Ref.
No VEW-PRD-P-03
Rev. No 02
VEW Procedure for Rework Date of Rev. 26.09.2022
Page No. 1 of 2
1.0 Purpose
To Establish a documented procedure to ensure that the rework confirmation in accordance with the control
plan or relevant documented information to verify compliance to original specifications..
2.0 Scope
This is applicable to:
Identification of defects for rework,
Re-Inspection of reworked parts as per Control Plan
Rework risk analysis (FMEA)
Retain the documented information
3.0 References
Nil
4.0 Definitions
Compliances with original Specification
5.0 Responsibilities
Quality I/c is responsible for the identification defects for rework, Re-Inspection after rework & Retain the documented
Information
Production I/c is responsible for to get original specification -Rework
6.0 Process Inputs
Input Description Source Reference (if any)
PFMEA for Rework Quality I/c
Control Plan Quality I/c
SOP/ WI Production I/c
7.0 Process Description:
S No. Activity Responsibilit Reference (if any)
y
7.1 Identify the defects through the Stage wise inspection and mark “X” Quality I/c Q Chart
for Rework by Quality Inspector, same handover to production
supervisor of each section with documented information through Q
Chart
7.2 Rework will be done for following defects: Production NCRegister
- Dent, Scratches, Slot dent, Burrs, Rivet position variations, I/c & Zone VEW/QA/R/01
cutting damages Leader
- Powder coating defects
- Lock loose/ cross fitment in assembly
- Stopper loose / cross fitment in assembly
- Sliding tight in assembly
- Wiper gap variations in assembly
- Sealant finishing uneven & sealant gap
- Removal of broken Tap.
7.2 Reworked defects will be shown to the operator during rework and Quality N C Register
retained as limit defined
7.4 Risk Analysis /Rework PFMEA will study the nature of rework to be Production PFMEA for
carried out. Production & Quality personal will study rework defects I/c rework
and take necessary action for rework based on nature of rework.
Procedure for Rework Ref. No VEW-PRD-P-03
VEW
� Rev. No 02
Date of Rev. 26.09.2022
Page No. 2 of 2
7.5 Take approval from Quality I/c or Customer if required Production
I/c
7.6 Based on requirement production zone leader /operator will carry out Quality I/c
rework on “X “Marked defects and offer it to quality personnel for re- &Production
inspection. I/c
7.7 Quality I/c recheck the “X” mark defects as per check list and re- Quality I/c Re-inspection in
inspection status will maintained Rework &
Repaired register
7.8 Take Approval from MP after rework done, If not approved, repeat the Quality I/c Re-inspection in
above points Rework &
Repaired register
7.9 Identify the reworked parts & maintained the traceability of reworked Quality I/c Re-inspection in
parts, Take customer approval before commencing the rework of the Rework &
product Repaired register
7.10 If rework done for any new defects, same defects updated in this Quality I/c & Rework PFMEA
procedure in Sl. No.7.2 and Rework PFMEA Production
I/c
7.11 All reworked parts will be rechecked / re-inspected and status will be Quality I/c & Rework Tracking
documented in Rework Tracking Register Production register
I/c VEW/QA/R/03
7.12 On daily bases rework tracking register will be reviewed and updated QMS Rework Tracking
if rework done Coordinator register
& Quality I/c
8.0 Process Outputs
Output Description To Reference (if any)
Re-inspection in Rework & Repaired register Quality I/c
PFMEA for Rework – Risk analysis Production & Quality
Rework Tracking register Production & Quality VEW/QA/R/03
9.0 Key Performance Indicators
Indicator details Review frequency Reference (if any)
Reduce the rework Every month Production KPI
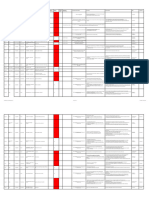
10.0 Revision History:
Revision no. Effective Date Author Change Description
00 01.04.2018 New release
01 08.12.2021 Production I/c New Rework defects added in 7.2 and 7.10 added for Rework
PFMEA review and updation requirements added
02 26.09.2022 Quality I/c Rework system review mechanism added
Prepared By Approved By
& Date & Date