You might also like
- Honda ESM Accord 1998 PDFDocument3,526 pagesHonda ESM Accord 1998 PDFCălin Cristea100% (1)
- Peterbilt Rear Air Suspensions AdjustmentDocument42 pagesPeterbilt Rear Air Suspensions AdjustmentCellblocX83% (6)
- High Speed Door Installation ManualDocument8 pagesHigh Speed Door Installation ManualDuan PhamNo ratings yet
- Basic Shaft Alignment Workbook PDFDocument63 pagesBasic Shaft Alignment Workbook PDFjos100% (5)
- l701 Engine Repair ManualDocument63 pagesl701 Engine Repair Manualazman4776100% (4)
- Ignition TestingDocument6 pagesIgnition TestingI100% (1)
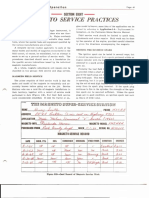
- Magneto Service Practices (49-64)Document16 pagesMagneto Service Practices (49-64)TIMNo ratings yet
- Stress Analysis of FRP PipeDocument3 pagesStress Analysis of FRP Pipebraianvegas12No ratings yet
- F4ae3481 3681 3682Document214 pagesF4ae3481 3681 3682jvega_534120100% (1)
- Marine Gyro-Compasses and Automatic Pilots: A Handbook for Merchant Navy OfficersFrom EverandMarine Gyro-Compasses and Automatic Pilots: A Handbook for Merchant Navy OfficersRating: 5 out of 5 stars5/5 (2)
- 001 - Transmision TorqflowDocument12 pages001 - Transmision TorqflowRichard Sequeiros Alvarez100% (1)
- Dynamic Vibration AbsorberDocument67 pagesDynamic Vibration AbsorberKULDEEP THAKUR71% (7)
- Deflection According To Aci and BsDocument16 pagesDeflection According To Aci and Bsronison78100% (4)
- Work and Energy WorksheetsDocument8 pagesWork and Energy Worksheetsdddn1328No ratings yet
- Module-III Concrete (Gravity) Dam EngineeringDocument43 pagesModule-III Concrete (Gravity) Dam EngineeringMadan Mohan ReddyNo ratings yet
- Strength of Materials Laboratory ManualDocument33 pagesStrength of Materials Laboratory ManualRock Man100% (1)
- Determination of Air Flow in The ChannelDocument7 pagesDetermination of Air Flow in The ChannelAmalinaAznanNo ratings yet
- JLN 550 eDocument10 pagesJLN 550 eCostas PeppasNo ratings yet
- A Guide To Accelerometer SelectionDocument3 pagesA Guide To Accelerometer SelectionSathiendran RkNo ratings yet
- Z Z Z Z: General RemarksDocument11 pagesZ Z Z Z: General Remarksadi nu100% (1)
- Course O-5003 Centrifugal Pump Analysis For Petroleum ApplicationsDocument70 pagesCourse O-5003 Centrifugal Pump Analysis For Petroleum ApplicationsPok Jak Salleh100% (1)
- CONE VALVE Service ManualDocument30 pagesCONE VALVE Service ManualMathieu DouNo ratings yet
- Design of Welded Steel StructuresDocument198 pagesDesign of Welded Steel StructuresyogeshNo ratings yet
- Working Clearance For Outdoor Installation Ref IEC 61936 Fig 3 Safety Clearance Sectional Clearance Safety ClearanceDocument1 pageWorking Clearance For Outdoor Installation Ref IEC 61936 Fig 3 Safety Clearance Sectional Clearance Safety ClearanceMeghavahinaNo ratings yet
- Figure 4.20-Pipe Fillet Weld Soundness Test-WPS Qualification (See 4.11.2)Document1 pageFigure 4.20-Pipe Fillet Weld Soundness Test-WPS Qualification (See 4.11.2)Ibrahim shaikNo ratings yet
- Ultimate Strength of Tubular JointsDocument12 pagesUltimate Strength of Tubular JointsAnonymous VNu3ODGavNo ratings yet
- Shaft Voltages and Rotating MachineryDocument8 pagesShaft Voltages and Rotating MachineryDavid MendozaNo ratings yet
- 1965 (Q1) - Lessons From Crane RunwaysDocument5 pages1965 (Q1) - Lessons From Crane RunwaysCesar RjszvlNo ratings yet
- Attachment E: Torque and Drag in ERD Wells: RotationDocument3 pagesAttachment E: Torque and Drag in ERD Wells: RotationbyedNo ratings yet
- NookLocknut Tuercas SeguridadDocument12 pagesNookLocknut Tuercas SeguridadJasierNo ratings yet
- Description of OperationDocument7 pagesDescription of OperationHeri MunirNo ratings yet
- IL1733Document3 pagesIL1733Abdiel LlorenteNo ratings yet
- OFITE Calibration Kit For 6-Speed ViscosimetersDocument2 pagesOFITE Calibration Kit For 6-Speed ViscosimetersHenryNo ratings yet
- FPS ManualDocument3 pagesFPS ManualJovizal AristianNo ratings yet
- Section Troubleshooting: T.2 in WeavingDocument24 pagesSection Troubleshooting: T.2 in Weavingsuperficies cuadraticasNo ratings yet
- Lifting Mechanism: M7.0-1460-001 03 Rev. 1/12Document35 pagesLifting Mechanism: M7.0-1460-001 03 Rev. 1/12Coque de LunaNo ratings yet
- R33 - Engine Manual OcrDocument491 pagesR33 - Engine Manual Ocralex.typexNo ratings yet
- Delphi Bianco Polish - MTC - 02.12.23Document1 pageDelphi Bianco Polish - MTC - 02.12.23SK Emran AliNo ratings yet
- Design of Process Vessels and Pipes BC BhattacharyaDocument12 pagesDesign of Process Vessels and Pipes BC BhattacharyaRADHE GRAPHICSNo ratings yet
- s0922 5382 (97) 80016 5Document11 pagess0922 5382 (97) 80016 5xie qingyunNo ratings yet
- I N I'It: - Casl-Le Fr. I34 Fo: Laddcr Is A: Nocided RopeDocument1 pageI N I'It: - Casl-Le Fr. I34 Fo: Laddcr Is A: Nocided RopeAbu Syeed Md. Aurangzeb Al MasumNo ratings yet
- Rlueileilidurunr: Monthly MaintenanceDocument1 pageRlueileilidurunr: Monthly Maintenanceroland.bunsay.gsbmNo ratings yet
- 00E General ElectricalDocument12 pages00E General ElectricalMichael YazonNo ratings yet
- Strength of Material and Structrures N5 Quest August 2012Document8 pagesStrength of Material and Structrures N5 Quest August 2012pearlmayongoNo ratings yet
- PSP Practical No 3,5,7Document11 pagesPSP Practical No 3,5,7Vivek BendeNo ratings yet
- Some Aspects of Stress Peening of Coil Springs For Vehicle SuspensionsDocument8 pagesSome Aspects of Stress Peening of Coil Springs For Vehicle SuspensionsBahadır UysalNo ratings yet
- (1991) Seismic Hazard Input For Lifeline SystemsDocument6 pages(1991) Seismic Hazard Input For Lifeline SystemsMohammad AshrafyNo ratings yet
- University of Southampton Research Repository Eprints SotonDocument48 pagesUniversity of Southampton Research Repository Eprints SotonreenaNo ratings yet
- Fanuc AC Spindle Servo Unit Maintenance ManualDocument113 pagesFanuc AC Spindle Servo Unit Maintenance Manualdv groupNo ratings yet
- Alcon BobbinsDocument2 pagesAlcon BobbinsSatvik VatsaNo ratings yet
- Voltage Sag Analysis Case Studies: JonesDocument7 pagesVoltage Sag Analysis Case Studies: JonesJofred Dela VegaNo ratings yet
- 4.3 STEEL: Typical Setup For Tensile Testing of A Concrete CylinderDocument9 pages4.3 STEEL: Typical Setup For Tensile Testing of A Concrete CylinderAhmedA.HassanNo ratings yet
- X-Ray Diffraction Provides Answers To Bearing Failures 1997 E4 enDocument7 pagesX-Ray Diffraction Provides Answers To Bearing Failures 1997 E4 enangel017No ratings yet
- 3 1 Torsion (Compatibility Mode)Document17 pages3 1 Torsion (Compatibility Mode)wenisah octaviaNo ratings yet
- Stereo Cassette Deck: TC-KE300Document58 pagesStereo Cassette Deck: TC-KE300Dušan MitrovićNo ratings yet
- BE46-122-03 J52 SwitchesDocument2 pagesBE46-122-03 J52 SwitchesMichaelNo ratings yet
- DTC P0325 Knock Sensor 1 Circuit MalfunctionDocument3 pagesDTC P0325 Knock Sensor 1 Circuit MalfunctionErln LimaNo ratings yet
- Gpo 36 Tests and Inspections Routine Z 5503Document1 pageGpo 36 Tests and Inspections Routine Z 5503Theodor EikeNo ratings yet
- Basic Principles of Control Valves and Actuators: ObjectivesDocument14 pagesBasic Principles of Control Valves and Actuators: ObjectivesNur Irfansyah SNo ratings yet
- Monthly Maintenance: EscalatorDocument1 pageMonthly Maintenance: Escalatorroland.bunsay.gsbmNo ratings yet
- 103Document19 pages103Cleber SouzaNo ratings yet
- STT - 139 FoundationDocument13 pagesSTT - 139 Foundationkhaled redaNo ratings yet
- Objective Type Questions For Design of Machine Ele 5a33b1501723dd5f270acacfDocument18 pagesObjective Type Questions For Design of Machine Ele 5a33b1501723dd5f270acacfAnand NagarajanNo ratings yet
- Focus: Ultrasonic Testing of Anchor BoltsDocument16 pagesFocus: Ultrasonic Testing of Anchor BoltsMd faizan AlamNo ratings yet
- Diode Failure Relay ManualDocument3 pagesDiode Failure Relay ManualGanesh JagadeeshNo ratings yet
- Omega Lighting C3812TW INC PAR-38 45-Deg. Adj. Downlight Spec Sheet 1-86Document2 pagesOmega Lighting C3812TW INC PAR-38 45-Deg. Adj. Downlight Spec Sheet 1-86Alan MastersNo ratings yet
- Murphy FluidDocument40 pagesMurphy FluiddptecnicocmspNo ratings yet
- Industrial Application of Creep - Fatigue Crack Initiation and Growth Procedures For Remaining Life Analysis of Steam Turbine ComponentsDocument10 pagesIndustrial Application of Creep - Fatigue Crack Initiation and Growth Procedures For Remaining Life Analysis of Steam Turbine ComponentsFilipNo ratings yet
- Prediction and Analysis of Gear Rattle: Development TransmissionsDocument5 pagesPrediction and Analysis of Gear Rattle: Development TransmissionssmsnvhNo ratings yet
- Jar Golden Rules - 7835485 - 01Document1 pageJar Golden Rules - 7835485 - 01Gharib HashemNo ratings yet
- ContinuousDLS 4243437 01Document5 pagesContinuousDLS 4243437 01Gharib HashemNo ratings yet
- DD Abdulrahman CVDocument2 pagesDD Abdulrahman CVGharib HashemNo ratings yet
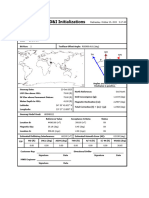
- D&I InitializationsDocument1 pageD&I InitializationsGharib HashemNo ratings yet
- Drilllink Downlink - BrochureDocument2 pagesDrilllink Downlink - BrochureGharib HashemNo ratings yet
- When Tonot To BackreamDocument14 pagesWhen Tonot To BackreamGharib HashemNo ratings yet
- Drill Out Procedure With PDC Bit On MotorDocument1 pageDrill Out Procedure With PDC Bit On MotorGharib HashemNo ratings yet
- Churchhill Tool-8 5in - Rig Floor Instructions - CDTDocument2 pagesChurchhill Tool-8 5in - Rig Floor Instructions - CDTGharib HashemNo ratings yet
- RC - Nozzle Guide - Smith BitsDocument8 pagesRC - Nozzle Guide - Smith BitsGharib HashemNo ratings yet
- DE SIG DYK Autodriller Rev1Document1 pageDE SIG DYK Autodriller Rev1Gharib HashemNo ratings yet
- CaCO3 GradesDocument2 pagesCaCO3 GradesGharib HashemNo ratings yet
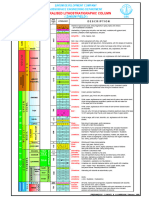
- Zakum Field Lithology ColumnDocument1 pageZakum Field Lithology ColumnGharib HashemNo ratings yet
- APS-TDS-SureDrill-Drilling-Dynamics-Monitor Real TimeDocument2 pagesAPS-TDS-SureDrill-Drilling-Dynamics-Monitor Real TimeGharib HashemNo ratings yet
- Rig Componant1Document49 pagesRig Componant1Gharib HashemNo ratings yet
- Air Drilling With MotorsDocument6 pagesAir Drilling With MotorsGharib HashemNo ratings yet
- IADC BIT ChartDocument3 pagesIADC BIT ChartGharib HashemNo ratings yet
- Lecture 8 & 9 - TorsionDocument12 pagesLecture 8 & 9 - TorsionHowell TungolNo ratings yet
- 3.DME - ME3RD - UNIT-3.2 - Design of JointsDocument70 pages3.DME - ME3RD - UNIT-3.2 - Design of JointsCHITYALA YASHWANTH KRISHNA ,ECE18 Vel Tech, ChennaiNo ratings yet
- Lecture 5Document46 pagesLecture 5ζοβαγεπ ἯοΣΣαῖηNo ratings yet
- First Pu Most Important Numericals 2023 PatternDocument3 pagesFirst Pu Most Important Numericals 2023 Patterndhikshith gNo ratings yet
- Framing (Shear) Connections Connection TypesDocument43 pagesFraming (Shear) Connections Connection TypesjairmasaNo ratings yet
- 115 Dy 052018Document3 pages115 Dy 052018rohitchanakya76No ratings yet
- EMPUJE DE TIERRAS - Active Earth PressureDocument1 pageEMPUJE DE TIERRAS - Active Earth PressuremistakyNo ratings yet
- Chapter Questions Linear MomentumDocument6 pagesChapter Questions Linear MomentumJunLi CaiNo ratings yet
- Stress and StrainDocument24 pagesStress and Strainsatish448No ratings yet
- PhysicsDocument26 pagesPhysicsLanuelNo ratings yet
- Boundary Layers Thickness-Displacement-MomentumDocument30 pagesBoundary Layers Thickness-Displacement-MomentumGohar Khokhar67% (3)
- Lesson PlanDocument5 pagesLesson PlanNur Kamelia AlyahNo ratings yet
- 3 1-TorsionstressandstrainDocument19 pages3 1-TorsionstressandstrainKim HarlyNo ratings yet
- Fluid MechanicsDocument3 pagesFluid MechanicsjsivabharathyNo ratings yet
- Chapter 1 Introduction & Fick's LawDocument15 pagesChapter 1 Introduction & Fick's Lawkiran367No ratings yet
- 82 AL Physics/Essay/P.1Document3 pages82 AL Physics/Essay/P.1Chamila RajapakshaNo ratings yet
- Experiment 03: Measurement of Absolute Viscosity of Fluid by A Saybolt ViscometerDocument4 pagesExperiment 03: Measurement of Absolute Viscosity of Fluid by A Saybolt Viscometer17044 AZMAIN IKTIDER AKASHNo ratings yet
- Metal Composition PDFDocument3 pagesMetal Composition PDFVijendra Singh JhalaNo ratings yet
- General Thrust EquationDocument2 pagesGeneral Thrust EquationAmal RajNo ratings yet
- Inclined PlateDocument5 pagesInclined PlateVibhanshu VermaNo ratings yet