You might also like
- Time Study2Document68 pagesTime Study2omkdikNo ratings yet
- Master Production ScheduleDocument2 pagesMaster Production ScheduleklintNo ratings yet
- Productivity Improvement Through Lean Deployment & Work Study MethodsDocument6 pagesProductivity Improvement Through Lean Deployment & Work Study MethodsesatjournalsNo ratings yet
- CH 10Document23 pagesCH 10monel_24671No ratings yet
- Production & Operations Management AssignmentsDocument9 pagesProduction & Operations Management Assignmentssuds19190% (1)
- Apparel Quality Management-Ii: Assignment - 1Document16 pagesApparel Quality Management-Ii: Assignment - 1vibhavNo ratings yet
- Optimize Operations with the Right LayoutDocument6 pagesOptimize Operations with the Right LayoutwearematalabiNo ratings yet
- Introduction to Production Management and PlanningDocument4 pagesIntroduction to Production Management and PlanningHaseeb KhalidNo ratings yet
- Appraising The Secretaries at Sweetwater U-Case 9Document2 pagesAppraising The Secretaries at Sweetwater U-Case 9Anh ThyNo ratings yet
- Cost ControlDocument2 pagesCost ControlChetan BheleNo ratings yet
- Cutting Manager Job DescriptionDocument2 pagesCutting Manager Job DescriptionrajasekaranvgNo ratings yet
- Acceptable Quality Levels in The Textile Sector and Their Effect On The Level of CompetitionDocument8 pagesAcceptable Quality Levels in The Textile Sector and Their Effect On The Level of CompetitionvinayakasisNo ratings yet
- Interview Artistic Milliners PDFDocument3 pagesInterview Artistic Milliners PDFShazeenaNo ratings yet
- Process Re-engineering at Textile CompanyDocument54 pagesProcess Re-engineering at Textile CompanyAkanksha GuptaNo ratings yet
- MGT613 Quiz 1 Operations Strategy and Forecasting QuestionsDocument11 pagesMGT613 Quiz 1 Operations Strategy and Forecasting QuestionsHimansu Sekhar KisanNo ratings yet
- Chapter 14 Products and ProcessesDocument7 pagesChapter 14 Products and ProcessesKamble AbhijitNo ratings yet
- CH-2 Production Planning and ControlDocument53 pagesCH-2 Production Planning and ControlSimon abebawNo ratings yet
- Continuous Process ImprovementDocument19 pagesContinuous Process ImprovementShivangi DhamijaNo ratings yet
- Manufacturing Operations ManagementDocument16 pagesManufacturing Operations ManagementNimesh Prasad AdhikaryNo ratings yet
- A Report On Organisation Studyconducted at Cannanore CoDocument32 pagesA Report On Organisation Studyconducted at Cannanore ConklvigneshNo ratings yet
- CPFRDocument15 pagesCPFRPankaj Singh100% (1)
- SMED methodology in reducing garment style changeover timeDocument7 pagesSMED methodology in reducing garment style changeover timejagan22No ratings yet
- Chapter 6 Production Activity ControlDocument7 pagesChapter 6 Production Activity ControlKamble AbhijitNo ratings yet
- Process Flow Chart of SocksDocument2 pagesProcess Flow Chart of SocksHamad HRNo ratings yet
- Unit 3 TQM NotesDocument36 pagesUnit 3 TQM NotesHarishNo ratings yet
- Lean Manufacturing in Garment IndustryDocument9 pagesLean Manufacturing in Garment IndustryMathews PJNo ratings yet
- Stores Management and Materials HandlingDocument21 pagesStores Management and Materials HandlingMr. Umang PanchalNo ratings yet
- LSCM Report, PepsiDocument17 pagesLSCM Report, PepsilucasNo ratings yet
- What is Operational ResearchDocument4 pagesWhat is Operational ResearchShalini YadavNo ratings yet
- Chap07 Conclusions and Future ScopeDocument3 pagesChap07 Conclusions and Future ScopeNavneet Mishra100% (1)
- Mb0044 Unit 13 SLMDocument22 pagesMb0044 Unit 13 SLMamit_idea1100% (2)
- Project and Sourcing ManagementDocument28 pagesProject and Sourcing ManagementDEEPANSHI SONINo ratings yet
- Apparel Production, Planning and ControlDocument36 pagesApparel Production, Planning and ControlSNEHANo ratings yet
- Basic IE knowledge for garment jobsDocument2 pagesBasic IE knowledge for garment jobssoban adilNo ratings yet
- A.SAI GAURAV (06) - Chitrangada Roy (07) - Nitin Kumar (14) - Saumya SaksenaDocument31 pagesA.SAI GAURAV (06) - Chitrangada Roy (07) - Nitin Kumar (14) - Saumya SaksenaAnkita RanjanNo ratings yet
- Winter Internship ReportDocument90 pagesWinter Internship ReportJibrayel Mosahari100% (1)
- Apparel Quality Management - 11 Sewing Performance AnalysisDocument36 pagesApparel Quality Management - 11 Sewing Performance AnalysisNadarajNo ratings yet
- Cost Control Apparel IndustryDocument20 pagesCost Control Apparel IndustryjitinsharmanewNo ratings yet
- Strategic Mgt. Term Paper (Square Textiles LTD)Document8 pagesStrategic Mgt. Term Paper (Square Textiles LTD)Rafy94No ratings yet
- Growing fishing equipment market drives demand for quality fishing nets and floatsDocument8 pagesGrowing fishing equipment market drives demand for quality fishing nets and floatsRAVI_777No ratings yet
- Bgel - Poem ProjDocument13 pagesBgel - Poem ProjABHISHEKNo ratings yet
- Indian Textile Industry AnalysisDocument29 pagesIndian Textile Industry Analysismarysruthyanto89No ratings yet
- Time StudyDocument52 pagesTime StudyAnonymous wA6NGuyklDNo ratings yet
- Bullwhip Effect in Supply Chain: Solution Suggested/available Leveraging On ICTDocument13 pagesBullwhip Effect in Supply Chain: Solution Suggested/available Leveraging On ICTali_awaisNo ratings yet
- ManagementofcashDocument7 pagesManagementofcashMd MonirNo ratings yet
- Apparel Production Planning & ControlDocument94 pagesApparel Production Planning & ControlANEESHA PANDANo ratings yet
- Genus Apparel LMDocument11 pagesGenus Apparel LMEruNo ratings yet
- Planning Process and Capacity Calculations in Clothing ManufactureDocument11 pagesPlanning Process and Capacity Calculations in Clothing ManufactureSivakumar KNo ratings yet
- NCP 31Document17 pagesNCP 31Mohammad YounusNo ratings yet
- Production and Operation of Management - Education LuckDocument15 pagesProduction and Operation of Management - Education LuckVenkataramanan S100% (1)
- Lean Banswara GarmentsDocument11 pagesLean Banswara GarmentsﱞﱞﱞﱞﱞﱞﱞﱞﱞﱞﱞﱞNo ratings yet
- A Report "Human Resource Management Practices of Robi"Document42 pagesA Report "Human Resource Management Practices of Robi"dhrupody4No ratings yet
- Rajesh Masters Dissertation.Document57 pagesRajesh Masters Dissertation.Kavin Krishna Raj100% (1)
- # What Is Industrial Engineering ?Document27 pages# What Is Industrial Engineering ?Shahin MahmudNo ratings yet
- SAM CalculationDocument7 pagesSAM CalculationApoorv SadhNo ratings yet
- Quality CouncilDocument13 pagesQuality CouncilMuhammad Shabbir75% (4)
- Ipm (CCHRM)Document28 pagesIpm (CCHRM)පිබිදෙමුලක්මෑණියේ80% (5)
- Productivity and Reliability-Based Maintenance Management, Second EditionFrom EverandProductivity and Reliability-Based Maintenance Management, Second EditionNo ratings yet
- Module Iv - Operations Management: Dr.A.Abirami / OmDocument20 pagesModule Iv - Operations Management: Dr.A.Abirami / OmBalujagadishNo ratings yet
- SmartPlant Electrical Basic Training GuideDocument312 pagesSmartPlant Electrical Basic Training GuideParvathy Suresh100% (1)
- OrganizingDocument87 pagesOrganizingParvathy SureshNo ratings yet
- L-1 (NKK) (IE) ( (EE) NPTEL) Illumination EnginneringDocument12 pagesL-1 (NKK) (IE) ( (EE) NPTEL) Illumination EnginneringVishal NarkhedeNo ratings yet
- Webinar On Corrosion PreventionDocument4 pagesWebinar On Corrosion PreventionParvathy SureshNo ratings yet
- Current Limiting Circuit Breakers and Cable SizingDocument6 pagesCurrent Limiting Circuit Breakers and Cable Sizingsrkbond20No ratings yet
- PlanningDocument30 pagesPlanningParvathy SureshNo ratings yet
- Introduction To Management1Document83 pagesIntroduction To Management1Parvathy SureshNo ratings yet
- 6.cost of Generation of Electrical EnergyDocument16 pages6.cost of Generation of Electrical EnergyParvathy SureshNo ratings yet
- 2.sturcture of A Power SystemDocument10 pages2.sturcture of A Power SystemPrasanth J MNo ratings yet
- 7 TariffDocument22 pages7 TariffParvathy SureshNo ratings yet
- 1 IntroductionDocument12 pages1 IntroductionPrasanth J MNo ratings yet
- Energy Sources and Conversion Processes ClassifiedDocument3 pagesEnergy Sources and Conversion Processes ClassifiedParvathy SureshNo ratings yet
- Distributed Generation Microgrid Smart GridDocument30 pagesDistributed Generation Microgrid Smart GridParvathy SureshNo ratings yet
- 5.economics of Power Generation-1Document12 pages5.economics of Power Generation-1DevangSinghNo ratings yet
- 6.cost of Generation of Electrical EnergyDocument16 pages6.cost of Generation of Electrical EnergyParvathy SureshNo ratings yet
- 4.HYDRO ELECTRIC POWER GENERATION NewDocument15 pages4.HYDRO ELECTRIC POWER GENERATION NewParvathy SureshNo ratings yet
- Distributed Generation Microgrid Smart GridDocument30 pagesDistributed Generation Microgrid Smart GridParvathy SureshNo ratings yet
- 2.sturcture of A Power SystemDocument10 pages2.sturcture of A Power SystemPrasanth J MNo ratings yet
- 4.HYDRO ELECTRIC POWER GENERATION NewDocument15 pages4.HYDRO ELECTRIC POWER GENERATION NewParvathy SureshNo ratings yet
- 7 TariffDocument22 pages7 TariffParvathy SureshNo ratings yet
- 5.economics of Power Generation-1Document12 pages5.economics of Power Generation-1DevangSinghNo ratings yet
- Energy Sources and Conversion Processes ClassifiedDocument3 pagesEnergy Sources and Conversion Processes ClassifiedParvathy SureshNo ratings yet
- Distributed Generation Microgrid Smart GridDocument30 pagesDistributed Generation Microgrid Smart GridParvathy SureshNo ratings yet
- 5.economics of Power Generation-1Document12 pages5.economics of Power Generation-1DevangSinghNo ratings yet
- 7 TariffDocument22 pages7 TariffParvathy SureshNo ratings yet
- 6.cost of Generation of Electrical EnergyDocument16 pages6.cost of Generation of Electrical EnergyParvathy SureshNo ratings yet
- 1 IntroductionDocument12 pages1 IntroductionPrasanth J MNo ratings yet
- 4.HYDRO ELECTRIC POWER GENERATION NewDocument15 pages4.HYDRO ELECTRIC POWER GENERATION NewParvathy SureshNo ratings yet
- Energy Sources and Conversion Processes ClassifiedDocument3 pagesEnergy Sources and Conversion Processes ClassifiedParvathy SureshNo ratings yet
- To Quantitative Analysis: To Accompany by Render, Stair, Hanna and Hale Power Point Slides Created by Jeff HeylDocument94 pagesTo Quantitative Analysis: To Accompany by Render, Stair, Hanna and Hale Power Point Slides Created by Jeff HeylNino NatradzeNo ratings yet
- Module 1Document12 pagesModule 1Ajhay Torre100% (1)
- Confidentiality Agreement With Undertaking and WaiverDocument1 pageConfidentiality Agreement With Undertaking and WaiverreddNo ratings yet
- List of Candidates for BUDI Scholarship 2016Document9 pagesList of Candidates for BUDI Scholarship 2016Andriawan Mora Anggi HarahapNo ratings yet
- Cellular Tower: Bayombong, Nueva VizcayaDocument17 pagesCellular Tower: Bayombong, Nueva VizcayaMonster PockyNo ratings yet
- BOM RMCC Parking-Shed Rev2Document15 pagesBOM RMCC Parking-Shed Rev2Ephrem Marx AparicioNo ratings yet
- Readings On The History and System of The Common Law - Roscoe PoundDocument646 pagesReadings On The History and System of The Common Law - Roscoe PoundpajorocNo ratings yet
- FSA&V Case StudyDocument10 pagesFSA&V Case StudyAl Qur'anNo ratings yet
- 2010 - Caliber JEEP BOITE T355Document484 pages2010 - Caliber JEEP BOITE T355thierry.fifieldoutlook.comNo ratings yet
- TársalkodóDocument7 pagesTársalkodóOrsolya Loószné BernáthNo ratings yet
- Electrical Experimenter 1915-08Document1 pageElectrical Experimenter 1915-08GNo ratings yet
- A. Lesson Preview / Review: This Document Is The Property of PHINMA EDUCATIONDocument11 pagesA. Lesson Preview / Review: This Document Is The Property of PHINMA EDUCATIONTherese Anne ArmamentoNo ratings yet
- Annual Reading Plan - Designed by Pavan BhattadDocument12 pagesAnnual Reading Plan - Designed by Pavan BhattadFarhan PatelNo ratings yet
- Introduction To Google SheetDocument14 pagesIntroduction To Google SheetJohn Rey Radoc100% (1)
- English 3 PDFDocument177 pagesEnglish 3 PDFÇèrela ĆlavəcillasNo ratings yet
- Connect 4 UML Class DiagramDocument1 pageConnect 4 UML Class DiagramDuy Nguyễn Văn NhậtNo ratings yet
- Aimt ProspectusDocument40 pagesAimt ProspectusdustydiamondNo ratings yet
- Book Notes - The Life Changing Magic of Tidying Up PDFDocument6 pagesBook Notes - The Life Changing Magic of Tidying Up PDFAilyn Bagares AñanoNo ratings yet
- Barcode BasicsDocument3 pagesBarcode Basicsnikhilbajpai_88No ratings yet
- The Facility Manager's HandbookDocument362 pagesThe Facility Manager's HandbookLuân Châu100% (14)
- Đáp Án K Năng NóiDocument6 pagesĐáp Án K Năng NóiSói ConNo ratings yet
- Green Tree PythonDocument1 pageGreen Tree Pythonapi-379174072No ratings yet
- Science, Technology, Engineering and Mathematics (Stem) Grade 11 Grade 12 First Semester Second Semester First Semester Second SemesterDocument1 pageScience, Technology, Engineering and Mathematics (Stem) Grade 11 Grade 12 First Semester Second Semester First Semester Second SemesterJhondriel Lim71% (7)
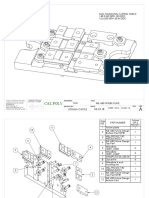
- Fixture Design ProjectDocument4 pagesFixture Design ProjectJosh CastleNo ratings yet
- BS 01726-2-2002Document18 pagesBS 01726-2-2002Joana Casta100% (1)
- The 10 Most Inspiring Quotes of Charles F HaanelDocument21 pagesThe 10 Most Inspiring Quotes of Charles F HaanelKallisti Publishing Inc - "The Books You Need to Succeed"100% (2)
- Qy130v633 Operation ManualDocument414 pagesQy130v633 Operation ManualumamNo ratings yet
- DOCS-#165539-v8-Technical Manual FOB4 TS Section 5 - MaintenanceDocument108 pagesDOCS-#165539-v8-Technical Manual FOB4 TS Section 5 - MaintenanceBME AOHNo ratings yet
- Hercules Segers - Painter EtchterDocument4 pagesHercules Segers - Painter EtchterArtdataNo ratings yet
- Operational Readiness Guide - 2017Document36 pagesOperational Readiness Guide - 2017albertocm18100% (2)