You might also like
- UNIT 8: High Energy Rate Forming (HERF) ProcessesDocument9 pagesUNIT 8: High Energy Rate Forming (HERF) ProcessesLeo Dev WinsNo ratings yet
- UNIT 8: High Energy Rate Forming (HERF) ProcessesDocument9 pagesUNIT 8: High Energy Rate Forming (HERF) ProcessesLeo Dev WinsNo ratings yet
- Phase DiagramsDocument39 pagesPhase DiagramsLeo Dev WinsNo ratings yet
- UNIT 8: High Energy Rate Forming (HERF) ProcessesDocument9 pagesUNIT 8: High Energy Rate Forming (HERF) ProcessesLeo Dev WinsNo ratings yet
- UNIT 8: High Energy Rate Forming (HERF) ProcessesDocument9 pagesUNIT 8: High Energy Rate Forming (HERF) ProcessesLeo Dev WinsNo ratings yet
- Industrial Management Notes - Copy1Document50 pagesIndustrial Management Notes - Copy1Leo Dev WinsNo ratings yet
- Chatter in Machine ToolsDocument21 pagesChatter in Machine ToolsLeo Dev WinsNo ratings yet
- Sheet Metal Forming ProcessesDocument51 pagesSheet Metal Forming ProcessesLeo Dev WinsNo ratings yet
- Orthographic Projection: Review: Projections Orthographic ProjectionsDocument47 pagesOrthographic Projection: Review: Projections Orthographic ProjectionsLeo Dev WinsNo ratings yet
- 06 Sheet-Metal FormingDocument60 pages06 Sheet-Metal FormingManjunatha Babu N.sNo ratings yet
- Vernier and MicrometerDocument9 pagesVernier and MicrometerLeo Dev WinsNo ratings yet
- Ch16 Sheet-Metal FormingDocument67 pagesCh16 Sheet-Metal FormingGopal JetaniNo ratings yet
- Concurrent Engineering PDFDocument9 pagesConcurrent Engineering PDFLeo Dev WinsNo ratings yet
- Integrating PHP With Embedded System PDFDocument115 pagesIntegrating PHP With Embedded System PDFoptimistic_harish100% (1)
- DrillingDocument27 pagesDrillingLeo Dev WinsNo ratings yet
- Sheet-Metal Forming ProcessesDocument56 pagesSheet-Metal Forming Processesenverkara80No ratings yet
- WeldingDocument16 pagesWeldingLeo Dev WinsNo ratings yet
- Cutting ToolsDocument60 pagesCutting ToolspraveenmeskitNo ratings yet
- Milling Cutter NomenclatureDocument3 pagesMilling Cutter NomenclatureKhabir Islam50% (4)
- Slip GaugesDocument37 pagesSlip GaugesLeo Dev WinsNo ratings yet
- Gear Mfg.Document19 pagesGear Mfg.shashiNo ratings yet
- Milling Operations and Types of MillingDocument33 pagesMilling Operations and Types of MillingLeo Dev WinsNo ratings yet
- Milling MachineDocument104 pagesMilling MachineHarish MurthyNo ratings yet
- Non Traditional MachiningDocument17 pagesNon Traditional MachiningLeo Dev WinsNo ratings yet
- Non Traditional MachiningDocument17 pagesNon Traditional MachiningLeo Dev WinsNo ratings yet
- Milling Operations and Types of MillingDocument33 pagesMilling Operations and Types of MillingLeo Dev WinsNo ratings yet
- Milling and Compound InxexingDocument20 pagesMilling and Compound InxexingLeo Dev WinsNo ratings yet
- Lathe Machine GuideDocument22 pagesLathe Machine GuideAhmed Kamal100% (1)
- Lathe OperationsDocument93 pagesLathe OperationsLeo Dev WinsNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5794)
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (399)
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (894)
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (73)
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (344)
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (587)
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2219)
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1090)
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (119)
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- VW Lupo Heating Air Conditioning EngDocument139 pagesVW Lupo Heating Air Conditioning Engfacosta.folio1No ratings yet
- Manitowoc Fleet PMS Kit - Manitowoc CranesDocument3 pagesManitowoc Fleet PMS Kit - Manitowoc CranesRoland CullaNo ratings yet
- Harga Ducting (USA)Document14 pagesHarga Ducting (USA)titieNo ratings yet
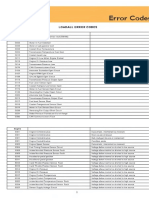
- Error Code?: Loadall CodesDocument15 pagesError Code?: Loadall CodesPavlo Artemenko100% (7)
- Wedgiesledplan 1Document6 pagesWedgiesledplan 1EmmetNo ratings yet
- Mech Drawings PDFDocument22 pagesMech Drawings PDFpawanNo ratings yet
- Oml and Omm Orbital Motors Repair InstructionsDocument16 pagesOml and Omm Orbital Motors Repair Instructionsjose manuel barroso pantojaNo ratings yet
- Electrical Installation and Maintenance Test I. Multiple Choice. Choose The Correct AnswerDocument4 pagesElectrical Installation and Maintenance Test I. Multiple Choice. Choose The Correct AnswerMark Edison Mirando50% (2)
- Metastream TSC Coupling IOMDocument4 pagesMetastream TSC Coupling IOMthanhphamNo ratings yet
- Screens 1Document8 pagesScreens 1JimmyRoseNo ratings yet
- Spec Plummer Block BearingDocument2 pagesSpec Plummer Block BearingSithipol PoprayoonNo ratings yet
- Parts Catalog 500 Series 2011 - EVDocument93 pagesParts Catalog 500 Series 2011 - EVdede chandraNo ratings yet
- 2016 Sac Latam Spec 60hz CPDocument76 pages2016 Sac Latam Spec 60hz CPJerges Gerardo Mamani SilvaNo ratings yet
- Taian ZhongDi Trading Company catalog features engine partsDocument6 pagesTaian ZhongDi Trading Company catalog features engine partsREINALDO GONZALEZNo ratings yet
- Fittings - Valves Low Pressure - : Offtakes For PE - PVC PipesDocument1 pageFittings - Valves Low Pressure - : Offtakes For PE - PVC PipesGabriel Ortiz AlvarezNo ratings yet
- Introduction HVAC Basics Module 1Document5 pagesIntroduction HVAC Basics Module 1KHUSHBOONo ratings yet
- Controls and diagrams for vertical balersDocument22 pagesControls and diagrams for vertical balersJoseph Cristian Cruz LuqueNo ratings yet
- LG30GLTDocument66 pagesLG30GLTNINA.HZSKYNo ratings yet
- Component Parts List: DRS 125 Wheel BlockDocument16 pagesComponent Parts List: DRS 125 Wheel BlockAmazonas ManutençãoNo ratings yet
- SANDVIK CH895 - Spare Parts CatalogDocument84 pagesSANDVIK CH895 - Spare Parts CatalogDavid WhiteNo ratings yet
- Community Sanitization Machine and Other COVID-19 Prevention EffortsDocument39 pagesCommunity Sanitization Machine and Other COVID-19 Prevention EffortsTENDER CELL DIESEL SHED GONDANo ratings yet
- Sesi 1 OsisDocument13 pagesSesi 1 OsisAnif AdhaNo ratings yet
- Pages From 7ZPNA4466E - INSTALLATION MANUAL (6TH)Document44 pagesPages From 7ZPNA4466E - INSTALLATION MANUAL (6TH)leducthinh65No ratings yet
- Albawardi Power Tools CatalogueDocument5 pagesAlbawardi Power Tools CatalogueAnonymous 4e7GNjzGWNo ratings yet
- Es62 5aDocument28 pagesEs62 5aRichardReveloNo ratings yet
- Steyr WD6 Series Parts CatalogDocument136 pagesSteyr WD6 Series Parts Catalogghostshot100% (3)
- Mechanical, Plumbing, Electrical Materials ListDocument3 pagesMechanical, Plumbing, Electrical Materials ListMohamedNo ratings yet
- SpareDocument31 pagesSparedmc constructionNo ratings yet
- Electrical Equipment Safety ChecklistDocument1 pageElectrical Equipment Safety ChecklistB B Garnayak100% (3)
- ARNU60GM3A4: Btu/h Indoor UnitDocument2 pagesARNU60GM3A4: Btu/h Indoor UnitCristian monsalve mendozaNo ratings yet