance ProcedureEldhose PaulNo ratings yet
- 30 JHA On Calibration and Testing of Electrical RelaysDocument3 pages30 JHA On Calibration and Testing of Electrical RelaysUMA AKANDU UCHE100% (2)
- 1 - Coating Solutions For Centrifugal Compressor Fouling (LR)Document4 pages1 - Coating Solutions For Centrifugal Compressor Fouling (LR)Mokhammad Fahmi Izdiharrudin100% (1)
- JSA - Batching Plant OperationDocument3 pagesJSA - Batching Plant OperationNisith SahooNo ratings yet
- GSM Network SDCCH Congestion & Solutions-16Document15 pagesGSM Network SDCCH Congestion & Solutions-16abdullaaNo ratings yet
- NutritionDocument109 pagesNutritionjay_eshwaNo ratings yet
- Fundamentals of Automation and Remote Control: International Series of Monographs in Automation and Automatic ControlFrom EverandFundamentals of Automation and Remote Control: International Series of Monographs in Automation and Automatic ControlRating: 5 out of 5 stars5/5 (1)
- Proposal HR OutsourcingDocument7 pagesProposal HR Outsourcingraqi14850% (6)
- SK KK-Survey and DatabaseDocument8 pagesSK KK-Survey and DatabaseMaria ImmaNo ratings yet
- Error Code Tyt 8fd-G-15Document549 pagesError Code Tyt 8fd-G-15aleksandar.stamenkovskiNo ratings yet
- Hepatic Encephalopathy Is by DR Gireesh Kumar K PDocument16 pagesHepatic Encephalopathy Is by DR Gireesh Kumar K PAETCM Emergency medicineNo ratings yet
- Naufal Hafizh - Personal Statement For University of WarwickDocument2 pagesNaufal Hafizh - Personal Statement For University of WarwickNaufalNo ratings yet
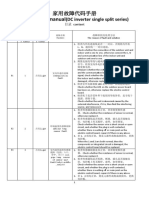
- Failure Code Manual: (DC Inverter Single Split Series)Document5 pagesFailure Code Manual: (DC Inverter Single Split Series)cristian osornoNo ratings yet
- 6.3 The Malfunction Oindoor and Outdoor Unit 1 The Common Malfunction Code Analysis and Solutions!Document4 pages6.3 The Malfunction Oindoor and Outdoor Unit 1 The Common Malfunction Code Analysis and Solutions!puc eoodNo ratings yet
- Testing A Class I Appliance: Experts in What We DoDocument2 pagesTesting A Class I Appliance: Experts in What We DoKieran RichardsNo ratings yet
- B. Appendix B: Motor Control Troubleshooting GuideDocument6 pagesB. Appendix B: Motor Control Troubleshooting GuidebrunoNo ratings yet
- Avr Trouble ShootingDocument2 pagesAvr Trouble ShootingJAYKUMAR SINGHNo ratings yet
- Manual de Servicio Camara de Video Samsumg Rafa JuzgadosDocument144 pagesManual de Servicio Camara de Video Samsumg Rafa Juzgadosjesus ortunoNo ratings yet
- 63A Series Transfer Switch User ManualDocument1 page63A Series Transfer Switch User ManualOgie SeptiawanNo ratings yet
- vt-2 Ins Obs v10 GBDocument1 pagevt-2 Ins Obs v10 GBplennyNo ratings yet
- Service Manual M1913NDocument22 pagesService Manual M1913NMICRO MAX TELECOMUNICACIONESNo ratings yet
- KSG 5K DM3 Installation Manual PDFDocument2 pagesKSG 5K DM3 Installation Manual PDFMIchelle SmithNo ratings yet
- Swing Gate Opener: Assembling and Operating ManualDocument10 pagesSwing Gate Opener: Assembling and Operating ManualПеђа БекићNo ratings yet
- Monitor 17 - Samsung ChuoDocument95 pagesMonitor 17 - Samsung ChuoJose0% (1)
- Set Up: Suction Machine Operating InstructionsDocument3 pagesSet Up: Suction Machine Operating InstructionsNanang YlNo ratings yet
- Op Apfc347-108-230v Op511-V02 SeriesDocument5 pagesOp Apfc347-108-230v Op511-V02 SeriesYarham SuaibNo ratings yet
- EN-RAC-04 - Power Substation MaintenanceDocument30 pagesEN-RAC-04 - Power Substation Maintenancemd_khudNo ratings yet
- daewoo+DHC-2300K DVDDocument79 pagesdaewoo+DHC-2300K DVDRomer AlfonsoNo ratings yet
- Quick Start Quick Start Optimass 1400 Twin, Straight Tube Mass FL OwmeterDocument4 pagesQuick Start Quick Start Optimass 1400 Twin, Straight Tube Mass FL OwmeterarNo ratings yet
- Voltage Measurement Safety Information: For Service Technician'S Use OnlyDocument20 pagesVoltage Measurement Safety Information: For Service Technician'S Use Onlyjrem.ypNo ratings yet
- Samsung+CS29B850F18XSV+ +KSDB P CB1M RDocument63 pagesSamsung+CS29B850F18XSV+ +KSDB P CB1M Rjose4445100% (1)
- Samsung 151s (GH15LS)Document25 pagesSamsung 151s (GH15LS)aaaaannnnn100% (2)
- Apw3 en 221214 190637 PDFDocument5 pagesApw3 en 221214 190637 PDFIndanet TelecomNo ratings yet
- For Service Technician'S Use Only: Voltage Measurement Safety InformationDocument48 pagesFor Service Technician'S Use Only: Voltage Measurement Safety Informationjorge castilloNo ratings yet
- G 2711 NDocument23 pagesG 2711 NValerică HizanuNo ratings yet
- Service: ManualDocument23 pagesService: ManualJohnNo ratings yet
- Medium-Voltage Circuit Breaker Maintenance: Special FeatureDocument2 pagesMedium-Voltage Circuit Breaker Maintenance: Special FeatureSing Yew LamNo ratings yet
- Colour Television: Service ManualDocument36 pagesColour Television: Service Manualmohamed tawfikNo ratings yet
- Grounding Equipment: Catalog 3000 March 2020Document32 pagesGrounding Equipment: Catalog 3000 March 2020destro57No ratings yet
- Relative Volatility& Equlibrium DataDocument4 pagesRelative Volatility& Equlibrium DataAqib Amir HansuwNo ratings yet
- SyncMaster 150TDocument41 pagesSyncMaster 150TSilviu AnghelacheNo ratings yet
- Service: ManualDocument58 pagesService: ManualCaptain444No ratings yet
- Scope of Work For MaintenanceDocument4 pagesScope of Work For Maintenancepirates kingNo ratings yet
- Fluke Electrical Testing Safety (3392477 6003 ENG C W)Document4 pagesFluke Electrical Testing Safety (3392477 6003 ENG C W)jmarrero488307No ratings yet
- 7565-Mom200-600 UgDocument20 pages7565-Mom200-600 Ugm khNo ratings yet
- GFCI Receptacle Tester Instructions CraftsmanDocument1 pageGFCI Receptacle Tester Instructions Craftsmanvomofe1666No ratings yet
- Samsung+CL21Z50MQ3XXAO+Chassis K16C (N) ValiantDocument77 pagesSamsung+CL21Z50MQ3XXAO+Chassis K16C (N) ValiantBLENO TECLASNo ratings yet
- Samsung-700ift 900ift 750p Pg17hsDocument100 pagesSamsung-700ift 900ift 750p Pg17hstongshadowNo ratings yet
- Samsung Max-870-880 PDFDocument74 pagesSamsung Max-870-880 PDFJuan FonsecaNo ratings yet
- TV Panasonic Th42px80u PDFDocument118 pagesTV Panasonic Th42px80u PDFJulioCesarMartinezNo ratings yet
- Samsung MW1150WA - SMDocument23 pagesSamsung MW1150WA - SMEdwin CastilloNo ratings yet
- Samsung Ws32z30hp Ws32z40ht Cw29z308t s63bDocument148 pagesSamsung Ws32z30hp Ws32z40ht Cw29z308t s63bKostas AthanasiadisNo ratings yet
- Toshiba 32af45cDocument39 pagesToshiba 32af45calvaroNo ratings yet
- Samsung g245cDocument23 pagesSamsung g245cEduardo Cervantes GarzonNo ratings yet
- Precaution PDFDocument6 pagesPrecaution PDFgilberto gutierrezNo ratings yet
- Brush Machine Instruction ManualDocument6 pagesBrush Machine Instruction ManualSanogo BoubaNo ratings yet
- Color Television/ Video Cassette Recorder: Service ManualDocument66 pagesColor Television/ Video Cassette Recorder: Service ManualwatteaucarNo ratings yet
- HtutdcDocument5 pagesHtutdcKhả Phúc 2No ratings yet
- CR4 Boot Up ShizzleDocument8 pagesCR4 Boot Up ShizzleWayne DyerNo ratings yet
- Toshiba 14af44 Service ManualDocument39 pagesToshiba 14af44 Service ManualtoxicNo ratings yet
- Cross Reference MisumiDocument238 pagesCross Reference MisumiDermot BrennanNo ratings yet
- Cross Reference Designatronics SDP-SIDocument1,148 pagesCross Reference Designatronics SDP-SIDermot BrennanNo ratings yet
- Silver Steel: Aisi - O1Document1 pageSilver Steel: Aisi - O1Dermot BrennanNo ratings yet
- Strattera LBLDocument21 pagesStrattera LBLDermot BrennanNo ratings yet
- Austube Mills End Colour Codes - Feb18 - TS2437 1Document1 pageAustube Mills End Colour Codes - Feb18 - TS2437 1Dermot BrennanNo ratings yet
- CHAP3 - Evaporation & Infiltr.Document39 pagesCHAP3 - Evaporation & Infiltr.Aisyah MustafaNo ratings yet
- Air Cargo (Assignment 1)Document5 pagesAir Cargo (Assignment 1)Sara khanNo ratings yet
- KFCDocument41 pagesKFCSumit Kumar100% (1)
- Family Fitness Challenge ScriptDocument2 pagesFamily Fitness Challenge ScriptXyrille GuevarraNo ratings yet
- Deltaweld 453 MilDocument40 pagesDeltaweld 453 MilHugo RodriguezNo ratings yet
- AUKEY EP-T21 TWS User Manual 20190921Document1 pageAUKEY EP-T21 TWS User Manual 20190921Manuel MartínNo ratings yet
- Short EssayDocument2 pagesShort EssayMary Jane RiparipNo ratings yet
- Indian Penal Code (IPC) Detailed Notes and Study Material - LexFortiDocument46 pagesIndian Penal Code (IPC) Detailed Notes and Study Material - LexFortiQasim Sher HaiderNo ratings yet
- Chapter - IDocument60 pagesChapter - IAnil ThakurNo ratings yet
- FR QuestionsDocument6 pagesFR QuestionsAvisek MohantyNo ratings yet
- 10 Tips To Fight Headache PainDocument2 pages10 Tips To Fight Headache PainPurushotham KumarNo ratings yet
- Lesson 14 Reference Notes Class 10Document3 pagesLesson 14 Reference Notes Class 10Seetha Lekshmi KishoreNo ratings yet
- Camy Plants: RT Offer LetterDocument1 pageCamy Plants: RT Offer LetterShailesh DeshmukhNo ratings yet
- Tds 108277427 ProMix PCE 300Document3 pagesTds 108277427 ProMix PCE 300Chetal BholeNo ratings yet
- Qualitaetsmanagement ISO9001 enDocument0 pagesQualitaetsmanagement ISO9001 ennufrwhotNo ratings yet
- Pygas Product Safety SummaryDocument3 pagesPygas Product Safety SummaryBagus Wahyu MurtiantoNo ratings yet
- Fire Protection MethodsDocument3 pagesFire Protection MethodsEquilibrium EngineersNo ratings yet
- Petrochemicals Compendium PDFDocument730 pagesPetrochemicals Compendium PDFJUANNo ratings yet
- Adjust Risks, Threats, and Vulnerabilities With COBIT PO9 Risk Management ControlsDocument2 pagesAdjust Risks, Threats, and Vulnerabilities With COBIT PO9 Risk Management ControlsHenry WiliamNo ratings yet
- Water ProofingDocument5 pagesWater ProofingMalith De SilvaNo ratings yet