You might also like
- Estimating Concrete Volumes For Composite DecksDocument2 pagesEstimating Concrete Volumes For Composite DecksKrish Doodnauth88% (8)
- Boiler Control Systems Engineering, Second EditionFrom EverandBoiler Control Systems Engineering, Second EditionRating: 4.5 out of 5 stars4.5/5 (15)
- Advanced Temperature Measurement and Control, Second EditionFrom EverandAdvanced Temperature Measurement and Control, Second EditionNo ratings yet
- SGT 400Document4 pagesSGT 400pramodtryNo ratings yet
- .: 139 One GE, Frame 5, MS 5001 N, Zero Hour Overhauled - Gas Turbine Package 24,25 MWDocument10 pages.: 139 One GE, Frame 5, MS 5001 N, Zero Hour Overhauled - Gas Turbine Package 24,25 MWAkram GeadNo ratings yet
- 3.boiler Documentation, Air & Flue Gas Path, Ducts, EJ, Gates & Dampers (1.5 HRS) PDFDocument90 pages3.boiler Documentation, Air & Flue Gas Path, Ducts, EJ, Gates & Dampers (1.5 HRS) PDFmaneesh_0375% (4)
- Jumag Gesamtkatalog enDocument24 pagesJumag Gesamtkatalog enatisz333No ratings yet
- Heat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsFrom EverandHeat Exchanger Equipment Field Manual: Common Operating Problems and Practical SolutionsRating: 4 out of 5 stars4/5 (6)
- 4817 - Taber Test Abrasion Testing ReportDocument3 pages4817 - Taber Test Abrasion Testing ReportJorge RodriguezNo ratings yet
- ACI 230.1R-1990 State-of-the-Art Report On Soil Cement - Reap PDFDocument23 pagesACI 230.1R-1990 State-of-the-Art Report On Soil Cement - Reap PDFedwinbadajos0% (1)
- Steam TurbineDocument27 pagesSteam Turbinecram1960100% (2)
- Presentation On Heat Rate ImprovementDocument22 pagesPresentation On Heat Rate ImprovementAbhisheik Malhotra100% (5)
- OptimizationDocument22 pagesOptimizationNirban KhaundNo ratings yet
- AS 1668.1-2052 - Z - PresentationDocument27 pagesAS 1668.1-2052 - Z - PresentationSean RoseNo ratings yet
- Steam PWRDocument3 pagesSteam PWRIsuru OvinNo ratings yet
- 2.final Energy EfficiencyDocument29 pages2.final Energy EfficiencyVandana Vanu100% (1)
- Report Air ConditionDocument25 pagesReport Air ConditionDaryan HoshangNo ratings yet
- Kiln Audit Training DetailsDocument20 pagesKiln Audit Training DetailsTamer Fathy100% (5)
- Secado de Papel - Ventilacion de Bolsillos1Document40 pagesSecado de Papel - Ventilacion de Bolsillos1Edgar Cordova HerreraNo ratings yet
- Fired HeatersDocument20 pagesFired HeatersCal100% (5)
- Burner Management SystemDocument130 pagesBurner Management SystemMohamed Sayed AbdoNo ratings yet
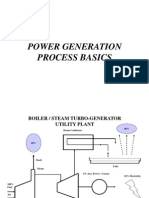
- Power Generation Process BasicsDocument80 pagesPower Generation Process BasicsenkantationNo ratings yet
- Webinar Distribution Centres enDocument27 pagesWebinar Distribution Centres enMilorad LazovicNo ratings yet
- VRF Systems Versus Geothermal SystemsDocument56 pagesVRF Systems Versus Geothermal SystemssahatNo ratings yet
- 15 Basic Steps in Boiler DesignDocument11 pages15 Basic Steps in Boiler DesignPesona Alam CilebakNo ratings yet
- Adam Farnham - Kitchen Suppression SystemsDocument75 pagesAdam Farnham - Kitchen Suppression SystemsOscar Fernandez SanchezNo ratings yet
- Barbour - Heat RecoveryDocument2 pagesBarbour - Heat RecoveryPaul KwongNo ratings yet
- Presentation ON Efficiency Imprvement in Coal Fired Thermal Power StationDocument29 pagesPresentation ON Efficiency Imprvement in Coal Fired Thermal Power Stationprithvirajd20No ratings yet
- IL IOF Steam PresentationDocument55 pagesIL IOF Steam PresentationcvkalyanNo ratings yet
- Ashrae Energy - Efficient - Kitchen - DesignDocument45 pagesAshrae Energy - Efficient - Kitchen - Designsiva ramakrishnan100% (2)
- Burner Management Systems - A Technical DiscussionDocument39 pagesBurner Management Systems - A Technical Discussionachinvikram100% (3)
- Overiew of Comb Cycle Rev 6.0 - Part 1Document73 pagesOveriew of Comb Cycle Rev 6.0 - Part 1SamNo ratings yet
- Burner Management Systems - A Technical DiscussionDocument39 pagesBurner Management Systems - A Technical Discussionsen_subhasis_58No ratings yet
- Government Engineering College Aurangabad: Prof M G RathiDocument20 pagesGovernment Engineering College Aurangabad: Prof M G RathiA.F. MominNo ratings yet
- CATERPILLAR C9 300kw PDFDocument6 pagesCATERPILLAR C9 300kw PDFanthony7421No ratings yet
- A Working Guide To Process EquipmentDocument54 pagesA Working Guide To Process EquipmentBadar RasheedNo ratings yet
- Encon Basement VentilationDocument15 pagesEncon Basement VentilationadnanNo ratings yet
- Steam Tracing Design Considerations and InstallationDocument6 pagesSteam Tracing Design Considerations and InstallationaimangamalNo ratings yet
- 07 Ammonia Synthesis Revamps - March 2015Document37 pages07 Ammonia Synthesis Revamps - March 2015Kvspavan KumarNo ratings yet
- Boiler Learning ModuleDocument158 pagesBoiler Learning ModuleMallinatha PN100% (1)
- Waste Heat Recovery at Compressor Stations: The Path Towards Novel and High-Impact Technologies and Their ImplementationDocument33 pagesWaste Heat Recovery at Compressor Stations: The Path Towards Novel and High-Impact Technologies and Their ImplementationraaaghaffarNo ratings yet
- A200 Amine System English A4 PDFDocument4 pagesA200 Amine System English A4 PDFMuhammad ZubairNo ratings yet
- 3412C 725 kVA Prime LowBsfc EU 50HzDocument6 pages3412C 725 kVA Prime LowBsfc EU 50Hzrbmr1No ratings yet
- Roof Top Unit Presentation Ver 17Document86 pagesRoof Top Unit Presentation Ver 17Happy_DoraNo ratings yet
- Simens Combine CycleDocument12 pagesSimens Combine CycleMuhammad JafarNo ratings yet
- 10-Transformer Cooling - Radiator AnalysisDocument18 pages10-Transformer Cooling - Radiator AnalysishakandaghanNo ratings yet
- Concerns and Measures During Part Load OperationDocument26 pagesConcerns and Measures During Part Load OperationkumargautamNo ratings yet
- Brochure Gas Turbine SGT-300 For Power GenerationDocument4 pagesBrochure Gas Turbine SGT-300 For Power GenerationIvo SilvaNo ratings yet
- Tubular Air HeaterDocument50 pagesTubular Air HeaterBalaji NatarajanNo ratings yet
- 2071 GB 10 08Document16 pages2071 GB 10 08otto2212No ratings yet
- ACFrOgBPyFp1vTKGI0DiHQYApHF6J8dJ-jc-3ZVnr 8CfpXtHqkHeYd2SZdSX9Vh5E3gqF2XyheC Nc0Xj55130WrB6jAfhYjaD vdsTYWRMKmMAr FPcZor4jPZjj6CsRq0v3aGWdxsj1GEZn0qDocument38 pagesACFrOgBPyFp1vTKGI0DiHQYApHF6J8dJ-jc-3ZVnr 8CfpXtHqkHeYd2SZdSX9Vh5E3gqF2XyheC Nc0Xj55130WrB6jAfhYjaD vdsTYWRMKmMAr FPcZor4jPZjj6CsRq0v3aGWdxsj1GEZn0qbk2439204No ratings yet
- Ferroli Hot Oil HTR (GB)Document30 pagesFerroli Hot Oil HTR (GB)RodNo ratings yet
- Boiler QuestionsDocument101 pagesBoiler QuestionssrinivasNo ratings yet
- SORG EquipmentDocument56 pagesSORG Equipmentl0% (2)
- Heat Rate Monitoring: Soumyajit MukherjeeDocument38 pagesHeat Rate Monitoring: Soumyajit MukherjeentpckanihaNo ratings yet
- Cone Calorimeter: (ISO 5660 ASTM E 1354) The Most Comprehensive Bench Scale Fire TestDocument12 pagesCone Calorimeter: (ISO 5660 ASTM E 1354) The Most Comprehensive Bench Scale Fire TestGaurav KumarNo ratings yet
- Continuous Emissions Monitoring System II: Gasmet Technologies, April 2010Document27 pagesContinuous Emissions Monitoring System II: Gasmet Technologies, April 2010Andy LuthorNo ratings yet
- Heating Systems Troubleshooting & Repair: Maintenance Tips and Forensic ObservationsFrom EverandHeating Systems Troubleshooting & Repair: Maintenance Tips and Forensic ObservationsNo ratings yet
- The Handbook of Heating, Ventilation and Air Conditioning (HVAC) for Design and ImplementationFrom EverandThe Handbook of Heating, Ventilation and Air Conditioning (HVAC) for Design and ImplementationRating: 1 out of 5 stars1/5 (1)
- Process Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersFrom EverandProcess Steam Systems: A Practical Guide for Operators, Maintainers, and DesignersNo ratings yet
- Cost Codes IPMS Tracking IPMS Document Management Environmental Work DescriptionsDocument1 pageCost Codes IPMS Tracking IPMS Document Management Environmental Work DescriptionsghhNo ratings yet
- KBR Standard Project: Ipms Chains Vessel MechanicalDocument4 pagesKBR Standard Project: Ipms Chains Vessel MechanicalghhNo ratings yet
- KBR Standard Project: Ipms Chains Solids ProcessingDocument3 pagesKBR Standard Project: Ipms Chains Solids ProcessingghhNo ratings yet
- Project Number Project Controls Manager Project Value AUD 000's Project Contrib'n AUD 000's PSR NumberDocument2 pagesProject Number Project Controls Manager Project Value AUD 000's Project Contrib'n AUD 000's PSR NumberghhNo ratings yet
- Fo Aust KBR Hse Adm0107Document3 pagesFo Aust KBR Hse Adm0107ghhNo ratings yet
- Instructor Guide 1Document7 pagesInstructor Guide 1ghhNo ratings yet
- 16 - Ferroelectricity in Simple Binary ZrO2 and HfO2Document6 pages16 - Ferroelectricity in Simple Binary ZrO2 and HfO2Nuno SilvaNo ratings yet
- Article CDCDocument10 pagesArticle CDCHamza BoulikaNo ratings yet
- In-Process Ins Check List For Doors and WindowsDocument2 pagesIn-Process Ins Check List For Doors and WindowsmunnaNo ratings yet
- Partial Replacement of Cement With Corn Cob AshDocument11 pagesPartial Replacement of Cement With Corn Cob AshTIZA MICHAEL B.Engr., BBS, MBA, Aff. M. ASCE, ASS.M. UACSE, M. IAENG. M.ITE.No ratings yet
- Design Calculation Sheet For Fire Lift Well Pressurisation S.NO. DescriptionDocument1 pageDesign Calculation Sheet For Fire Lift Well Pressurisation S.NO. DescriptionpsjjoshiNo ratings yet
- Question Bank 1Document194 pagesQuestion Bank 1kishore babu50% (2)
- Home Safety ChecklistDocument3 pagesHome Safety ChecklistJimmy AanderudNo ratings yet
- Fenestration SystemDocument12 pagesFenestration SystemInternational Journal of Innovative Science and Research TechnologyNo ratings yet
- MANOR 2 ELEC SPEC Rev02 16032007 PDFDocument236 pagesMANOR 2 ELEC SPEC Rev02 16032007 PDFChungNguyenNo ratings yet
- Quenched and Tempered Low-Alloy Structural Steel Plate With 70 Ksi (485 Mpa) Minimum Yield Strength To 4 In. (100 MM) ThickDocument2 pagesQuenched and Tempered Low-Alloy Structural Steel Plate With 70 Ksi (485 Mpa) Minimum Yield Strength To 4 In. (100 MM) ThickJerry BeanNo ratings yet
- ENDURA LED WELL GLASS BY201 (70w)Document11 pagesENDURA LED WELL GLASS BY201 (70w)Abhishek KumarNo ratings yet
- Product and Design Standards For UHPFRC in FranceDocument9 pagesProduct and Design Standards For UHPFRC in FranceKashif NaukhezNo ratings yet
- Grinnell Series 1000Document4 pagesGrinnell Series 1000Sergio Gana GonzalezNo ratings yet
- QSK60-M-2700hk - 1900rpmDocument97 pagesQSK60-M-2700hk - 1900rpmCalMoreira80% (5)
- Class 1 Vs Class 2 Pressure Vessels - Hedderman ConsultingDocument3 pagesClass 1 Vs Class 2 Pressure Vessels - Hedderman ConsultinglorenzoNo ratings yet
- Arc Welding PDFDocument329 pagesArc Welding PDFMEHMET TÜRKERNo ratings yet
- Polymaker - Brochure 2020 PDFDocument82 pagesPolymaker - Brochure 2020 PDFgav oviNo ratings yet
- Aluminium Structural Design-Springer-Verlag Wien (2003)Document398 pagesAluminium Structural Design-Springer-Verlag Wien (2003)Ho Wing FungNo ratings yet
- Design Centre Finishing Options Catalogue v1Document35 pagesDesign Centre Finishing Options Catalogue v1RahulBhardwajNo ratings yet
- 2014-ACI - DAfstb Database With StirrupDocument46 pages2014-ACI - DAfstb Database With StirrupChiara100% (2)
- Prediction of Hot Tear Defects in Steel Castings Using A Damage Based ModelDocument8 pagesPrediction of Hot Tear Defects in Steel Castings Using A Damage Based ModelAdilchelakotNo ratings yet
- Dotech Sensing & ControlDocument15 pagesDotech Sensing & ControlAnsari1918No ratings yet
- Astm B 232MDocument16 pagesAstm B 232MRyan LasacaNo ratings yet
- ŠKODA - Technical Specifications For Office Furniture - Supplement II - ENGDocument36 pagesŠKODA - Technical Specifications For Office Furniture - Supplement II - ENGTrần Tâm PhươngNo ratings yet
- IR 43Q-R Product-Page EnglishDocument2 pagesIR 43Q-R Product-Page EnglishJesus Vargas JimenezNo ratings yet
- Agitadores April06Document8 pagesAgitadores April06Karem Jeanette Saenz BernalNo ratings yet