You might also like
- Bomag BW120 - enDocument126 pagesBomag BW120 - enJulio Castro100% (3)
- BMW E60 Climate Control DescriptionDocument20 pagesBMW E60 Climate Control DescriptionAndrew Denny100% (5)
- Marvel Schebler Overhaul NewDocument21 pagesMarvel Schebler Overhaul NewRike Fox100% (1)
- Caterpillar Cat 325D Excavator (Prefix GPB) Service Repair Manual (GPB00001 and Up)Document28 pagesCaterpillar Cat 325D Excavator (Prefix GPB) Service Repair Manual (GPB00001 and Up)kfm8seuuduNo ratings yet
- D3B Steering Clutch DisassemblyDocument42 pagesD3B Steering Clutch Disassemblycatmand8100% (1)
- Group 4 Adjustment: 1. Checking The Ring Gear Backface RunoutDocument7 pagesGroup 4 Adjustment: 1. Checking The Ring Gear Backface RunoutAndré TarginoNo ratings yet
- Gun Digest American Arms ATI GSG-5 Assembly/Disassembly InstructionsFrom EverandGun Digest American Arms ATI GSG-5 Assembly/Disassembly InstructionsNo ratings yet
- 304E2 Main Pump DisassemblyDocument6 pages304E2 Main Pump Disassemblyevan50% (2)
- Caterpillar Cat 320D Excavator (Prefix KZF) Service Repair Manual (KZF00001 and Up)Document24 pagesCaterpillar Cat 320D Excavator (Prefix KZF) Service Repair Manual (KZF00001 and Up)kfmuseddk100% (1)
- Transmision Wa500 Shop ManualDocument51 pagesTransmision Wa500 Shop ManualPatricio GuerreroNo ratings yet
- Komatsu PW180-7E0 Wheeled ExcavatorDocument10 pagesKomatsu PW180-7E0 Wheeled ExcavatorShabbir mughalNo ratings yet
- Pumping Unit Parts and ServicesDocument20 pagesPumping Unit Parts and Servicesisimone7No ratings yet
- Ammann AFT500Document200 pagesAmmann AFT500JayapalNo ratings yet
- Air Compressors (MOD)Document72 pagesAir Compressors (MOD)ROSHAN100% (1)
- Tesla's Operations ManagementDocument4 pagesTesla's Operations ManagementAbineshNo ratings yet
- JGC 620 GS-S.L: Technical Description Container GensetDocument36 pagesJGC 620 GS-S.L: Technical Description Container Gensetammad uddinNo ratings yet
- Caterpillar Cat 329DL EXCAVATOR (Prefix MNB) Service Repair Manual (MNB00001 and Up) PDFDocument22 pagesCaterpillar Cat 329DL EXCAVATOR (Prefix MNB) Service Repair Manual (MNB00001 and Up) PDFfkdmmaNo ratings yet
- d6h Power Train Desarmado y ArmadoDocument29 pagesd6h Power Train Desarmado y ArmadoLuis Carlos RamosNo ratings yet
- N13 Engine PDFDocument92 pagesN13 Engine PDFAllan Cancino78% (9)
- Group 3 Disassembly and Assembly: 1. Disassembly of Drive AxleDocument33 pagesGroup 3 Disassembly and Assembly: 1. Disassembly of Drive AxleAndré TarginoNo ratings yet
- 16 S 221, 16 S 181, 8 S 181 Assembling Range-Change: 1.9.1 Output FlangeDocument3 pages16 S 221, 16 S 181, 8 S 181 Assembling Range-Change: 1.9.1 Output FlangeThylaneNo ratings yet
- G Group 5 Swing Device: 1. Removal and Install of MotorDocument21 pagesG Group 5 Swing Device: 1. Removal and Install of MotorrodineiNo ratings yet
- G Group 5 Swing Device: 1. Removal and Install of MotorDocument21 pagesG Group 5 Swing Device: 1. Removal and Install of MotorSaidi JalelNo ratings yet
- FRONT AXLE (DANA, Machine Serial No.: - #0079)Document166 pagesFRONT AXLE (DANA, Machine Serial No.: - #0079)mohamed omerNo ratings yet
- Group 12 Turning Joint: 1. Removal and InstallDocument7 pagesGroup 12 Turning Joint: 1. Removal and Installاياد القباطيNo ratings yet
- Group 5 Swing Device (Type 2, 3) : 1. Removal and Install of MotorDocument30 pagesGroup 5 Swing Device (Type 2, 3) : 1. Removal and Install of MotorPhú Đinh QuốcNo ratings yet
- 7. اذرعت التحكم (العصيان)Document14 pages7. اذرعت التحكم (العصيان)المهندسوليدالطويلNo ratings yet
- G GROUP 5 SWING DEVICE (Up To #0062) : 1. Removal and Install of MotorDocument46 pagesG GROUP 5 SWING DEVICE (Up To #0062) : 1. Removal and Install of MotorLenomar Bessa de PaulaNo ratings yet
- Group 3 Disassembly and AssemblyDocument5 pagesGroup 3 Disassembly and AssemblyAndré TarginoNo ratings yet
- Group 5 Swing Device ( #0408) : 1. Removal and Install of MotorDocument48 pagesGroup 5 Swing Device ( #0408) : 1. Removal and Install of Motordeniden2013No ratings yet
- Desarme Caja de TransferenciaDocument7 pagesDesarme Caja de Transferenciajohan gomezNo ratings yet
- Group 11 Turning Joint: 1. Removal and InstallDocument7 pagesGroup 11 Turning Joint: 1. Removal and InstallHậu MinhNo ratings yet
- Armé y Desarmé de PalancasDocument14 pagesArmé y Desarmé de Palancaslevinton jose tobias genesNo ratings yet
- Hyundai 999Document55 pagesHyundai 999Said GedeonNo ratings yet
- Arrow-Pak Retrievable Seal Bore Packer: Specifications GuideDocument7 pagesArrow-Pak Retrievable Seal Bore Packer: Specifications GuideTech AlfaNo ratings yet
- R210LC-7 8-5Document40 pagesR210LC-7 8-5Krystian PalaciosNo ratings yet
- Group 5 Swing Device: 1. Removal and Install of MotorDocument25 pagesGroup 5 Swing Device: 1. Removal and Install of MotorNidya Wardah JuhanaNo ratings yet
- Alternator - Disassemble: Shutdown SIS Previous ScreenDocument11 pagesAlternator - Disassemble: Shutdown SIS Previous ScreennobodymagdesignNo ratings yet
- Group 5 Swing Device: 1. Removal and Install of MotorDocument25 pagesGroup 5 Swing Device: 1. Removal and Install of MotorMustofa TofaNo ratings yet
- Group 5 Swing Device: 1. Removal and Install of MotorDocument25 pagesGroup 5 Swing Device: 1. Removal and Install of MotorHậu MinhNo ratings yet
- Trasmisiond 5 HDocument41 pagesTrasmisiond 5 HRonaldo GaleanoNo ratings yet
- Sis 2.0Document32 pagesSis 2.0Edgar Eli Carmona Zocón100% (1)
- Barra AceleracionDocument6 pagesBarra AceleracionFredy QuistialNo ratings yet
- Aprilia MX 50Document6 pagesAprilia MX 50Klara PataiNo ratings yet
- Transmission Planetary - Disassemble: Disassembly and AssemblyDocument23 pagesTransmission Planetary - Disassemble: Disassembly and AssemblyMbahdiro KolenxNo ratings yet
- AR28.50-Y-1003A Disassemble, Assemble Planetary Gear System 09.11.2023 Transmission 400.720 in Model 400.216/241/243/262/281/300Document4 pagesAR28.50-Y-1003A Disassemble, Assemble Planetary Gear System 09.11.2023 Transmission 400.720 in Model 400.216/241/243/262/281/300Faiz CeboolNo ratings yet
- Group 5 Swing Device (Type 1) : 1. Removal and Install of MotorDocument25 pagesGroup 5 Swing Device (Type 1) : 1. Removal and Install of Motorjefferson silvaNo ratings yet
- 320D and 320D L Excavator: Service Repair ManualDocument24 pages320D and 320D L Excavator: Service Repair ManualGrake VanaNo ratings yet
- 9.625x4 Arrow-Pak (265-94)Document3 pages9.625x4 Arrow-Pak (265-94)Tech AlfaNo ratings yet
- Group 9 Boom, Arm and Bucket CylinderDocument17 pagesGroup 9 Boom, Arm and Bucket CylinderHậu MinhNo ratings yet
- Group 5 Swing Device Group 5 Swing Device: 1. Removal and Install of MotorDocument25 pagesGroup 5 Swing Device Group 5 Swing Device: 1. Removal and Install of Motordeniden2013No ratings yet
- Embrayade de Volant MoteurDocument8 pagesEmbrayade de Volant MoteurVICTOR BEMENGUENo ratings yet
- Governor Control MotorDocument7 pagesGovernor Control MotorDaniel TekleNo ratings yet
- Cuarta Parte Manual Hitachi 200Document76 pagesCuarta Parte Manual Hitachi 200yoharamyNo ratings yet
- Armadodesarmadocaja 966 CDocument46 pagesArmadodesarmadocaja 966 CguayanecitroNo ratings yet
- 324D L and 324D LN Excavator: Service Repair ManualDocument26 pages324D L and 324D LN Excavator: Service Repair ManualAli EndrisNo ratings yet
- Disassembly and Assembly XMSNDocument54 pagesDisassembly and Assembly XMSNLeonardo PerezNo ratings yet
- Instrução de Montagem Comando DM50Document18 pagesInstrução de Montagem Comando DM50Marcelo LeandroNo ratings yet
- Caja de Cambios VT2412B I Shift Diagnostico PDFDocument21 pagesCaja de Cambios VT2412B I Shift Diagnostico PDFRoussel Florez ZuloagaNo ratings yet
- B2-01 Booster Gun: Instruction ManualDocument2 pagesB2-01 Booster Gun: Instruction ManualJod RichNo ratings yet
- Remove and Install Torque DividerDocument17 pagesRemove and Install Torque DividerAndresz A SimbaquebaNo ratings yet
- Group 7 RCV LeverDocument14 pagesGroup 7 RCV LeverDeyvi Cconocuyca HuallparimachiNo ratings yet
- Group 7 RCV LeverDocument14 pagesGroup 7 RCV Leverdeniden2013No ratings yet
- Winch - Disassemble: Disassembly and AssemblyDocument30 pagesWinch - Disassemble: Disassembly and AssemblyNidya Wardah JuhanaNo ratings yet
- Vdocument - in Caterpillar Cat 225 Excavator Prefix 76u Service Repair Manual 76u00694 01199 1586296486Document28 pagesVdocument - in Caterpillar Cat 225 Excavator Prefix 76u Service Repair Manual 76u00694 01199 1586296486Amel AlidraNo ratings yet
- Transmission: Cerrar SIS Pantalla AnteriorDocument54 pagesTransmission: Cerrar SIS Pantalla AnteriorGlobal ForceNo ratings yet
- Disassembly Procedure: Table 1Document9 pagesDisassembly Procedure: Table 1JebrodNo ratings yet
- Group 5 Swing Device (Type 1) : 1. Removal and Install of MotorDocument25 pagesGroup 5 Swing Device (Type 1) : 1. Removal and Install of MotorPhú Đinh QuốcNo ratings yet
- Group 3 Component SpecificationDocument1 pageGroup 3 Component SpecificationAndré TarginoNo ratings yet
- Group 2 Electrical Circuit: Dashboard Part Frame / Engine PartDocument7 pagesGroup 2 Electrical Circuit: Dashboard Part Frame / Engine PartAndré TarginoNo ratings yet
- Group 2 Operational Checks and TroubleshootingDocument3 pagesGroup 2 Operational Checks and TroubleshootingAndré TarginoNo ratings yet
- Group 4 Disassembly and Assembly: 1. TransmissionDocument22 pagesGroup 4 Disassembly and Assembly: 1. TransmissionAndré TarginoNo ratings yet
- GG004R00EHE - Introduced New Motor and Steering GearDocument2 pagesGG004R00EHE - Introduced New Motor and Steering GearAndré TarginoNo ratings yet
- Group 4 Connector DestinationDocument2 pagesGroup 4 Connector DestinationAndré TarginoNo ratings yet
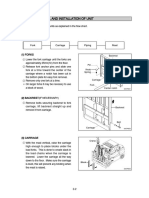
- Group 2 Removal and Installation of Unit: 1. MastDocument14 pagesGroup 2 Removal and Installation of Unit: 1. MastAndré TarginoNo ratings yet
- Group 2 Removal and Installation of Unit: 1. MastDocument14 pagesGroup 2 Removal and Installation of Unit: 1. MastAndré TarginoNo ratings yet
- Section 3 Power Train SystemDocument13 pagesSection 3 Power Train SystemAndré TarginoNo ratings yet
- Section 4 Brake SystemDocument32 pagesSection 4 Brake SystemAndré TarginoNo ratings yet
- Section 3 Power Train System Section 3 Power Train SystemDocument3 pagesSection 3 Power Train System Section 3 Power Train SystemAndré TarginoNo ratings yet
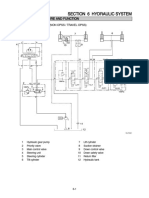
- Section 6 Hydraulic System: Group 1 Structure and FunctionDocument21 pagesSection 6 Hydraulic System: Group 1 Structure and FunctionAndré Targino100% (1)
- Group 3 Disassembly and Assembly: 1. Steering UnitDocument25 pagesGroup 3 Disassembly and Assembly: 1. Steering UnitAndré TarginoNo ratings yet
- Group 4 Removal and Installation: 1. ForksDocument10 pagesGroup 4 Removal and Installation: 1. ForksAndré TarginoNo ratings yet
- Section 3 Power Train SystemDocument47 pagesSection 3 Power Train SystemAndré TarginoNo ratings yet
- Group 2 Removal and Installation of Unit: 1. MastDocument16 pagesGroup 2 Removal and Installation of Unit: 1. MastAndré TarginoNo ratings yet
- Section 3 Power Train System: Group 1 Structure and OperationDocument18 pagesSection 3 Power Train System: Group 1 Structure and OperationAndré TarginoNo ratings yet
- Group 2 Operation and MaintenanceDocument11 pagesGroup 2 Operation and MaintenanceAndré TarginoNo ratings yet
- Group 2 Removal and Installation of Unit: 1. MastDocument21 pagesGroup 2 Removal and Installation of Unit: 1. MastAndré TarginoNo ratings yet
- Group 2 Removal and Installation of Unit: 1. MastDocument15 pagesGroup 2 Removal and Installation of Unit: 1. MastAndré TarginoNo ratings yet
- Section 3 Power Train SystemDocument4 pagesSection 3 Power Train SystemAndré TarginoNo ratings yet
- Group 2 Specifications: 1. General LocationsDocument8 pagesGroup 2 Specifications: 1. General LocationsAndré TarginoNo ratings yet
- Section 8 MastDocument5 pagesSection 8 MastAndré TarginoNo ratings yet
- Section 2 Removal & Installation of UnitDocument2 pagesSection 2 Removal & Installation of UnitAndré TarginoNo ratings yet
- Group 1 Safety Hints: D35ASF01Document4 pagesGroup 1 Safety Hints: D35ASF01André TarginoNo ratings yet
- CWXC 184 HuDocument37 pagesCWXC 184 HuMark Alvin JimenezNo ratings yet
- Telescopic CylinderDocument2 pagesTelescopic CylinderReference mapiyeNo ratings yet
- Turbocharger HolsetDocument2 pagesTurbocharger HolsetBoštjan ŠumenjakNo ratings yet
- Man Tge Product Catalogue DE PDFDocument70 pagesMan Tge Product Catalogue DE PDFAjiStwnNo ratings yet
- Shareable Report Lead - 6212123Document1 pageShareable Report Lead - 6212123HarDik PatelNo ratings yet
- Waukesha PL 5050 Partspucp WCBDocument22 pagesWaukesha PL 5050 Partspucp WCBsabasthianNo ratings yet
- EXTERNAL - Trucktechnic Slack Adjusters 2011Document15 pagesEXTERNAL - Trucktechnic Slack Adjusters 2011LUKASNo ratings yet
- Top Ten Reasons To Buy X4Document2 pagesTop Ten Reasons To Buy X4Diego martinez castellanosNo ratings yet
- JCBJS220LC PDFDocument20 pagesJCBJS220LC PDFJorgeAMoralesNo ratings yet
- OMER383787 Manual Operacion 5080G, 5090G and 5090GH Tractors InglesDocument268 pagesOMER383787 Manual Operacion 5080G, 5090G and 5090GH Tractors Inglesjuan100% (1)
- Combi - CB: Customised Handling SolutionsDocument2 pagesCombi - CB: Customised Handling Solutionsslawny77No ratings yet
- GTH-636 Spec 2015-2016Document2 pagesGTH-636 Spec 2015-2016GILMAR NIETONo ratings yet
- VIN Model Series/model Designation Order Number License PlateDocument3 pagesVIN Model Series/model Designation Order Number License PlateMed BazNo ratings yet
- İ Skenderun Organize Sanayi Bölgesi Sariseki Mah. Necati Özsoy Cad. Hatay/TurkeyDocument12 pagesİ Skenderun Organize Sanayi Bölgesi Sariseki Mah. Necati Özsoy Cad. Hatay/Turkeyaltug sunarNo ratings yet
- MTX 2802S Guide en v1p 0105Document6 pagesMTX 2802S Guide en v1p 0105sam77qNo ratings yet
- Technical Tip: Caliper Bushing Inspection & ReplacementDocument7 pagesTechnical Tip: Caliper Bushing Inspection & ReplacementYosun KarasuNo ratings yet
- Data Sheet B8R 4x2 Euro 6 en 2020Document4 pagesData Sheet B8R 4x2 Euro 6 en 2020Giuseppe AndrewNo ratings yet
- One HVAC System Covers Three Zones On 2014 Acura MDXDocument3 pagesOne HVAC System Covers Three Zones On 2014 Acura MDXGuillermo CondeNo ratings yet
- Facet Solid-State Electric Fuel PumpsDocument1 pageFacet Solid-State Electric Fuel PumpsTharindu Danushka NandalalNo ratings yet
- Estimate of HFO Booster Unit and HFODocument6 pagesEstimate of HFO Booster Unit and HFOMohammad MohiddinNo ratings yet
- Build Cart PDFDocument1 pageBuild Cart PDFmiche mcheNo ratings yet
- Flowrox LPP-D20 Technical Datasheet ENG 2017Document2 pagesFlowrox LPP-D20 Technical Datasheet ENG 2017Nishant AnandNo ratings yet