You might also like
- Mercedes - Benz Vito & V-Class Petrol & Diesel Models: Workshop Manual - 2000 - 2003From EverandMercedes - Benz Vito & V-Class Petrol & Diesel Models: Workshop Manual - 2000 - 2003Rating: 5 out of 5 stars5/5 (1)
- Mercedes-Benz Actros Fault Codes List PDFDocument48 pagesMercedes-Benz Actros Fault Codes List PDFHendra YadiNo ratings yet
- Diamond Pressure Washer ManualDocument40 pagesDiamond Pressure Washer ManualgeorgeNo ratings yet
- Manual Rodillo Compactador Series Ca250 Dynapac PDFDocument70 pagesManual Rodillo Compactador Series Ca250 Dynapac PDFMarcel Foshino Osorio Perez100% (1)
- Agilent 7694 Agilent Headspace ManualDocument157 pagesAgilent 7694 Agilent Headspace ManualJeff AboyerNo ratings yet
- Topcon CT-80 ManualDocument53 pagesTopcon CT-80 ManualFuadNo ratings yet
- Transmission REPAIR (ZF-WG161) : PART NO. 4034066 1300 SRM 1456Document124 pagesTransmission REPAIR (ZF-WG161) : PART NO. 4034066 1300 SRM 1456JIM CAMPBELLNo ratings yet
- Presentation Slide showQJ341 QJ241..ppsxDocument120 pagesPresentation Slide showQJ341 QJ241..ppsxdaniel100% (1)
- GLC2200 Graco Grease Autolube Module Timer ControllerDocument30 pagesGLC2200 Graco Grease Autolube Module Timer ControllerRiyan AditiaNo ratings yet
- MVB 140 16530-CDocument62 pagesMVB 140 16530-CKevin Milla100% (2)
- ISOBUS Operator's Manual For Software Revision 3.04: January 2015Document140 pagesISOBUS Operator's Manual For Software Revision 3.04: January 2015Michael BelodonNo ratings yet
- Cs 2172 WHDocument136 pagesCs 2172 WHdejanflojdNo ratings yet
- 357XPG (2007) User ManualDocument45 pages357XPG (2007) User Manualsalmo salarNo ratings yet
- Air Bag Handout PDFDocument102 pagesAir Bag Handout PDFinnomatheuNo ratings yet
- 385XP 385XPG 390XP 390XPG: Oper A Tor' S Manual Manuel D'utilisa TionDocument92 pages385XP 385XPG 390XP 390XPG: Oper A Tor' S Manual Manuel D'utilisa Tionpcha1968No ratings yet
- Manual D Series Iom Topworx en 82606Document69 pagesManual D Series Iom Topworx en 82606wilbervizaareNo ratings yet
- Eot Ibl Crane Yearly ChecksheetDocument3 pagesEot Ibl Crane Yearly ChecksheetAmit ThakurNo ratings yet
- V30ZMUDocument26 pagesV30ZMUmanuelsaenzNo ratings yet
- Packaging Equipment Maintenance Worksheet v2018.1Document5 pagesPackaging Equipment Maintenance Worksheet v2018.1Ahmad HamoudaNo ratings yet
- BL-BGD186-22-BL-BGD 186 Intelligent Krebs Stormer Viscometer 180719 PDFDocument12 pagesBL-BGD186-22-BL-BGD 186 Intelligent Krebs Stormer Viscometer 180719 PDFJesùs EscalonaNo ratings yet
- Eot Crane Monthly ChecksheetDocument4 pagesEot Crane Monthly ChecksheetAmit ThakurNo ratings yet
- Orion LULA Elevator Owner's ManualDocument16 pagesOrion LULA Elevator Owner's Manualolivier.bigouretNo ratings yet
- REO MECH Instructions Industrial Rebar Bender and Cutters 180812 WEB RtwebsiteDocument10 pagesREO MECH Instructions Industrial Rebar Bender and Cutters 180812 WEB RtwebsiteMahmoud AliNo ratings yet
- Manutenção Periódica K006 (H135FR H155FT) PDFDocument120 pagesManutenção Periódica K006 (H135FR H155FT) PDFvitor rodriguesNo ratings yet
- Agilent 7694 Headspace SamplerDocument157 pagesAgilent 7694 Headspace SamplerSalva NmendozaNo ratings yet
- MicroGuard 500 Series - New BackgroundDocument11 pagesMicroGuard 500 Series - New Backgroundjulio cesarNo ratings yet
- mj15 ManualDocument14 pagesmj15 ManualNizar TarunaNo ratings yet
- 1003 A2 en ManualDocument19 pages1003 A2 en Manualaisha bstiNo ratings yet
- Silver Crest Ucr Kh2166Document34 pagesSilver Crest Ucr Kh2166benper2No ratings yet
- 16preventive Maintenace CheckpointsDocument3 pages16preventive Maintenace CheckpointsWajaht AliNo ratings yet
- Q800 Sop PDFDocument4 pagesQ800 Sop PDFSheikh ShoaibNo ratings yet
- 9852 1398 01a Maintenance Instructions COP 1532Document18 pages9852 1398 01a Maintenance Instructions COP 1532Helver Mauricio Valbuena FarfanNo ratings yet
- AceMicromatic Group Machine Restart GuideDocument56 pagesAceMicromatic Group Machine Restart Guideshri mayuramNo ratings yet
- EUROKLAV-29VS+ ManualDocument58 pagesEUROKLAV-29VS+ ManualpagulahaNo ratings yet
- Orion Owners Manual 000586Document16 pagesOrion Owners Manual 000586mohammedalathwaryNo ratings yet
- Model SRX-101A: Operation ManualDocument31 pagesModel SRX-101A: Operation ManualSebastian SamolewskiNo ratings yet
- 23vs 29vs 技术说明Document58 pages23vs 29vs 技术说明Harper zne CamillaNo ratings yet
- 4 Guage SyncDocument2 pages4 Guage Syncsjanakabandara31No ratings yet
- QMB 10-25 - Mar 91 - Version A - 50033-100Document19 pagesQMB 10-25 - Mar 91 - Version A - 50033-100Nelia ShkutNo ratings yet
- Ops Maintenance PDFDocument45 pagesOps Maintenance PDFanggie100% (1)
- Operation and Maintenance ManualDocument75 pagesOperation and Maintenance ManualJavierSanchez100% (2)
- Aliyiqi AWM DatasheetDocument8 pagesAliyiqi AWM DatasheetRosmery Solis QuispeNo ratings yet
- Chapter 3. Procedures Before Starting Section 1. Safety Safety Instructions Emergency ExitDocument18 pagesChapter 3. Procedures Before Starting Section 1. Safety Safety Instructions Emergency ExitPeetNo ratings yet
- Manual CarrierDocument154 pagesManual CarrierJuan Carlos Chapoñan Silva100% (1)
- CS76 Before OperationDocument4 pagesCS76 Before OperationJosé Carlos CarvalhoNo ratings yet
- Manual Sail 2010Document23 pagesManual Sail 2010Juanxo Kerrigan Apaza FloresNo ratings yet
- IT62G Integrated Toolcarrier and 950G and 962G Wheel Loaders-Before OperationDocument7 pagesIT62G Integrated Toolcarrier and 950G and 962G Wheel Loaders-Before OperationRODOLFO ESTEBAN VARGAS TORONo ratings yet
- ManualDocument12 pagesManualmarketingcmgaliciaNo ratings yet
- 5955-5398 Hydrogen Safety GuideDocument10 pages5955-5398 Hydrogen Safety Guidehao.zhang.mceNo ratings yet
- Wolf Sanoclav Sterilizer KL, TKL-MCS - User Manual-1Document10 pagesWolf Sanoclav Sterilizer KL, TKL-MCS - User Manual-1DirkNo ratings yet
- Moog ServoValves 72series Catalog enDocument20 pagesMoog ServoValves 72series Catalog enChristopher YsitNo ratings yet
- Alpm F232073Document84 pagesAlpm F232073Jacob Valente MNo ratings yet
- ATH Series Digital Spring TesterDocument7 pagesATH Series Digital Spring TesterAldo MaranonNo ratings yet
- Drum Agitator: Instructions - Parts ListDocument22 pagesDrum Agitator: Instructions - Parts ListXavier MorenoNo ratings yet
- Oper Ator S ManualDocument40 pagesOper Ator S ManualAnonymous 8sKhRMpNo ratings yet
- Kalmar Montacargas DCE 90-180, DCE 70-32E3-70-35E Workshop Manual (PDF - Io) (1) (051-100)Document50 pagesKalmar Montacargas DCE 90-180, DCE 70-32E3-70-35E Workshop Manual (PDF - Io) (1) (051-100)ValeriNo ratings yet
- Speci-Mix Aliquot Mixer 26100Document11 pagesSpeci-Mix Aliquot Mixer 26100Rumy CascoNo ratings yet
- Qdoc - Tips Volvo g930 Motor Grader Service Repair ManualpdfDocument16 pagesQdoc - Tips Volvo g930 Motor Grader Service Repair ManualpdfLarzon Rodriguez0% (1)
- 209322824-Msf-300-Air-Compressor 2Document36 pages209322824-Msf-300-Air-Compressor 2Ihsan Daniela SadıkoğluNo ratings yet
- Technical Manual: RTS Automatic Transfer SwitchDocument28 pagesTechnical Manual: RTS Automatic Transfer SwitchKrīztīän TörrësNo ratings yet
- Moeller NZM1-4 PDFDocument175 pagesMoeller NZM1-4 PDFdmeinhapimNo ratings yet
- Past Simple and Past ContinuousDocument11 pagesPast Simple and Past ContinuousJimmy Halldemar Espinel OrdoñezNo ratings yet
- Vikash Project ReportDocument45 pagesVikash Project ReportAryan KumarNo ratings yet
- Dc-Switch With Knife ContactsDocument12 pagesDc-Switch With Knife ContactsMiheyxNo ratings yet
- Bremas Conmutador CQ - SeriesDocument20 pagesBremas Conmutador CQ - Seriesenicolas2No ratings yet
- M11 Circuit Diagram (Manual)Document130 pagesM11 Circuit Diagram (Manual)Vasiliy PupkinNo ratings yet
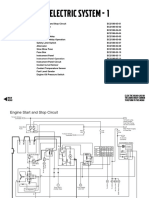
- Electric System - 1: Master Switch Battery RelayDocument18 pagesElectric System - 1: Master Switch Battery RelayLeopoldo Del Campo100% (5)
- CM812 Troubleshooting Flow Chart BDocument2 pagesCM812 Troubleshooting Flow Chart BYoSelf UbigDummyNo ratings yet
- Shri Sant Tukaram Sahakari Sakhar Karkhana LTDDocument3 pagesShri Sant Tukaram Sahakari Sakhar Karkhana LTDdipawanshNo ratings yet
- BGB3212 5uDocument18 pagesBGB3212 5ukoshen raoNo ratings yet
- LFL1Document13 pagesLFL1Thiago FernandesNo ratings yet
- HITACHI EX1900-5 EXCAVATOR Service Repair Manual PDFDocument57 pagesHITACHI EX1900-5 EXCAVATOR Service Repair Manual PDFfjjskekkdmem0% (1)
- Manual HRN-43 43NDocument2 pagesManual HRN-43 43NArtem MarchenkoNo ratings yet
- LME EV3 Coding Activities 1.1 en GBDocument217 pagesLME EV3 Coding Activities 1.1 en GBdamarcrazyNo ratings yet
- Notice Terméo Nap' V1.1 GBDocument16 pagesNotice Terméo Nap' V1.1 GBAdrian DavidNo ratings yet
- Electrical Data SheetDocument5 pagesElectrical Data Sheetrajpre1213100% (1)
- SeriesR50 PDFDocument1 pageSeriesR50 PDFFélix Adilson ElíasNo ratings yet
- Electrical Equipment: Airbags and PretensionersDocument90 pagesElectrical Equipment: Airbags and PretensionersAtti PozsonyNo ratings yet
- Universal Bugomatic With AHC LIT UBOM AHC IPM 0211Document32 pagesUniversal Bugomatic With AHC LIT UBOM AHC IPM 0211revelkNo ratings yet
- Hydraulically Operated Skylight Final ReportDocument33 pagesHydraulically Operated Skylight Final Reportmohan4175100% (1)
- Apcy-P Series: Screw ChillersDocument48 pagesApcy-P Series: Screw ChillersThe Ka1serNo ratings yet
- Power System ProtectionDocument110 pagesPower System ProtectionNewCandle100% (3)
- V90 KatalogDocument24 pagesV90 KatalogErdincNo ratings yet
- 3 Way and 4 Way Switches WorksheetDocument2 pages3 Way and 4 Way Switches WorksheetMinor100% (1)
- Circuit DiagramssDocument52 pagesCircuit DiagramssAlanNo ratings yet
- ElectronicsDocument18 pagesElectronicsSrinjay BhattacharyaNo ratings yet
- Manual Premium Pro 700 Bis 3000 VADocument28 pagesManual Premium Pro 700 Bis 3000 VAshuecoNo ratings yet
- DLL - Science 5 - Q3 - W7Document7 pagesDLL - Science 5 - Q3 - W7danicaNo ratings yet