You might also like
- HVAC Duct & Fittings Area Calculation Formulas ??Document12 pagesHVAC Duct & Fittings Area Calculation Formulas ??Naqqash Sajid100% (2)
- Piecewise GraphDocument11 pagesPiecewise GraphJennilyn Saliendra Mendoza100% (5)
- TEM-En-001-00 - Spring Support Data SheetDocument2 pagesTEM-En-001-00 - Spring Support Data SheetPhilippe AlexandreNo ratings yet
- Condenser DesignDocument1 pageCondenser DesignNaqqash SajidNo ratings yet
- 175 170200Document2 pages175 170200Vijay BhaleraoNo ratings yet
- Branch Reinforcement - ASME 31.1Document8 pagesBranch Reinforcement - ASME 31.1zakir84md3639No ratings yet
- Is 11006 2011 PDFDocument16 pagesIs 11006 2011 PDFAnantha NarayananNo ratings yet
- Innovative In-Situ Repair of A High Temperature Steam Super Heater CoilDocument13 pagesInnovative In-Situ Repair of A High Temperature Steam Super Heater Coilvaratharajan g r100% (1)
- WPS GF170 As 1554.6Document1 pageWPS GF170 As 1554.6Syed Mahmud Habibur Rahman100% (1)
- A Detailed Lesson PlanDocument5 pagesA Detailed Lesson PlanIsaac-elmar Agtarap74% (23)
- WWW .Abs Fir E.it: Vertical Foam Bladder TankDocument4 pagesWWW .Abs Fir E.it: Vertical Foam Bladder TankJorge InostrozaNo ratings yet
- Nozzle Repad PDFDocument1 pageNozzle Repad PDFChiheb KaanicheNo ratings yet
- Steam BoilerDocument3 pagesSteam BoilerMohammad AzlanNo ratings yet
- Review and Suggestion On Addition of AHRI Standards in Technical Specification of AHUDocument15 pagesReview and Suggestion On Addition of AHRI Standards in Technical Specification of AHUsukhdeep singh100% (1)
- Throttling Characteristics of Multi-Hole Orifice in Multi Stage AssemblyDocument13 pagesThrottling Characteristics of Multi-Hole Orifice in Multi Stage AssemblyGuglielmoNo ratings yet
- Post Weld Heat Treatment Procedure: Doc No: STS/QAC/SOP/12Document18 pagesPost Weld Heat Treatment Procedure: Doc No: STS/QAC/SOP/12mohd as shahiddin jafriNo ratings yet
- Scope of Supply T60Document25 pagesScope of Supply T60cmaduroheNo ratings yet
- EMERSON Standard COATING SPECIFICATIONDocument9 pagesEMERSON Standard COATING SPECIFICATIONYadir SánchezNo ratings yet
- Material Information Sheet For Plates: Erndtebrücker EisenwerkDocument2 pagesMaterial Information Sheet For Plates: Erndtebrücker EisenwerkAhmad KamilNo ratings yet
- Schematic Diagram For Hydrotest.Document1 pageSchematic Diagram For Hydrotest.vsNo ratings yet
- Univeral WPS For Pipe To Plate Fillet Welding (6800009)Document1 pageUniveral WPS For Pipe To Plate Fillet Welding (6800009)Ibrahim shaikNo ratings yet
- API 5L GR.B SteelDocument2 pagesAPI 5L GR.B SteelYosua Rielys PNo ratings yet
- Ucs 56Document1 pageUcs 56enemesio_85100% (1)
- HeaterDocument4 pagesHeaterManoloEskobarNo ratings yet
- Astm A179 PDFDocument1 pageAstm A179 PDFgaminNo ratings yet
- Is 6044 1-2013Document17 pagesIs 6044 1-2013tapas bera0% (1)
- Ewf - Technical Sheet - Calculation of Preheat Temperature For Butt WeldsDocument1 pageEwf - Technical Sheet - Calculation of Preheat Temperature For Butt WeldsDries VandezandeNo ratings yet
- 025 - Guard Zinc Phosphate Epoxy PrimerDocument3 pages025 - Guard Zinc Phosphate Epoxy PrimerBalgo BalgobinNo ratings yet
- Toaz - Info Lifting Lug Calculation On Dish End PRDocument156 pagesToaz - Info Lifting Lug Calculation On Dish End PRandry4jcNo ratings yet
- DCP Nde DV 297 HLT 01Document7 pagesDCP Nde DV 297 HLT 01Chandrasekhar mishraNo ratings yet
- Fouling Factor PDFDocument84 pagesFouling Factor PDFSekar SankarNo ratings yet
- TDC 003 - SS Pipes - r0Document1 pageTDC 003 - SS Pipes - r0samkarthik47No ratings yet
- Checklist For SiteDocument4 pagesChecklist For Sitemuk3128No ratings yet
- Report of Ultrasonic Flaw Detection Test of Weld JointDocument1 pageReport of Ultrasonic Flaw Detection Test of Weld Jointkevin desai100% (1)
- GMAWDocument12 pagesGMAWsushant47No ratings yet
- مواصفات التكييفDocument54 pagesمواصفات التكييفoth369No ratings yet
- TBE-Pressure Vessel Standard TemplateDocument4 pagesTBE-Pressure Vessel Standard TemplateSiva baalanNo ratings yet
- Anodes in Cooling Water Exchangers PDFDocument12 pagesAnodes in Cooling Water Exchangers PDFcbrittaivNo ratings yet
- Seamless Steel Line Pipe Seamless Steel Line Pipe: Pipes & Tubes Pipes & TubesDocument8 pagesSeamless Steel Line Pipe Seamless Steel Line Pipe: Pipes & Tubes Pipes & TubesMoh'd MansourNo ratings yet
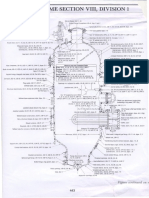
- Asme Guide For Sec Viii Div 1Document1 pageAsme Guide For Sec Viii Div 1siddharth pawarNo ratings yet
- Pressure VesselsDocument14 pagesPressure VesselsChevronelleNo ratings yet
- ASTM B619 B619M 17aDocument6 pagesASTM B619 B619M 17aAbdülHak ÖZkaraNo ratings yet
- T12026 SACM 0002 N 0 - ProposalDocument81 pagesT12026 SACM 0002 N 0 - ProposalSubrata DasNo ratings yet
- FS 3302 - FS-Temperature Transmitter (Electronic)Document10 pagesFS 3302 - FS-Temperature Transmitter (Electronic)Binu ManiNo ratings yet
- PIPE SUPPORT-STR - Welding Inspection ReportDocument1 pagePIPE SUPPORT-STR - Welding Inspection ReportBWQNo ratings yet
- ASME 2046-2 - 2046-2 Pneumatic Testing of Pressure Vesels, UG-90 (C) (2) Section VIII, Division 1Document1 pageASME 2046-2 - 2046-2 Pneumatic Testing of Pressure Vesels, UG-90 (C) (2) Section VIII, Division 1Mike DukasNo ratings yet
- Econ Gate Valve Cast Iron Bronze Trim ANSI Class 125 Fig. 1800Document1 pageEcon Gate Valve Cast Iron Bronze Trim ANSI Class 125 Fig. 1800ChristianGuerreroNo ratings yet
- Stack Fabrication: NIOEC-SP-20-04Document8 pagesStack Fabrication: NIOEC-SP-20-04Ak OraNo ratings yet
- 02 Torgy Thermal Supports Mar11 PDFDocument26 pages02 Torgy Thermal Supports Mar11 PDFkonainglincho001No ratings yet
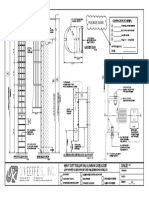
- Cage Ladder PDFDocument1 pageCage Ladder PDFyounes1980No ratings yet
- Project HSE Requirements ManualDocument14 pagesProject HSE Requirements ManualHamid MansouriNo ratings yet
- TCVN 9385 - 2012 - BS 6651 - 1999 - 998433 EN VerDocument118 pagesTCVN 9385 - 2012 - BS 6651 - 1999 - 998433 EN VerNam NguyenNo ratings yet
- 1 Heat Exchanger VDFDocument26 pages1 Heat Exchanger VDFPablo TorresNo ratings yet
- WEP Standard For Reference OnlyDocument37 pagesWEP Standard For Reference OnlyKiran NikateNo ratings yet
- Gtaw NC Ii TR PDFDocument62 pagesGtaw NC Ii TR PDFRocz RocoNo ratings yet
- Prorox WM 960 Sa PDFDocument1 pageProrox WM 960 Sa PDFr afriantoNo ratings yet
- Body Flanges On Shells: (Name and Address of Manufacturer)Document3 pagesBody Flanges On Shells: (Name and Address of Manufacturer)David SantosNo ratings yet
- KOC-P-005 Rev. 2Document36 pagesKOC-P-005 Rev. 2Hari KrishnanNo ratings yet
- Procedure Qualification Record (PQR) FormDocument1 pageProcedure Qualification Record (PQR) FormEarl HarbertNo ratings yet
- TEMA Eighth Edition - ClarificationsDocument13 pagesTEMA Eighth Edition - ClarificationsJerome100% (1)
- 2019-5 TechPresentation BeachDocument141 pages2019-5 TechPresentation Beachaneeshta100% (1)
- WPS - 0601 00112 01 PDFDocument1 pageWPS - 0601 00112 01 PDFAnonymous zzMwR2aNNo ratings yet
- PQR Format PDFDocument2 pagesPQR Format PDFHarshit Adwani100% (2)
- Arl-Al - WPS-001 PDFDocument2 pagesArl-Al - WPS-001 PDFrajuajiNo ratings yet
- Dha Store Floor PlanDocument2 pagesDha Store Floor PlanNaqqash SajidNo ratings yet
- Senva CO CoverageDocument1 pageSenva CO CoverageNaqqash SajidNo ratings yet
- Election Results Circular NOV 07, 2023Document4 pagesElection Results Circular NOV 07, 2023Naqqash SajidNo ratings yet
- Commodity ClassificationsDocument24 pagesCommodity ClassificationsNaqqash SajidNo ratings yet
- Slant Fin Engineering DataDocument2 pagesSlant Fin Engineering DataNaqqash SajidNo ratings yet
- Pacheco Home Residence Drawings-EssentialsDocument4 pagesPacheco Home Residence Drawings-EssentialsNaqqash SajidNo ratings yet
- Project SummaryDocument10 pagesProject SummaryNaqqash SajidNo ratings yet
- Design DataDocument283 pagesDesign DataNaqqash SajidNo ratings yet
- International Journal of Heat and Mass Transfer: B.K. Hardik, P.K. Baburajan, S.V. PrabhuDocument17 pagesInternational Journal of Heat and Mass Transfer: B.K. Hardik, P.K. Baburajan, S.V. PrabhuNaqqash SajidNo ratings yet
- Eco-Smart HEPA ERV: Best Indoor Air For YouDocument1 pageEco-Smart HEPA ERV: Best Indoor Air For YouNaqqash SajidNo ratings yet
- Energy Audit ReportDocument22 pagesEnergy Audit ReportNaqqash SajidNo ratings yet
- AD10B AD10B: E4 Intake at West Areaway E4 Intake at West AreawayDocument24 pagesAD10B AD10B: E4 Intake at West Areaway E4 Intake at West AreawayNaqqash SajidNo ratings yet
- Enhancement of Heat Transfer Coefficient Through Helical CoilDocument5 pagesEnhancement of Heat Transfer Coefficient Through Helical CoilNaqqash SajidNo ratings yet
- Helical Coil Length - UpdDocument2 pagesHelical Coil Length - UpdNaqqash SajidNo ratings yet
- ,,,,,,,,,,,,, Heat Transfer Coefficient Input ParametersDocument2 pages,,,,,,,,,,,,, Heat Transfer Coefficient Input ParametersNaqqash SajidNo ratings yet
- Huayi Compressor CMLT90LD N R404A 115 60Document2 pagesHuayi Compressor CMLT90LD N R404A 115 60Naqqash SajidNo ratings yet
- Project 2: The Capital Asset Pricing Model and Portfolio TheoryDocument11 pagesProject 2: The Capital Asset Pricing Model and Portfolio TheoryNaqqash SajidNo ratings yet
- General Demolition Notes: Mercy Hall RenovationDocument17 pagesGeneral Demolition Notes: Mercy Hall RenovationNaqqash SajidNo ratings yet
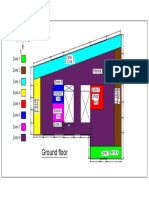
- Ground Floor: N E W S Zone 3 4.1x54.7 Internal Zone 1 Zone 2 Zone 3 Zone 4 Zone 5 Zone 6 Zone 7 Zone 8Document1 pageGround Floor: N E W S Zone 3 4.1x54.7 Internal Zone 1 Zone 2 Zone 3 Zone 4 Zone 5 Zone 6 Zone 7 Zone 8Naqqash SajidNo ratings yet
- Comparsion of Existing System and New SystemDocument4 pagesComparsion of Existing System and New SystemNaqqash SajidNo ratings yet
- Report FinalDocument99 pagesReport FinalNaqqash SajidNo ratings yet
- Load CalculationDocument13 pagesLoad CalculationNaqqash SajidNo ratings yet
- Evaporator DesignDocument1 pageEvaporator DesignNaqqash SajidNo ratings yet
- Load Calculation NewDocument13 pagesLoad Calculation NewNaqqash SajidNo ratings yet
- ANSYS® ASAS™ Version 14.04 ANSYS® AQWA™ Version 5.7A Femsys™ FEMGV™ Version 7.0-05 Release NotesDocument12 pagesANSYS® ASAS™ Version 14.04 ANSYS® AQWA™ Version 5.7A Femsys™ FEMGV™ Version 7.0-05 Release Notesbr1404No ratings yet
- MM ModelsDocument14 pagesMM ModelsLuca PilottiNo ratings yet
- Introduction To Engineering Design and Problem SolvingDocument244 pagesIntroduction To Engineering Design and Problem SolvingVal RibeiroNo ratings yet
- The Rosicrucian MassDocument5 pagesThe Rosicrucian Masskcrisco1No ratings yet
- TSLA PatentDocument10 pagesTSLA PatentCharles GrossNo ratings yet
- Multiplication Worksheet - Multiplying (1 To 9) by 3 (36 Questions)Document20 pagesMultiplication Worksheet - Multiplying (1 To 9) by 3 (36 Questions)PedroC NERVNo ratings yet
- Grid Installation ErrorsDocument29 pagesGrid Installation ErrorsNagaratna ReddyNo ratings yet
- Uses and Harms of EM WavesDocument20 pagesUses and Harms of EM WavesKarmelo LazaroNo ratings yet
- EE 445L - Embedded System Design Lab: Interrupts Software Style Guidelines DebuggingDocument44 pagesEE 445L - Embedded System Design Lab: Interrupts Software Style Guidelines DebuggingshivaspyNo ratings yet
- Desing For Flying Probe Testing PDFDocument30 pagesDesing For Flying Probe Testing PDFvillanegraNo ratings yet
- Index of Hydrogen DeficiencyDocument34 pagesIndex of Hydrogen DeficiencyKiran BhedaNo ratings yet
- Intermediate Algebra For College Students 7Th Edition Blitzer Test Bank Full Chapter PDFDocument68 pagesIntermediate Algebra For College Students 7Th Edition Blitzer Test Bank Full Chapter PDFBryanEdwardsmqtj100% (10)
- LatestlogDocument7 pagesLatestlogrhianm.bayaNo ratings yet
- Release Strategy For PR PO 1670020315Document26 pagesRelease Strategy For PR PO 1670020315Dalil HbyNo ratings yet
- Mineralogical Evolution of Cement Pastes at Early Ages BasedDocument8 pagesMineralogical Evolution of Cement Pastes at Early Ages BasedHamed HamidpourNo ratings yet
- FP5003 V06-LF1Document21 pagesFP5003 V06-LF1ankit407No ratings yet
- Aerobee 150A - Vought Astronautics Report AST E1R-13319Document46 pagesAerobee 150A - Vought Astronautics Report AST E1R-13319Ramón Omar Córdova MuñozNo ratings yet
- Le BIRT Expert's Guide To BIRT Best PracticesDocument43 pagesLe BIRT Expert's Guide To BIRT Best PracticesLe BIRT Expert100% (1)
- Title of Project: A Report OnDocument8 pagesTitle of Project: A Report OnKetan KundiyaNo ratings yet
- Pig Sig IVDocument7 pagesPig Sig IVsebas_vNo ratings yet
- Structure DRAM (Micron)Document60 pagesStructure DRAM (Micron)Roomy GothamNo ratings yet
- Application of Derivatives in Biomathematics PDFDocument4 pagesApplication of Derivatives in Biomathematics PDFhafeez ahmed0% (1)
- Three Phase Fault Analysis With Autoreset For Temporary Fault and Trip For Permanent FaultDocument27 pagesThree Phase Fault Analysis With Autoreset For Temporary Fault and Trip For Permanent Faultrock starNo ratings yet
- Summer Holiday Assignment Math AIHL IB 1, May June 2022Document16 pagesSummer Holiday Assignment Math AIHL IB 1, May June 2022Tanisha JainNo ratings yet
- Exercise 1 Solve The Following and Check With The Answers Given at The EndDocument18 pagesExercise 1 Solve The Following and Check With The Answers Given at The EndArunachalam NarayananNo ratings yet
- AutoclaveDocument18 pagesAutoclaveGorwadiya_Hite_1818No ratings yet
- Linear Survey ReportDocument4 pagesLinear Survey ReportMbabazi IvanNo ratings yet
- Udayagiri, SPSR Nellore Dist. (A.P) - 524 226: Title of The Subject: Comprehensive Viva-Voce-IIIDocument12 pagesUdayagiri, SPSR Nellore Dist. (A.P) - 524 226: Title of The Subject: Comprehensive Viva-Voce-IIIsiddam maheshNo ratings yet