You might also like
- Service-Oriented Modeling: Service Analysis, Design, and ArchitectureFrom EverandService-Oriented Modeling: Service Analysis, Design, and ArchitectureNo ratings yet
- L1 Intro Chapter1Document24 pagesL1 Intro Chapter1goktuNo ratings yet
- CAD Techniques (Civil3D)Document5 pagesCAD Techniques (Civil3D)Wrya Hade NadirNo ratings yet
- SU Staff ID Model - CDocument1 pageSU Staff ID Model - CdmlordNo ratings yet
- 01-Fundamentral of FEA Analysis - IntroDocument25 pages01-Fundamentral of FEA Analysis - Introtran phamNo ratings yet
- ITEvaluationDocument5 pagesITEvaluationAngela EmoinNo ratings yet
- CoCoMo Seminar KaranDocument19 pagesCoCoMo Seminar Karanbhandari.karanNo ratings yet
- 10th Prefabrication Modular Construction Asia Summit 2018Document72 pages10th Prefabrication Modular Construction Asia Summit 2018rezaNo ratings yet
- Optimization of Composite: Recent Advances and ApplicationDocument18 pagesOptimization of Composite: Recent Advances and Applicationjunjie yiNo ratings yet
- ME-311 IntrodcutionDocument44 pagesME-311 IntrodcutionNakshatra Patil 4-Year B.Tech. Mechanical EngineeringNo ratings yet
- 2.fundamentals of CADDocument76 pages2.fundamentals of CADOlcay KılıçkoçNo ratings yet
- Application of Extra Over in Bill of QuantitiesDocument10 pagesApplication of Extra Over in Bill of QuantitiesAsh SimsNo ratings yet
- House DZ Refcard 008 Design Patterns 2023Document11 pagesHouse DZ Refcard 008 Design Patterns 2023FernandoNo ratings yet
- 1-Value Engineering Methodology in Construction by Mr. Fadi ElayacheDocument46 pages1-Value Engineering Methodology in Construction by Mr. Fadi ElayacheMohamed AsharNo ratings yet
- DynamicModeling Ch05lect3-ShortDocument55 pagesDynamicModeling Ch05lect3-ShortviswaNo ratings yet
- Service & Component Design ReviewedDocument2 pagesService & Component Design ReviewedChauhan AniketNo ratings yet
- WebinarDocument39 pagesWebinarSandeep SharmaNo ratings yet
- FEFLOW Conference HydroGeoBuilder FinalDocument38 pagesFEFLOW Conference HydroGeoBuilder FinalDeviprasad B SNo ratings yet
- Pri Air Des 01Document43 pagesPri Air Des 01sara MartinezNo ratings yet
- Construction Cost Management Systems: Lecture 1: Course Introduction, Basics of Cost Management, Intro To IS 1200Document29 pagesConstruction Cost Management Systems: Lecture 1: Course Introduction, Basics of Cost Management, Intro To IS 1200Er Inamul HassanNo ratings yet
- Lecture # 18 HCI: Goal-Directed Design Methodology Research and Modeling - 1Document2 pagesLecture # 18 HCI: Goal-Directed Design Methodology Research and Modeling - 1harisNo ratings yet
- Comparative Study of Finite Element Analysis (FEA) and Isogeometric Analysis (IGA)Document71 pagesComparative Study of Finite Element Analysis (FEA) and Isogeometric Analysis (IGA)Siddharth MoteriyaNo ratings yet
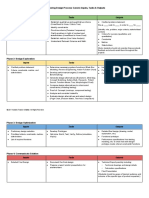
- Engineering Design Process: Generic Inputs, Tasks & Outputs Phase 1: Problem DefinitionDocument2 pagesEngineering Design Process: Generic Inputs, Tasks & Outputs Phase 1: Problem DefinitionAhmad Rifky AzisNo ratings yet
- M.tech Seminar-III - Final PresentedDocument22 pagesM.tech Seminar-III - Final PresentedPrashant VadattiNo ratings yet
- Introduction To Agile Model Driven Development (AMDD) : Scott W. AmblerDocument18 pagesIntroduction To Agile Model Driven Development (AMDD) : Scott W. AmblermaryagbogaNo ratings yet
- Modul 7Document15 pagesModul 7Arjuna Arnanda IbrahimNo ratings yet
- Navisworks Compare PDFDocument1 pageNavisworks Compare PDFaneethavilsNo ratings yet
- ForecastingDocument14 pagesForecastingABHISHEK CHOUBEYNo ratings yet
- Unit 1Document41 pagesUnit 1vskkavitha786No ratings yet
- Anil Soman: UX DesignerDocument12 pagesAnil Soman: UX DesignerkumareshNo ratings yet
- 1bi18me080 - Nesar DevarajDocument2 pages1bi18me080 - Nesar DevarajRajeevNo ratings yet
- Introduction To Machine Elements I: Text BooksDocument3 pagesIntroduction To Machine Elements I: Text BooksAdnan HanifNo ratings yet
- Optimo DynamoDocument10 pagesOptimo DynamoaxelNo ratings yet
- Resume Nairu RathodDocument2 pagesResume Nairu RathodSarang BhongNo ratings yet
- Extencore Training BrochureDocument2 pagesExtencore Training Brochurekajal1776No ratings yet
- Engineering-Graphics PDFDocument2 pagesEngineering-Graphics PDFbhargaviNo ratings yet
- Semi-Final ISD Model - LordDocument1 pageSemi-Final ISD Model - LorddmlordNo ratings yet
- Problem Formulation and Case Studies: College of EngineeringDocument34 pagesProblem Formulation and Case Studies: College of EngineeringmmNo ratings yet
- Part 1 (Chapter 1-4) : Fundamental Components of Interactive SystemDocument33 pagesPart 1 (Chapter 1-4) : Fundamental Components of Interactive SystemM. Talha NadeemNo ratings yet
- Industrial Engineering 2009 by S K MondalDocument217 pagesIndustrial Engineering 2009 by S K MondalSabyasachi GhoshNo ratings yet
- Steps in Simulation Study: Nalin AdhikaryDocument16 pagesSteps in Simulation Study: Nalin AdhikaryPublicityNo ratings yet
- 4D Modeling VDC CertificateDocument24 pages4D Modeling VDC Certificatem_925No ratings yet
- Chapter 2Document84 pagesChapter 2mNo ratings yet
- Choose The Right Path For Bright CareerDocument13 pagesChoose The Right Path For Bright CareerIID SalemNo ratings yet
- Revision of The South African Pavement Design Method Louw KannemeyerDocument19 pagesRevision of The South African Pavement Design Method Louw KannemeyerAnonymous U6pIEKQghNo ratings yet
- Revision SlidesDocument74 pagesRevision SlidesrahulNo ratings yet
- Company Profile PPT - 26aprDocument13 pagesCompany Profile PPT - 26aprtanwarhansu1611No ratings yet
- Igtr Aurangabad MCCPD CurriculamDocument18 pagesIgtr Aurangabad MCCPD CurriculamMSME Technology CentreNo ratings yet
- Approach - Document - BFS Capstone Project - v0.1Document8 pagesApproach - Document - BFS Capstone Project - v0.1mk_valiantNo ratings yet
- Lecture 8 - Last Lecture - BIM Challenges and TrendsDocument15 pagesLecture 8 - Last Lecture - BIM Challenges and TrendshanNo ratings yet
- Benchmarking and Engineering SpecificationsDocument21 pagesBenchmarking and Engineering SpecificationsJayesh KumavatNo ratings yet
- ETHZ Lecture1Document49 pagesETHZ Lecture1Vishal SinhaNo ratings yet
- Chapter 3 - Requirement Artefacts - GoalsDocument51 pagesChapter 3 - Requirement Artefacts - Goalshalach4mekdep17No ratings yet
- Bhavik Shaileshkumar Sheth KBE Engineer: Educational History Professional HistoryDocument2 pagesBhavik Shaileshkumar Sheth KBE Engineer: Educational History Professional HistoryBhavik ShethNo ratings yet
- Strategic Management Practices in Constr PDFDocument23 pagesStrategic Management Practices in Constr PDFShaik MuscatNo ratings yet
- Agile Methodology: It Is Possible With MS ProjectDocument24 pagesAgile Methodology: It Is Possible With MS ProjectatilabayatNo ratings yet
- They Are Flexible: Baja Sae Designing Building Baja SaeDocument5 pagesThey Are Flexible: Baja Sae Designing Building Baja SaeRahulChampNo ratings yet
- Vehicle Architecture 3DxDocument13 pagesVehicle Architecture 3Dxdineshtej7768No ratings yet
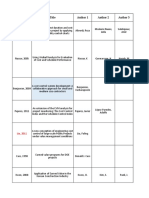
- ID Title Author 1 Author 2 Author 3Document17 pagesID Title Author 1 Author 2 Author 3Francisco PachonNo ratings yet
- Lesson Plan Entre P Dec 7Document12 pagesLesson Plan Entre P Dec 7yannie isananNo ratings yet
- Research Propsal v1.2Document3 pagesResearch Propsal v1.2john7904No ratings yet
- Draft Technical Notes SGLG 2023 - National OrientationDocument109 pagesDraft Technical Notes SGLG 2023 - National OrientationZane ZyneNo ratings yet
- Case Study - of Chapel of San Pedro CalungsodDocument5 pagesCase Study - of Chapel of San Pedro CalungsodJosielynNo ratings yet
- Plot Elements - DisneyDocument23 pagesPlot Elements - DisneyssssssNo ratings yet
- Wireless Cellular and LTE 4g Broadband PDFDocument26 pagesWireless Cellular and LTE 4g Broadband PDFAE videosNo ratings yet
- Predicates and ArgumentsDocument4 pagesPredicates and ArgumentsOanh NguyễnNo ratings yet
- Mat210 LectureNotes 1Document7 pagesMat210 LectureNotes 1Franch Maverick Arellano LorillaNo ratings yet
- 2006 317Document13 pages2006 317LonginoNo ratings yet
- BLE Catalogue 2013Document21 pagesBLE Catalogue 2013Shahina Parvin ShaikNo ratings yet
- A Christmas Memory. Lesson - AnthologyDocument24 pagesA Christmas Memory. Lesson - AnthologySherry CallisonNo ratings yet
- Eating Well: Snacks For 1-4 Year OldsDocument42 pagesEating Well: Snacks For 1-4 Year OldsAndreea AndreiNo ratings yet
- MaekawaDocument2 pagesMaekawabhaskar_chintakindiNo ratings yet
- Philips Cdr775Document50 pagesPhilips Cdr775Tomasz SkrzypińskiNo ratings yet
- Pricelist LV Siemens 2019 PDFDocument96 pagesPricelist LV Siemens 2019 PDFBerlianiNo ratings yet
- Asme B30.26 (2004)Document38 pagesAsme B30.26 (2004)Omar RamirezNo ratings yet
- Organizational Behavior Exam 2 Practice QuestionsDocument1 pageOrganizational Behavior Exam 2 Practice QuestionsSydney EverettNo ratings yet
- John Deere CaseDocument2 pagesJohn Deere CaseAldo ReynaNo ratings yet
- Tikkun Kisay HaShemDocument47 pagesTikkun Kisay HaShemYochananMauritzHummasti100% (1)
- Machine Design Key 2014Document15 pagesMachine Design Key 2014SouvikDasNo ratings yet
- Pasir Ex UD - Am Tes 2024Document8 pagesPasir Ex UD - Am Tes 2024Achmad MaulanaNo ratings yet
- The Light BulbDocument6 pagesThe Light Bulbapi-244765407No ratings yet
- RTI SpicesDocument226 pagesRTI SpicesvivebajajNo ratings yet
- Tea Board of India PDFDocument18 pagesTea Board of India PDFDebasish RazNo ratings yet
- 2946 1308 00 Leroy Somer LSA47.2 Installation & MaintenanceDocument20 pages2946 1308 00 Leroy Somer LSA47.2 Installation & MaintenanceJORGE ARMANDO CARRASCO TICLLENo ratings yet
- A Narrative Comprehensive Report of Student Teaching ExperiencesDocument82 pagesA Narrative Comprehensive Report of Student Teaching ExperiencesEpal Carlo74% (23)
- Orifice Plate Calculator Pressure Drop CalculationsDocument4 pagesOrifice Plate Calculator Pressure Drop CalculationsAnderson Pioner100% (1)
- Retail ImageDocument76 pagesRetail ImageayushiNo ratings yet
- Activity 1.1.2 Simple Machine Practice Problems KeyDocument6 pagesActivity 1.1.2 Simple Machine Practice Problems KeyNehemiah GriffinNo ratings yet
- Activate My Win 7 Pro Product KeyDocument4 pagesActivate My Win 7 Pro Product KeydoktauNo ratings yet