You might also like
- Time and Motion StudyDocument20 pagesTime and Motion StudyJayson Pobar100% (2)
- Quality Management-Group 4 - DMAIC 2-CC02Document36 pagesQuality Management-Group 4 - DMAIC 2-CC02chuong.mientayNo ratings yet
- PDCADocument24 pagesPDCARaju DesaiNo ratings yet
- Total Quality Management Dec-2023Document9 pagesTotal Quality Management Dec-2023kumar.rajan0108No ratings yet
- Title: Feasibility of Lean Technique Construction IndustryDocument6 pagesTitle: Feasibility of Lean Technique Construction IndustryHarsora PoojaNo ratings yet
- Quality Certification: - A Set of International Standards For Assessing A Company's Environmental PerformanceDocument21 pagesQuality Certification: - A Set of International Standards For Assessing A Company's Environmental PerformanceAnaya MalikNo ratings yet
- Final Exam Study Guide For EIN6935allC13 - Session 7Document10 pagesFinal Exam Study Guide For EIN6935allC13 - Session 7Andy Selecta InfamouzNo ratings yet
- Customer: Six Sigma Aims Maximise Satisfaction Minimise DefectsDocument5 pagesCustomer: Six Sigma Aims Maximise Satisfaction Minimise DefectsjesusNo ratings yet
- Chapter 7 TQM Principle and PracticeDocument53 pagesChapter 7 TQM Principle and PracticeShashitharan PonnambalanNo ratings yet
- SMM - Assign-1 (FA23-MSSE-005, Muhammad Saad Mubeen)Document3 pagesSMM - Assign-1 (FA23-MSSE-005, Muhammad Saad Mubeen)ms.certif123No ratings yet
- Chapter-4-Motion and Time StudyDocument17 pagesChapter-4-Motion and Time Studymtdesta100% (2)
- Work StudyDocument17 pagesWork StudyChandra Shekhar VishnoiNo ratings yet
- Optimising Productivity in Foundry Optimising Productivity in FoundryDocument57 pagesOptimising Productivity in Foundry Optimising Productivity in FoundrykarthikkandaNo ratings yet
- Corrective Action Preventive ActionDocument17 pagesCorrective Action Preventive ActionJignesh LangaliaNo ratings yet
- IT 414 Topic 8 Time and Motion StudyDocument7 pagesIT 414 Topic 8 Time and Motion StudyJassyNo ratings yet
- Previous Year Anna University QB / Answer Key VTHT/R2013 Ch6704/Process Economics Year/Sem Iv/ViiDocument49 pagesPrevious Year Anna University QB / Answer Key VTHT/R2013 Ch6704/Process Economics Year/Sem Iv/ViiSreejithNo ratings yet
- 1Document8 pages1api-352131221No ratings yet
- Tools For Work Analysis and Measurement: Semester One-2022Document24 pagesTools For Work Analysis and Measurement: Semester One-2022sifiso nkabindeNo ratings yet
- TQM Implementation Project Report - SCDLDocument50 pagesTQM Implementation Project Report - SCDLSantosh Kumar MahtoNo ratings yet
- Work Study, Motion Study, Time StudyDocument8 pagesWork Study, Motion Study, Time StudyParvathy Suresh0% (1)
- Unit - Ii: Dr. Umang SoniDocument44 pagesUnit - Ii: Dr. Umang SoniNITIN NAUTIYALNo ratings yet
- Lecturenote - 172090730chapter 4 Method StudyDocument66 pagesLecturenote - 172090730chapter 4 Method StudyvelladuraiNo ratings yet
- Pre-Production Planning & Apparel Engineering: WorkshopDocument36 pagesPre-Production Planning & Apparel Engineering: WorkshopraiyanduNo ratings yet
- Operations Management PDCA CycleDocument2 pagesOperations Management PDCA Cyclejose luisNo ratings yet
- 03 TPM Implementation in Each TPM Level (Complete)Document30 pages03 TPM Implementation in Each TPM Level (Complete)nay den100% (2)
- Principles of Six Sigma PDFDocument10 pagesPrinciples of Six Sigma PDFFerigrina ChanNo ratings yet
- Chapter 19 - Continual Improvement Methods With Six Sigma and LeanDocument8 pagesChapter 19 - Continual Improvement Methods With Six Sigma and LeanAhmad Ipul SyaifuddinNo ratings yet
- Fulfill Order 2Document14 pagesFulfill Order 2Aisyah Nisrina HamidahNo ratings yet
- Week 1 Work Study TheoryDocument28 pagesWeek 1 Work Study TheoryZara SaharNo ratings yet
- Chapter 4 OmDocument2 pagesChapter 4 OmChong Mun HongNo ratings yet
- Six-Sigma-for-Process-and-Quality-Improvement OM AND TQMDocument7 pagesSix-Sigma-for-Process-and-Quality-Improvement OM AND TQMJhanna Vee DamaleNo ratings yet
- Lec12 23oct2015Document31 pagesLec12 23oct2015FelipeNo ratings yet
- CI Overview PresentationDocument36 pagesCI Overview Presentationyudiansyah27No ratings yet
- Pom PPT 1Document81 pagesPom PPT 1Aman HariNo ratings yet
- 8d Problemsolvingmethod 130828060105 Phpapp02Document204 pages8d Problemsolvingmethod 130828060105 Phpapp02Padarabinda MaharanaNo ratings yet
- Productivity: General Aspects of ProductivityDocument10 pagesProductivity: General Aspects of ProductivityAmr SherifNo ratings yet
- I.E - Chandan Kavlekar - Final JuryDocument17 pagesI.E - Chandan Kavlekar - Final JuryChandan SkNo ratings yet
- INDUSTRIAL ENGINEERING Assignment 1Document21 pagesINDUSTRIAL ENGINEERING Assignment 1AmanNo ratings yet
- PEM M C02: Operations Management: Post Graduate Programme in Project Engineering and ManagementDocument63 pagesPEM M C02: Operations Management: Post Graduate Programme in Project Engineering and Managementchandanprakash30No ratings yet
- Historical Perspective of Six SigmaDocument15 pagesHistorical Perspective of Six Sigmapadma_poornimaNo ratings yet
- Continuous Improvement SupportingDocument7 pagesContinuous Improvement SupportingNishant VermaNo ratings yet
- Daily Work ManagementDocument119 pagesDaily Work Managementazadsingh1100% (2)
- Principle 3 - Early TestingDocument6 pagesPrinciple 3 - Early TestingKarthik.KNo ratings yet
- An Introduction To Lean Six SigmaDocument4 pagesAn Introduction To Lean Six SigmaRosana SilvaNo ratings yet
- Welcome Back!: Let's Do The Name Tent Thing Again When Brye Gets In, and Also Please Hand in Your Ice Cream Flow ChartDocument24 pagesWelcome Back!: Let's Do The Name Tent Thing Again When Brye Gets In, and Also Please Hand in Your Ice Cream Flow ChartAndre Tri Lucas BarrosNo ratings yet
- Workshop Six Sigma Lean and The Theory of ConstraintsDocument8 pagesWorkshop Six Sigma Lean and The Theory of ConstraintsAlejandra FrancoNo ratings yet
- Introduction To Six SigmaDocument65 pagesIntroduction To Six SigmaAdi Hans PoerbaNo ratings yet
- Work Study, Time StudyDocument21 pagesWork Study, Time StudyShashank SrivastavaNo ratings yet
- Chapter Three. Motion and Micro-Motion StudyDocument45 pagesChapter Three. Motion and Micro-Motion StudySamuel BirhanuNo ratings yet
- Six Sigma Metrics and DMAICDocument21 pagesSix Sigma Metrics and DMAICzoyamalik27100% (2)
- Quality: Q P / E P Performance E ExpectationsDocument39 pagesQuality: Q P / E P Performance E ExpectationsBHUSHAN PATILNo ratings yet
- Article Review 1Document10 pagesArticle Review 1seid negashNo ratings yet
- I.E - Chandan Kavlekar - Final JuryDocument16 pagesI.E - Chandan Kavlekar - Final Jurychandan kavlekarNo ratings yet
- Unit - IiDocument167 pagesUnit - IiDhamotharan SNo ratings yet
- Six Sigma and Methodologies: by Ajeeth Kumar.t 201025003 Sivabalan.G 20102500019Document67 pagesSix Sigma and Methodologies: by Ajeeth Kumar.t 201025003 Sivabalan.G 20102500019Ajeeth KumarNo ratings yet
- Critical Chain Project Management: A Concept Used By The Great Military and Aerospace Companies of The World.From EverandCritical Chain Project Management: A Concept Used By The Great Military and Aerospace Companies of The World.No ratings yet
- Troubleshooting and Root Cause Failure Analysis: Equipment Problem SolvingFrom EverandTroubleshooting and Root Cause Failure Analysis: Equipment Problem SolvingRating: 4.5 out of 5 stars4.5/5 (3)
- ConceptMap PDFDocument8 pagesConceptMap PDFWongXinXinNo ratings yet
- As Physics 2016Document21 pagesAs Physics 2016WongXinXinNo ratings yet
- April 2014 A2 Progress Test 3Document23 pagesApril 2014 A2 Progress Test 3WongXinXinNo ratings yet
- 131 Refrac - CalcsDocument3 pages131 Refrac - CalcsWongXinXinNo ratings yet
- 132 Uncert Prac WorkDocument2 pages132 Uncert Prac WorkWongXinXin100% (1)
- Advantages and Limitations of Electrical-Discharge Machining (EDM)Document20 pagesAdvantages and Limitations of Electrical-Discharge Machining (EDM)WongXinXinNo ratings yet
- My - Bill - 01 Nov, 2022 - 30 Nov, 2022 - 300888486889Document7 pagesMy - Bill - 01 Nov, 2022 - 30 Nov, 2022 - 300888486889somnathpatil20386No ratings yet
- Entrepreneurship Development (MCQS)Document23 pagesEntrepreneurship Development (MCQS)atul chaudharyNo ratings yet
- Final Assessment: NAME: Sumama Syed Reg No.: 1811339 Class: BBA Open Course: Cost AccountingDocument7 pagesFinal Assessment: NAME: Sumama Syed Reg No.: 1811339 Class: BBA Open Course: Cost AccountingSyed SumamaNo ratings yet
- Payment PDFDocument1 pagePayment PDFAnna CojocaruNo ratings yet
- Key Objective: Team Members (Div/Dept.)Document3 pagesKey Objective: Team Members (Div/Dept.)Shariful IslamNo ratings yet
- Legacy Letter - Goap ShareDocument3 pagesLegacy Letter - Goap Sharebunny4dare1No ratings yet
- Hospital ProcurementDocument16 pagesHospital ProcurementAbir UpadhyayNo ratings yet
- Build A Multi Vendor Marketplace EbookDocument36 pagesBuild A Multi Vendor Marketplace EbookMushfiq AhmedNo ratings yet
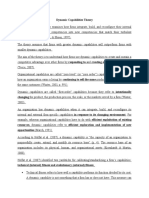
- Dynamic Capabilities Theory SummaryDocument9 pagesDynamic Capabilities Theory SummaryMatthewos HaileNo ratings yet
- Retail Banking Literature ReviewDocument1 pageRetail Banking Literature ReviewAsh Jerk100% (1)
- CHAPTER 4decision Making and Relevant InformationDocument66 pagesCHAPTER 4decision Making and Relevant InformationRas DawitNo ratings yet
- Procurement Org Chart (JCDC)Document1 pageProcurement Org Chart (JCDC)Zain AbidiNo ratings yet
- Contract Act - Roll No. 202 - Div DDocument5 pagesContract Act - Roll No. 202 - Div DShubham PatelNo ratings yet
- Inquiry Letter Example: Aquino, John Roger SDocument9 pagesInquiry Letter Example: Aquino, John Roger SJohn Roger AquinoNo ratings yet
- Intl. Export Marketing Project OutlineDocument2 pagesIntl. Export Marketing Project OutlineASAD ULLAHNo ratings yet
- T Mobile Usa.2023Document1 pageT Mobile Usa.2023applelog100% (2)
- Fernandez-Vega Eye InstituteDocument16 pagesFernandez-Vega Eye InstituteFabricio Eric ParraNo ratings yet
- Assignment No 2Document6 pagesAssignment No 2Amazing worldNo ratings yet
- BP 1111 To BP 1135 Road Work NIT PDFDocument124 pagesBP 1111 To BP 1135 Road Work NIT PDFRamesh HadiyaNo ratings yet
- ch14 Test Bank KiesoDocument44 pagesch14 Test Bank KiesoBukhori IsroNo ratings yet
- Strategies To Achieve Competitive Advantage in Industrial Revolution 4.0Document8 pagesStrategies To Achieve Competitive Advantage in Industrial Revolution 4.0NealNo ratings yet
- LOI UREA N46-NPK CIF Beira-Malawi - IbtihelDocument7 pagesLOI UREA N46-NPK CIF Beira-Malawi - Ibtihelmarspublicidadymarketing360No ratings yet
- Philippine Cacao Industry Roadmap PDFDocument33 pagesPhilippine Cacao Industry Roadmap PDFEliza Paule100% (1)
- Art of CopywritingDocument17 pagesArt of CopywritingVivek SharmaNo ratings yet
- List of Cases From Articles 1156 To 1178Document7 pagesList of Cases From Articles 1156 To 1178barbashera10No ratings yet
- ECON 1000 Exam Review Q62-75Document3 pagesECON 1000 Exam Review Q62-75Slock TruNo ratings yet
- 070 Blessy JosephDocument28 pages070 Blessy JosephClaira BanikNo ratings yet
- Acct Statement XX8692 11072022Document60 pagesAcct Statement XX8692 11072022Vanik BajajNo ratings yet
- OnlineChallan (N)Document1 pageOnlineChallan (N)Nikhil JainNo ratings yet