You might also like
- HDD Calculation - CH 15Document23 pagesHDD Calculation - CH 15Binay Kumar100% (1)
- Demister SizingDocument3 pagesDemister SizingD K SNo ratings yet
- Calculation of Pipe Reinforcement ASME B31 3Document3 pagesCalculation of Pipe Reinforcement ASME B31 3Brant AkkanNo ratings yet
- Flat Slab ExcelDocument6 pagesFlat Slab Excelasad_naqvi67% (3)
- Design Calculation of 2 KL Lin Storage Manf Si. No.: Vs/Asme/03 DOC NO.: PVL/VAL/2021 REV. NO.: 0 DATE: 24 SEPTEMBER, 2021Document1 pageDesign Calculation of 2 KL Lin Storage Manf Si. No.: Vs/Asme/03 DOC NO.: PVL/VAL/2021 REV. NO.: 0 DATE: 24 SEPTEMBER, 2021pratyaNo ratings yet
- Project 90 TPH Fluidized Bed Combustion Boiler: Ibr Calculations For Steam Drum Design DataDocument13 pagesProject 90 TPH Fluidized Bed Combustion Boiler: Ibr Calculations For Steam Drum Design DataP s Jagatheesan100% (1)
- Calculation of RC PAD2Document1 pageCalculation of RC PAD2m 418No ratings yet
- Design Calculations - 1Document3 pagesDesign Calculations - 1Engineering1 SaraNo ratings yet
- FormulaeDocument33 pagesFormulaeLcm TnlNo ratings yet
- Buffer Tank DesignDocument1 pageBuffer Tank DesignSuresh Damu BhadNo ratings yet
- Frame ConnectionsDocument14 pagesFrame ConnectionsShawkat Ali KhanNo ratings yet
- Miter Bend Calculation: E W S D T' BDocument4 pagesMiter Bend Calculation: E W S D T' BSong TaoNo ratings yet
- Northstart Meat Mercant Inc PDFDocument22 pagesNorthstart Meat Mercant Inc PDFAppleuk SudarNo ratings yet
- Ibr Stand PipeDocument11 pagesIbr Stand PipeP s JagatheesanNo ratings yet
- Asme Viii Shell & Se HeadDocument5 pagesAsme Viii Shell & Se HeadSnr George RaczNo ratings yet
- 2.3.3 - DQR - DS Capacity-Rev B2Document33 pages2.3.3 - DQR - DS Capacity-Rev B2Sudip ShresthaNo ratings yet
- Nozzle Check 211039CDocument3 pagesNozzle Check 211039CGaurav BedseNo ratings yet
- Calculation Sheet For Slug CatcherDocument12 pagesCalculation Sheet For Slug CatcherchumaNo ratings yet
- Bellows Calculation, Unreinforced Asme Sec Viii Div I Appx 26 Edition 2004Document4 pagesBellows Calculation, Unreinforced Asme Sec Viii Div I Appx 26 Edition 2004himsdNo ratings yet
- Section VIII CalDocument19 pagesSection VIII CalPradeep Kothapalli100% (1)
- 12 Bar Air Receiver Thickness Calculation of Pressure Vessel ShellDocument16 pages12 Bar Air Receiver Thickness Calculation of Pressure Vessel ShellVipul GandhiNo ratings yet
- Design Procedure For Aes He PDFDocument30 pagesDesign Procedure For Aes He PDFRyan Goh Chuang HongNo ratings yet
- TrunnionDocument5 pagesTrunnionTanvirNo ratings yet
- Allowable Stress SA 285 GR CDocument4 pagesAllowable Stress SA 285 GR Cdianita nurnandaNo ratings yet
- Slno Description Symbol Unit Value: Calculation of Shell ThicknessDocument2 pagesSlno Description Symbol Unit Value: Calculation of Shell ThicknessalvinchuanNo ratings yet
- Piping Calculation Program For ASME B31 1 CodeDocument3 pagesPiping Calculation Program For ASME B31 1 CodeAMIT100% (2)
- Typ Base PlateDocument19 pagesTyp Base PlateHabibur RahmanNo ratings yet
- Kirby - Typ Base PlateDocument19 pagesKirby - Typ Base PlateNitesh Singh100% (1)
- Section VIII CalDocument21 pagesSection VIII CalRuben Samoel Barros RochaNo ratings yet
- API 650 Water Storage TankDocument6 pagesAPI 650 Water Storage TankJoeNo ratings yet
- Vdocuments - MX - Calculation of The Minimum Thickness Required For A Heat ExchangerDocument1 pageVdocuments - MX - Calculation of The Minimum Thickness Required For A Heat ExchangerriccardoNo ratings yet
- MP Condensate Flash VesselDocument4 pagesMP Condensate Flash VesselGanesh BhardwajNo ratings yet
- Superheated Steam Condensate TankDocument4 pagesSuperheated Steam Condensate TankGanesh BhardwajNo ratings yet
- Base Plate - LSDDocument14 pagesBase Plate - LSDrelu59No ratings yet
- Sudyrah, Station Design Calculation of Existing Steel Tank Inlet Connection N-1 Doc. No.96-QC20-J-414Document7 pagesSudyrah, Station Design Calculation of Existing Steel Tank Inlet Connection N-1 Doc. No.96-QC20-J-414Hgagselim SelimNo ratings yet
- 6 Inch NB Nozzle Calculation Appendex 1-7Document11 pages6 Inch NB Nozzle Calculation Appendex 1-7SACHIN PATELNo ratings yet
- Reinforcement Calculations For Nozzle (N1) : OD ID Thick NessDocument15 pagesReinforcement Calculations For Nozzle (N1) : OD ID Thick NessMuhammad Hassan MaqsoodNo ratings yet
- Progen: Pipe Thickness Calculation As Per IBR 350 Eqn.Document4 pagesProgen: Pipe Thickness Calculation As Per IBR 350 Eqn.P s JagatheesanNo ratings yet
- Larsen & Toubro Limited: 1. Sectional PropertiesDocument8 pagesLarsen & Toubro Limited: 1. Sectional Propertiesprajjwal patidarNo ratings yet
- Typ Base PlateDocument19 pagesTyp Base Platehardik033No ratings yet
- Single Zone Air Conditioner SVC MANUAL (Exploded View) : CautionDocument7 pagesSingle Zone Air Conditioner SVC MANUAL (Exploded View) : CautionCORRECTIVOS AYANo ratings yet
- Typ-Base PlateDocument11 pagesTyp-Base PlateManoj Jaiswal100% (2)
- Calculation of Flat Covers According To UG-34: Drawing No.: ItemDocument3 pagesCalculation of Flat Covers According To UG-34: Drawing No.: Itemwassim2014No ratings yet
- Thickness Calculation of Cylindrical Shell and TubeDocument1 pageThickness Calculation of Cylindrical Shell and TubeThanhNo ratings yet
- Flange Bolt LoadDocument3 pagesFlange Bolt LoadSAMER OSMANNo ratings yet
- EJ CalculationDocument16 pagesEJ CalculationAmit NayakNo ratings yet
- Calc WT - Lbm-Tanara - Z2Document6 pagesCalc WT - Lbm-Tanara - Z2bertaNo ratings yet
- Design and Analysis of Flange Gasket and Bolt Assembly For Leak Tightness 05-07-2016Document13 pagesDesign and Analysis of Flange Gasket and Bolt Assembly For Leak Tightness 05-07-2016renu rani100% (1)
- Final ExaminationDocument7 pagesFinal ExaminationAwanNo ratings yet
- Head Nozzle and Flange Calculation, DN100 (CF) Size NozzleDocument7 pagesHead Nozzle and Flange Calculation, DN100 (CF) Size Nozzleakın ersözNo ratings yet
- Asme Demo 125lDocument10 pagesAsme Demo 125lUdoy Hossen KhanNo ratings yet
- API 650 RF Pad Calculation PDFDocument1 pageAPI 650 RF Pad Calculation PDFBimal DeyNo ratings yet
- API 650 RF Pad Calculation PDFDocument1 pageAPI 650 RF Pad Calculation PDFRakeshNo ratings yet
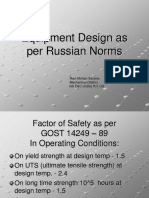
- Equipment Design As Per Russian Norms - 20090218Document45 pagesEquipment Design As Per Russian Norms - 20090218vikas100% (1)
- Shell (S) : ASME Code VIII Div I 2010 Edition 2012 AddendaDocument1 pageShell (S) : ASME Code VIII Div I 2010 Edition 2012 AddendaPhát NguyễnNo ratings yet
- Nozzle and ReinforcementDocument23 pagesNozzle and ReinforcementAzharyanto Fadhli100% (1)
- HDD Installation CalculationsDocument4 pagesHDD Installation Calculationslive4sankar100% (1)
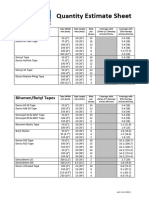
- Denso Quantity Estimate SheetDocument3 pagesDenso Quantity Estimate SheetJames DickinsonNo ratings yet
- EN Supplementary Instructions Mounting Brackets KV 31 Pipes Ø 50 200 MM Horizontal Sensor MountingDocument20 pagesEN Supplementary Instructions Mounting Brackets KV 31 Pipes Ø 50 200 MM Horizontal Sensor MountingJames DickinsonNo ratings yet
- Franna MAC 25 Load Chart 3B6Document36 pagesFranna MAC 25 Load Chart 3B6James DickinsonNo ratings yet
- Duo Wafer Cast enDocument2 pagesDuo Wafer Cast enJames DickinsonNo ratings yet
- Cable Supports Catalogue Complete 20131003Document124 pagesCable Supports Catalogue Complete 20131003James DickinsonNo ratings yet
- AusPress Press Fit Technical CatalogueDocument10 pagesAusPress Press Fit Technical CatalogueJames DickinsonNo ratings yet
- 17.HB158 Welding Manual301 V30713Document38 pages17.HB158 Welding Manual301 V30713James DickinsonNo ratings yet
- Go & NoGo GaugesDocument4 pagesGo & NoGo GaugesAneez ShresthaNo ratings yet
- 01-SAMSS-044 PDF Download - CRA Clad Pipe SpoolsDocument4 pages01-SAMSS-044 PDF Download - CRA Clad Pipe SpoolsZahidRafiqueNo ratings yet
- Chapter 52 - Spread Sheet of Calculations Structural Design of Flexible Conduits Part 636 STR Eng - NEH June 2005Document51 pagesChapter 52 - Spread Sheet of Calculations Structural Design of Flexible Conduits Part 636 STR Eng - NEH June 2005Andri DoemeriNo ratings yet
- Valtek Maxflo: Control ValvesDocument11 pagesValtek Maxflo: Control Valvessaroat moongwattanaNo ratings yet
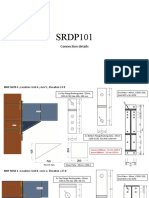
- SRDP101 Connection Input P1Document14 pagesSRDP101 Connection Input P1Ninad KhandagaleNo ratings yet
- 5 - Base Connection - Fixed Base Plate ExampleDocument23 pages5 - Base Connection - Fixed Base Plate ExampleTuanQuach100% (2)
- SC CounterDocument2 pagesSC CounterPapa IzanNo ratings yet
- How To Disassemble The Turret Clamp UnclampDocument13 pagesHow To Disassemble The Turret Clamp Unclampangeldorta2002No ratings yet
- Slip Formwork: Guided by Prof. VRK Murthy Submitted by Vikas B. More (73036) Aniruddha S. Namojwar (73038)Document27 pagesSlip Formwork: Guided by Prof. VRK Murthy Submitted by Vikas B. More (73036) Aniruddha S. Namojwar (73038)simple_ani100% (1)
- NDocument1 pageNGolfkung PairojNo ratings yet
- JSW Steel LimitedDocument1 pageJSW Steel LimitedVenkatesh KumarNo ratings yet
- Trunnion Mounted Ball Valve Series-8200 FO: Dembla Valves Ltd. ThaneDocument16 pagesTrunnion Mounted Ball Valve Series-8200 FO: Dembla Valves Ltd. ThaneDipalee TulaskarNo ratings yet
- RC 2012 04 Apr2 PDFDocument16 pagesRC 2012 04 Apr2 PDFDomenico ScorranoNo ratings yet
- Knurl ISO - 13444 - 2012 - ENDocument8 pagesKnurl ISO - 13444 - 2012 - ENVishal BhanderiNo ratings yet
- Massey Ferguson MF 4000 TRACTOR Service Parts Catalogue Manual (Part Number 651421EA)Document16 pagesMassey Ferguson MF 4000 TRACTOR Service Parts Catalogue Manual (Part Number 651421EA)qlb898316No ratings yet
- Volume-2. Design and Manufacturing of Hydraulic CylindersDocument53 pagesVolume-2. Design and Manufacturing of Hydraulic CylindersQ.S. Khan96% (49)
- EPB-Sub-01 Epic Residential Condensing Boiler Models Epb080-199Document2 pagesEPB-Sub-01 Epic Residential Condensing Boiler Models Epb080-199Keyur ShahNo ratings yet
- Masoneilan+ +78400+and+18400+Series+LincolnLog+IOMDocument28 pagesMasoneilan+ +78400+and+18400+Series+LincolnLog+IOMBalasubramaniam MuthusamyNo ratings yet
- Operating Instructions Disc Brake SF24 PB-SF-E1Document26 pagesOperating Instructions Disc Brake SF24 PB-SF-E1Torres Uli0% (1)
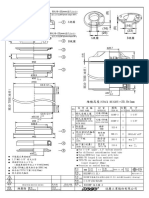
- H323MP半隱藏式開孔走線上塞 (15.2L) 組立圖 ModelDocument1 pageH323MP半隱藏式開孔走線上塞 (15.2L) 組立圖 ModelHudasenna ChannelNo ratings yet
- 01.bombas Cornell 6rb FDocument2 pages01.bombas Cornell 6rb FChristian Vega G.No ratings yet
- Piston Pump (Steering) High Pressure Stall - Test and AdjustDocument6 pagesPiston Pump (Steering) High Pressure Stall - Test and AdjustDidi PrawiraNo ratings yet
- Haas EC Series Operators ManualDocument307 pagesHaas EC Series Operators ManualsunhuynhNo ratings yet
- Premier ServiceS1 AM022 B20P16C 260C SRV Complete 01 84 PDFDocument84 pagesPremier ServiceS1 AM022 B20P16C 260C SRV Complete 01 84 PDFamer ibarissenNo ratings yet
- Muhammad Nur Aslam - Rancang Bangun Crusher Plastik 50 KGDocument4 pagesMuhammad Nur Aslam - Rancang Bangun Crusher Plastik 50 KGrestu yanuar salamNo ratings yet
- Construction Methodology TemplateDocument4 pagesConstruction Methodology TemplateIan Dela CruzNo ratings yet
- Ornitoptero PDFDocument5 pagesOrnitoptero PDFninonunezNo ratings yet
- Steam Turbines Curtis or Velocity Compounded StageDocument2 pagesSteam Turbines Curtis or Velocity Compounded StageaminardakaniNo ratings yet
- 16S1650Document46 pages16S1650Arpit Verma100% (1)