You might also like
- Clinician-Administered PTSD Scale For DSM-5 (CAPS-5) : Past Month VersionDocument22 pagesClinician-Administered PTSD Scale For DSM-5 (CAPS-5) : Past Month Versionintan c100% (4)
- Ppap (Production Part Approval Process)Document10 pagesPpap (Production Part Approval Process)chavanshital855No ratings yet
- MATRIXDocument5 pagesMATRIXSerchecko JaureguiNo ratings yet
- MR SQP Bidlist v2022 Eng r05 - Parte 3 - Rev3Document52 pagesMR SQP Bidlist v2022 Eng r05 - Parte 3 - Rev3andte costa100% (1)
- BMW FmeaDocument48 pagesBMW FmeaDearRed FrankNo ratings yet
- SFMEA Check ListDocument16 pagesSFMEA Check ListIgnacioNo ratings yet
- IATF - International Automotive Task ForceDocument10 pagesIATF - International Automotive Task ForceBeli NovareseNo ratings yet
- DFMEA Sample For A PenDocument3 pagesDFMEA Sample For A PenVinay GowdaNo ratings yet
- Supplier Incident Analysis: Claim NoDocument10 pagesSupplier Incident Analysis: Claim Nonitin pendharkarNo ratings yet
- CSR AdientDocument17 pagesCSR AdientRoberto S. InagakiNo ratings yet
- Escalation Procedure Updated 020915Document30 pagesEscalation Procedure Updated 020915Joezel Juaman Maglajos100% (1)
- CQI 9 3rd Edition Errata SheetDocument2 pagesCQI 9 3rd Edition Errata SheetANONIMONo ratings yet
- Iatf16949 2016 161010095719 PDFDocument44 pagesIatf16949 2016 161010095719 PDFerkingulerNo ratings yet
- SUPPLIER - Manual - Rev - H (Commercial String & Tool Company)Document18 pagesSUPPLIER - Manual - Rev - H (Commercial String & Tool Company)Jahmia CoralieNo ratings yet
- Daimler DPA - Questionnaire 4-0 Nov 2007Document80 pagesDaimler DPA - Questionnaire 4-0 Nov 2007cjscNo ratings yet
- 06131-En-23 Inspection ReportDocument4 pages06131-En-23 Inspection ReportSerchecko JaureguiNo ratings yet
- 4t GM1927-69 Drill Wide Matrix 01-JUN-06Document8 pages4t GM1927-69 Drill Wide Matrix 01-JUN-06alexNo ratings yet
- Apqp RasicDocument5 pagesApqp RasicvishalNo ratings yet
- PPAP Approval Request (PSW)Document1 pagePPAP Approval Request (PSW)angelokyoNo ratings yet
- 01 - Layered Process Audit Example B 2011Document7 pages01 - Layered Process Audit Example B 2011RN XaverNo ratings yet
- HA CEDAC Workshop INDO Kaizen PartDocument16 pagesHA CEDAC Workshop INDO Kaizen PartHardi BanuareaNo ratings yet
- Module - 5 TQM (Mgmcet) FinalDocument31 pagesModule - 5 TQM (Mgmcet) FinalSiddharth PatilNo ratings yet
- Redesigning Enterprise Process For E-BusinessDocument211 pagesRedesigning Enterprise Process For E-BusinessMuarif AsdaNo ratings yet
- Apqp 2Document2 pagesApqp 2Isabel SierraNo ratings yet
- Transition ISO/TS 16949:2009 To IATF-16949:2016: CQA - Paul de Geyter - September 2016Document39 pagesTransition ISO/TS 16949:2009 To IATF-16949:2016: CQA - Paul de Geyter - September 2016Joseph StephenNo ratings yet
- 7 QC Tools - TrainingDocument27 pages7 QC Tools - TrainingRadhika GuptaNo ratings yet
- 2018 Usnco Exam Part IDocument10 pages2018 Usnco Exam Part I......No ratings yet
- NOTES Software Quality ManagementDocument382 pagesNOTES Software Quality Managementgirish_kodagantiNo ratings yet
- Process Implementation V 1.1Document12 pagesProcess Implementation V 1.1Droisys IncNo ratings yet
- IATF 16949 Five Core Tool Awareness: SL No Tool Name Details Guideline Team MemberDocument1 pageIATF 16949 Five Core Tool Awareness: SL No Tool Name Details Guideline Team MemberPrasenjit PuriNo ratings yet
- Guidelines For Making PFMEA - A PDFDocument10 pagesGuidelines For Making PFMEA - A PDFKalimuthu PsNo ratings yet
- LP GR 7 CH 9 SoilDocument5 pagesLP GR 7 CH 9 Soilanju singh100% (1)
- Canada Visa (India)Document41 pagesCanada Visa (India)Mr. KhanNo ratings yet
- GM CSR TrainingDocument9 pagesGM CSR TrainingVanessa GurrolaNo ratings yet
- NCM DB - 8D Problem Solving Training Ver 1.1Document24 pagesNCM DB - 8D Problem Solving Training Ver 1.1Memo Gonzalez Aleman100% (1)
- VDA-RGA Questionaire V2.0Document70 pagesVDA-RGA Questionaire V2.0docsenNo ratings yet
- ISO9 - IATF16 - Combo - GAP - March - 2017 - 1Document100 pagesISO9 - IATF16 - Combo - GAP - March - 2017 - 1vitortavaresNo ratings yet
- Moral ReasoningDocument5 pagesMoral ReasoningMiss_M90100% (1)
- Homologation and Self-CertificationDocument10 pagesHomologation and Self-CertificationAli Raza Virk100% (1)
- Lecture Notes Quality Management 2019 2020Document117 pagesLecture Notes Quality Management 2019 2020Debye101No ratings yet
- ANPQP Version 2.3 ChangesDocument25 pagesANPQP Version 2.3 ChangesSerchecko Jauregui100% (1)
- Project Management Pai 2019Document553 pagesProject Management Pai 2019AhmedMahirNo ratings yet
- Acid Pressure Leaching of Copper Sulfides: Delivering Smarter SolutionsDocument4 pagesAcid Pressure Leaching of Copper Sulfides: Delivering Smarter SolutionsSerchecko JaureguiNo ratings yet
- IATF 16949 QMS Upgrade SampleDocument3 pagesIATF 16949 QMS Upgrade Sampleusama_waly4166No ratings yet
- Quality Management and Six Sigma: Ravi Shankar DenduluriDocument63 pagesQuality Management and Six Sigma: Ravi Shankar DenduluriNidheesh RajasekharanNo ratings yet
- Black Belt Certification ArticleDocument6 pagesBlack Belt Certification ArticleLindgrenNo ratings yet
- SMM598 Six Sigma For Managers May June 2Document12 pagesSMM598 Six Sigma For Managers May June 2MickloSoberanNo ratings yet
- ASQ 23case-Study-Siemens-VdoDocument4 pagesASQ 23case-Study-Siemens-VdoSubhashNo ratings yet
- Cmmi Documentation For Maturity Level 2Document8 pagesCmmi Documentation For Maturity Level 2Hamid HamidNo ratings yet
- 8 DDocument6 pages8 DR JNo ratings yet
- Professional Practice 434: Six SigmaDocument19 pagesProfessional Practice 434: Six SigmaWen Ming LauNo ratings yet
- V and VDocument11 pagesV and Vdakshina656087No ratings yet
- Q M S (QMS) : Uality Anagement YstemDocument37 pagesQ M S (QMS) : Uality Anagement YstemDaud AliNo ratings yet
- Building Quality StrategyDocument18 pagesBuilding Quality Strategyjuancar2_88No ratings yet
- IATF16949Document33 pagesIATF16949littlekheongNo ratings yet
- 6 Iatf 16949 Certification Cheat SheetDocument5 pages6 Iatf 16949 Certification Cheat Sheet88No1FanNo ratings yet
- BIQSDocument3 pagesBIQSCarolina Araico100% (1)
- System-Based, Customer-Centered Quality Plan For ManufacturersDocument9 pagesSystem-Based, Customer-Centered Quality Plan For ManufacturersmsbarretosNo ratings yet
- QFD3Document27 pagesQFD3Faisal TaquieNo ratings yet
- Current State of Quality in The Automotive Industry: Scott Gray Director, Quality Products and Services, AIAGDocument26 pagesCurrent State of Quality in The Automotive Industry: Scott Gray Director, Quality Products and Services, AIAGSelvaraj SNo ratings yet
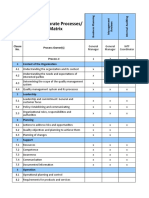
- IATF 16949 Corporate Processes/ Clause Matrix: Process Owner(s) Process # Context of The Organization Clause NoDocument6 pagesIATF 16949 Corporate Processes/ Clause Matrix: Process Owner(s) Process # Context of The Organization Clause NoshekarNo ratings yet
- Advanced Product Quality Planning - WikipediaDocument3 pagesAdvanced Product Quality Planning - Wikipediakirthi83No ratings yet
- 03 APQP Oberhausen PDFDocument32 pages03 APQP Oberhausen PDFMani Rathinam RajamaniNo ratings yet
- Welcome - Day 1 2012: Failure Mode and Effects AnalysisDocument63 pagesWelcome - Day 1 2012: Failure Mode and Effects AnalysisKaya Eralp AsanNo ratings yet
- What Are APQP and PPAPDocument3 pagesWhat Are APQP and PPAPignaunaqNo ratings yet
- Plato Scio Fmea Presentation 01Document22 pagesPlato Scio Fmea Presentation 01Shree BiradarNo ratings yet
- Anpqp - Gauge Specification and Approval SheetDocument6 pagesAnpqp - Gauge Specification and Approval SheetSerchecko JaureguiNo ratings yet
- Suppliers Abnormality ReportDocument8 pagesSuppliers Abnormality ReportSerchecko JaureguiNo ratings yet
- Lear Supplier Requirements 2012.Document35 pagesLear Supplier Requirements 2012.Serchecko JaureguiNo ratings yet
- Lear Supplier Requirements ManualDocument26 pagesLear Supplier Requirements ManualSerchecko JaureguiNo ratings yet
- Helicopter Experiment:: Time: Run: Wing: Body Length: Body Width: Wing Shape Team 1Document2 pagesHelicopter Experiment:: Time: Run: Wing: Body Length: Body Width: Wing Shape Team 1Serchecko JaureguiNo ratings yet
- Vda 63 Manual PDFDocument7 pagesVda 63 Manual PDFSerchecko JaureguiNo ratings yet
- GB Pp09 Table V 4.1Document25 pagesGB Pp09 Table V 4.1Serchecko JaureguiNo ratings yet
- Hatsumono DUCTODocument11 pagesHatsumono DUCTOSerchecko JaureguiNo ratings yet
- UdERStaNDING cULTURE, sOCIETY & POLITICSDocument18 pagesUdERStaNDING cULTURE, sOCIETY & POLITICSAhms NavarroNo ratings yet
- Crititcal AnalysisDocument3 pagesCrititcal AnalysisSarnai BayardelgerNo ratings yet
- Student Name 1st Aid 2023 Term 3Document18 pagesStudent Name 1st Aid 2023 Term 3vNo ratings yet
- IStartstrong Career ReportDocument8 pagesIStartstrong Career ReportShivanshu MehtaNo ratings yet
- Historiography of Art in Tamil Nadu: Approaches and InterpretationsDocument12 pagesHistoriography of Art in Tamil Nadu: Approaches and InterpretationsTJPRC PublicationsNo ratings yet
- Numpy COEPDocument36 pagesNumpy COEPaditya kshirsagarNo ratings yet
- CENG216 - Analysis of Arches - L03 Practice ProblemsDocument7 pagesCENG216 - Analysis of Arches - L03 Practice Problemsosmanconteh894No ratings yet
- RCASIS CE168P Construction Methods and Project ManagementDocument5 pagesRCASIS CE168P Construction Methods and Project ManagementEzekiel Eljay MacatangayNo ratings yet
- Grade 5 - Tda Common - Unit 5Document5 pagesGrade 5 - Tda Common - Unit 5api-64933074No ratings yet
- Cristiano RonaldoDocument2 pagesCristiano RonaldoValentina Fandiño ZorroNo ratings yet
- Design Guidelines ChecklistDocument31 pagesDesign Guidelines ChecklistMinahel Noor FatimaNo ratings yet
- 31 Test Yourselves: (6.1 Vocabulary)Document2 pages31 Test Yourselves: (6.1 Vocabulary)Samurai jackNo ratings yet
- Technology Literacy: Readiness of Teacher, Student, and Environment in Border AreaDocument13 pagesTechnology Literacy: Readiness of Teacher, Student, and Environment in Border AreaOxtapianus TawarikNo ratings yet
- EDA SyllabusDocument3 pagesEDA SyllabusDennis Mads MakhandiaNo ratings yet
- Numbers and Number SenseDocument4 pagesNumbers and Number SenseRenato Niñofranco PacpakinNo ratings yet
- Siemens CatalogueDocument10 pagesSiemens CatalogueAgus Be PeNo ratings yet
- LTFH Digital Sakhi Empowering Women Through Digital FinanceDocument7 pagesLTFH Digital Sakhi Empowering Women Through Digital Financesunnykumar.m2325No ratings yet
- Biology Thesis ExampleDocument7 pagesBiology Thesis Examplejessicamyerseugene100% (2)
- Maths Lit p2 QP Gr11 Nov 2020 EnglishDocument8 pagesMaths Lit p2 QP Gr11 Nov 2020 Englishreconcilemalele3No ratings yet
- Women Leadership Development TrainingDocument6 pagesWomen Leadership Development TrainingInterweave consultingNo ratings yet
- Staphylococcal Scalded Skin Syndrome (SSSS) 1Document7 pagesStaphylococcal Scalded Skin Syndrome (SSSS) 1Abiyoga PramanaNo ratings yet
- Bachelor of Science in Office AdministrationDocument2 pagesBachelor of Science in Office AdministrationRuel NezortadoNo ratings yet
- First City Providential CollegeDocument4 pagesFirst City Providential Collegerommel rentoriaNo ratings yet
- Children's Lit OutlineDocument8 pagesChildren's Lit OutlineChanti R ChantelNo ratings yet