0% found this document useful (0 votes)
26 views1 page#2 Line Balancing August 2025
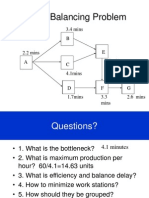
The document discusses the demand for cell phones in a production company, detailing a requirement of 2600 units per 12-hour shift with an 88% efficiency rate. It provides individual workstation cycle times and outlines tasks related to identifying bottleneck stations, balancing the assembly line, and calculating line efficiency. The document emphasizes the importance of re-evaluating the assembly line after initial balancing to determine new bottlenecks and efficiency levels.
Uploaded by
Mojery MohauCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PDF, TXT or read online on Scribd
0% found this document useful (0 votes)
26 views1 page#2 Line Balancing August 2025
The document discusses the demand for cell phones in a production company, detailing a requirement of 2600 units per 12-hour shift with an 88% efficiency rate. It provides individual workstation cycle times and outlines tasks related to identifying bottleneck stations, balancing the assembly line, and calculating line efficiency. The document emphasizes the importance of re-evaluating the assembly line after initial balancing to determine new bottlenecks and efficiency levels.
Uploaded by
Mojery MohauCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PDF, TXT or read online on Scribd