You might also like
- Sabic® Ldpe 2201H0Document2 pagesSabic® Ldpe 2201H0Berkosan BalkansNo ratings yet
- Durability of ConcreteDocument33 pagesDurability of Concreteabdulwahab11No ratings yet
- Carck WidthDocument21 pagesCarck WidthPiyush VidyarthiNo ratings yet
- Fixed Base Anchor Bolt DesignDocument3 pagesFixed Base Anchor Bolt Designkhan84mind50% (2)
- A Seminar On Material-SelectionDocument39 pagesA Seminar On Material-SelectionThirukkumaranBalasubramanianNo ratings yet
- 9803 Low-Shrinkage Camera Module Epoxy With LED and Heat-Cure CapabilityDocument4 pages9803 Low-Shrinkage Camera Module Epoxy With LED and Heat-Cure CapabilityAfzal ImamNo ratings yet
- NC-558 TDS enDocument2 pagesNC-558 TDS enniteshacharya100% (1)
- Acrylic PMMA - BoedekerDocument6 pagesAcrylic PMMA - Boedekermartin sabusNo ratings yet
- 9801 Low-Shrinkage Camera Module Epoxy With LED and Heat-Cure CapabilityDocument3 pages9801 Low-Shrinkage Camera Module Epoxy With LED and Heat-Cure CapabilityAchraf BouraNo ratings yet
- Alkathene LDN248Document1 pageAlkathene LDN248Manoj SahuNo ratings yet
- Cardolite NX-2007: Epoxy Curing Agent Technical DatasheetDocument2 pagesCardolite NX-2007: Epoxy Curing Agent Technical Datasheettrường phạmNo ratings yet
- LLDPE-218BJ EditDocument3 pagesLLDPE-218BJ EditChu ChuNo ratings yet
- YUPLENE® R930Y - SK Geo CentricDocument2 pagesYUPLENE® R930Y - SK Geo CentricChu ChuNo ratings yet
- InnoPlus LD2420D - InnoPlusDocument3 pagesInnoPlus LD2420D - InnoPlusEko SabtianNo ratings yet
- Aegis5-14 Film Validation Guide: Five-Layer, 14 Mil Cast Fi LMDocument15 pagesAegis5-14 Film Validation Guide: Five-Layer, 14 Mil Cast Fi LMCampaign MediaNo ratings yet
- Cardolite Ultra LITE 2009: Epoxy Curing Agent Technical DatasheetDocument2 pagesCardolite Ultra LITE 2009: Epoxy Curing Agent Technical Datasheettrường phạmNo ratings yet
- Cardolite NX 2016Document2 pagesCardolite NX 2016Lê TiếnNo ratings yet
- Proton PF-15Document1 pageProton PF-15HirenNo ratings yet
- Random PP R390Y: Application / Use CaseDocument1 pageRandom PP R390Y: Application / Use CaseEmre UzunogluNo ratings yet
- 718 SpeedMask PDSDocument4 pages718 SpeedMask PDSAchmad Arifudin HidayatullohNo ratings yet
- VA600 (Eng)Document1 pageVA600 (Eng)aslanNo ratings yet
- Ficha Tecnica Alcohol IsopropolicoDocument2 pagesFicha Tecnica Alcohol IsopropolicoMartin EnriqueNo ratings yet
- NX 8101 TDS enDocument2 pagesNX 8101 TDS ensidneidecarvalhoNo ratings yet
- Protective & Marine Coatings: DTM Acrylic Primer/FinishDocument4 pagesProtective & Marine Coatings: DTM Acrylic Primer/FinishAna CabreraNo ratings yet
- EVA Resin 2018Document1 pageEVA Resin 2018AminulIslamNo ratings yet
- TDS Pe 100 Ub5206h 01 PDFDocument2 pagesTDS Pe 100 Ub5206h 01 PDFOktaviandri SaputraNo ratings yet
- Datasheet - r680s - Randompp - e 3Document2 pagesDatasheet - r680s - Randompp - e 3Gulzar HossainNo ratings yet
- TDS Pe 001 Uf1810Document2 pagesTDS Pe 001 Uf1810asrilNo ratings yet
- Driscoplex 5300 Series Pe3608 / (Pe3408) : Geothermal Systems Data SheetDocument2 pagesDriscoplex 5300 Series Pe3608 / (Pe3408) : Geothermal Systems Data SheetmariannyNo ratings yet
- PCTT60146Document1 pagePCTT60146LIM YE HENGNo ratings yet
- DTM Acrylic Pimer Finish B66W1Document4 pagesDTM Acrylic Pimer Finish B66W1Vernon Jiménez FonsecaNo ratings yet
- TAIPOL® 4202 - TSRC Corporation - Dexco PolymersDocument2 pagesTAIPOL® 4202 - TSRC Corporation - Dexco PolymersSafiullah KhanNo ratings yet
- Cx5 14 Single Use Film Validation Guide REFER For ABOUT FILMDocument15 pagesCx5 14 Single Use Film Validation Guide REFER For ABOUT FILMCampaign MediaNo ratings yet
- Haldia PP Raffia - R103 DatasheetDocument2 pagesHaldia PP Raffia - R103 DatasheetNarender RawatNo ratings yet
- InnoPlus HD8100MDocument1 pageInnoPlus HD8100MLe Minh TuanNo ratings yet
- 3 Property R3450 EngDocument1 page3 Property R3450 EngMohit MohataNo ratings yet
- TDS-PE-102-UB5502H (Provisional) 2019Document2 pagesTDS-PE-102-UB5502H (Provisional) 2019Oktaviandri SaputraNo ratings yet
- 3 mPE Leaflet en LH3750MDocument1 page3 mPE Leaflet en LH3750MfguastaNo ratings yet
- Metallocene Linear Low Density Polyethylene: Physical PropertiesDocument1 pageMetallocene Linear Low Density Polyethylene: Physical PropertiesAkoyoNo ratings yet
- Ube Nylon 5034bDocument1 pageUbe Nylon 5034bDiegoTierradentroNo ratings yet
- Hypro-F Ppc-gf10 NaturalDocument2 pagesHypro-F Ppc-gf10 NaturalsygabrielaNo ratings yet
- 03-mPE Leaflet LH3750M (E) - 140325Document1 page03-mPE Leaflet LH3750M (E) - 140325Gabs GabrielaNo ratings yet
- SABIC® FORTIFY™ - C3080 - Global - Technical - Data - Sheet PDFDocument2 pagesSABIC® FORTIFY™ - C3080 - Global - Technical - Data - Sheet PDFvishal mehtaNo ratings yet
- Quadrant EPP PVC - Polyvinyl Chloride, Type I, Grade 1: Physical Properties Metric English CommentsDocument1 pageQuadrant EPP PVC - Polyvinyl Chloride, Type I, Grade 1: Physical Properties Metric English Commentsروشان فاطمة روشانNo ratings yet
- PDS M365Document2 pagesPDS M365prabhunmayNo ratings yet
- Bamberger Polymers, Inc. Bapolene® 122F Polyethylene, Linear Low DensityDocument1 pageBamberger Polymers, Inc. Bapolene® 122F Polyethylene, Linear Low DensityDiana SarmientoNo ratings yet
- Product Datasheet: BU Powder CoatingsDocument1 pageProduct Datasheet: BU Powder CoatingsVasudev BhanajiNo ratings yet
- Solid Surface Resin - SpecsDocument3 pagesSolid Surface Resin - SpecsAmr Abdelmegid abdelsalam husseinNo ratings yet
- Geogrid Standard Material SpecificationDocument2 pagesGeogrid Standard Material SpecificationBriccioNo ratings yet
- TWO H Chem LTD.: Nova-P Nova-PDocument2 pagesTWO H Chem LTD.: Nova-P Nova-PKingsley BaptistaNo ratings yet
- IP2028 DowpolDocument1 pageIP2028 DowpolRhea TalibNo ratings yet
- MTC VG-40-9080942Document1 pageMTC VG-40-9080942vyzjhxypdcNo ratings yet
- Sasol Sales - Spec - 8Document1 pageSasol Sales - Spec - 8Shailesh JainNo ratings yet
- Halene - L : Technical Data SheetDocument1 pageHalene - L : Technical Data Sheetdharmendrasinh zalaNo ratings yet
- Brayco Micronic™ SV/B: DescriptionDocument5 pagesBrayco Micronic™ SV/B: DescriptionAlfonsus W.M.No ratings yet
- UK NatureFlex NPFDocument2 pagesUK NatureFlex NPFHavir GhteuNo ratings yet
- L-TSELF Long Service Life Extreme Pressure Turbine OilDocument3 pagesL-TSELF Long Service Life Extreme Pressure Turbine OilQuy NguyenNo ratings yet
- Linear Low Density Polyethylene Injection MoldingDocument2 pagesLinear Low Density Polyethylene Injection MoldingakshayNo ratings yet
- SK Yuplene R392Y PDFDocument1 pageSK Yuplene R392Y PDFEmre UzunogluNo ratings yet
- Protective & Marine Coatings: Polysiloxane 1KDocument4 pagesProtective & Marine Coatings: Polysiloxane 1KAna CabreraNo ratings yet
- Tds of Eterset 2844Document2 pagesTds of Eterset 2844Nandkumar PawarNo ratings yet
- Asi2677 Single Use Film Validation GuideDocument17 pagesAsi2677 Single Use Film Validation GuideCampaign MediaNo ratings yet
- Safety Data Sheet: 1. IdentificationDocument10 pagesSafety Data Sheet: 1. Identificationhanipe2979No ratings yet
- Solder ReflowDocument1 pageSolder Reflowhanipe2979No ratings yet
- B573V2Document28 pagesB573V2hanipe2979No ratings yet
- How To Establish Sample Sizes For Process Validation When Destructive Or...Document8 pagesHow To Establish Sample Sizes For Process Validation When Destructive Or...hanipe2979No ratings yet
- Specification: L I A N D U N GDocument22 pagesSpecification: L I A N D U N Ghanipe2979No ratings yet
- SneeStatistics WhatDoesFDAWantMarch2018aDocument50 pagesSneeStatistics WhatDoesFDAWantMarch2018ahanipe2979No ratings yet
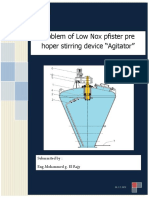
- Problem of Low Nox Pfister Pre Hoper Stirring Device "Agitator"Document8 pagesProblem of Low Nox Pfister Pre Hoper Stirring Device "Agitator"Mohammed El rajyNo ratings yet
- Bearing Capacity of Shallow Foundation by Terzhaghi TheoryDocument13 pagesBearing Capacity of Shallow Foundation by Terzhaghi TheoryramNo ratings yet
- Chemistry Project On Study of Diffusion of Solids in LiquidsDocument3 pagesChemistry Project On Study of Diffusion of Solids in LiquidsAbhijith TharunNo ratings yet
- Algerian CondensateDocument3 pagesAlgerian CondensateibrankNo ratings yet
- Europrene INTOL POLIMERIDocument28 pagesEuroprene INTOL POLIMERIRubik ArtNo ratings yet
- Colored Gemstone GradingDocument1 pageColored Gemstone GradingangelNo ratings yet
- Chile Wish List (Desmond Pilcher)Document8 pagesChile Wish List (Desmond Pilcher)Ogalde LuisNo ratings yet
- Cambridge International AS & A Level: CHEMISTRY 9701/42Document24 pagesCambridge International AS & A Level: CHEMISTRY 9701/42YasminNo ratings yet
- Darcys LawDocument44 pagesDarcys LawRoman Lazarescu100% (1)
- Cussons Boiler Instructon ManualDocument32 pagesCussons Boiler Instructon Manualjakakolenk100% (1)
- Rockwell Hardness (HRC, HRB) To Brinell Hardness (HB or BHN) ConversionDocument4 pagesRockwell Hardness (HRC, HRB) To Brinell Hardness (HB or BHN) ConversionEducation malarsNo ratings yet
- FVFVFVFCCCDocument2 pagesFVFVFVFCCCKarina HuamaníNo ratings yet
- Simplify Conceptual of High Sulphida Alteration at Tumpang PituDocument40 pagesSimplify Conceptual of High Sulphida Alteration at Tumpang Piturafles ardianNo ratings yet
- Quantity Estimate and Work ProgressDocument4 pagesQuantity Estimate and Work ProgressrayguntanNo ratings yet
- TPSA US (English)Document7 pagesTPSA US (English)Henrique OliveiraNo ratings yet
- Stellar OpacityDocument6 pagesStellar OpacityJay SunNo ratings yet
- HSN7471-75 R449A t0 - 35 TC 45Document2 pagesHSN7471-75 R449A t0 - 35 TC 45KritsdaNo ratings yet
- SCIENCE 10 - Q4 - MOD5 - Chemical Reaction For BookletfDocument12 pagesSCIENCE 10 - Q4 - MOD5 - Chemical Reaction For BookletfRetep ArenNo ratings yet
- Heat Tracing Catalog DataDocument160 pagesHeat Tracing Catalog Datalam266No ratings yet
- ST10093481 Chantelle Langenhoven BCON ProjectDocument38 pagesST10093481 Chantelle Langenhoven BCON ProjectChantelle LangenhovenNo ratings yet
- Loctite 401™: Technical Data SheetDocument3 pagesLoctite 401™: Technical Data Sheetehsan100% (1)
- LSM - Neutral Axis Depth CalculationDocument2 pagesLSM - Neutral Axis Depth CalculationHimal KafleNo ratings yet
- 06 Melting PointDocument21 pages06 Melting PointFranchiezca AoananNo ratings yet
- Multi Axial Loading - ResourceDocument29 pagesMulti Axial Loading - ResourceEirickTrejozuñigaNo ratings yet
- Single Core Cables To IEC 60502Document12 pagesSingle Core Cables To IEC 60502rose chen100% (1)
- Foaming Capacity of Soaps (Ameen Rasool)Document18 pagesFoaming Capacity of Soaps (Ameen Rasool)Ameen RasoolNo ratings yet