You might also like
- UT Shearwave Level II Indication Plotting ExerciseDocument8 pagesUT Shearwave Level II Indication Plotting ExercisekatycwiNo ratings yet
- RT Level L FINALDocument80 pagesRT Level L FINALSaad AfzalNo ratings yet
- Fabrication Methods (Welding)Document84 pagesFabrication Methods (Welding)Karthikeyan MurugananthanNo ratings yet
- Manual de Taller WA450-3MCDocument854 pagesManual de Taller WA450-3MCValdeleyLima100% (1)
- Resistance WeldingDocument24 pagesResistance WeldingSenthil Kumar K LNo ratings yet
- 160DLC Excavator Repair PDFDocument406 pages160DLC Excavator Repair PDFlebon00100% (4)
- CV-Navaneethan-Vendor Inspection CoordinatorDocument12 pagesCV-Navaneethan-Vendor Inspection CoordinatorShanmuga NavaneethanNo ratings yet
- Cheat Sheet PrintDocument2 pagesCheat Sheet Printlimchongheng_30No ratings yet
- Welding ConsumablesDocument86 pagesWelding ConsumablesLương Hồ Vũ100% (1)
- TIG Welding GuideDocument39 pagesTIG Welding GuideSaptarshi PalNo ratings yet
- Indian Standard's ListDocument354 pagesIndian Standard's Listsafety_rliNo ratings yet
- Indirect Water Bath HeaterDocument32 pagesIndirect Water Bath HeaterAhmedNo ratings yet
- 2 2 Ultrasonic Welding PDFDocument43 pages2 2 Ultrasonic Welding PDFErick Venegas HerreraNo ratings yet
- KON 8.2 QA PRO 0020 C1 Welding Control ProcedureDocument15 pagesKON 8.2 QA PRO 0020 C1 Welding Control ProcedureAlizamin Salmanov100% (1)
- Aws WJ 201412 PDFDocument160 pagesAws WJ 201412 PDFMilan JavornikNo ratings yet
- D-211 - Pressure Vessel Design and Fab SpecDocument17 pagesD-211 - Pressure Vessel Design and Fab SpecGidel RinconNo ratings yet
- Metal Joining ProcessDocument28 pagesMetal Joining ProcessVenkatesh Modi100% (2)
- Methods of Reinforced Concrete ConstructionDocument25 pagesMethods of Reinforced Concrete ConstructionIra MejiaNo ratings yet
- Tube Expansion: A Seminar Report OnDocument27 pagesTube Expansion: A Seminar Report OnzalabiNo ratings yet
- Flare System PDFDocument29 pagesFlare System PDFKamal SkNo ratings yet
- Friction Stir WeldingDocument26 pagesFriction Stir WeldingMahaManthra0% (1)
- Advanced welding techniques for joining metalsDocument11 pagesAdvanced welding techniques for joining metals0502ravi100% (1)
- Seminar on Friction Stir Welding: FSW Process, Parameters, ApplicationsDocument26 pagesSeminar on Friction Stir Welding: FSW Process, Parameters, ApplicationsTharun Cyrus100% (1)
- Seminar on Friction Stir Welding: FSW Process, Parameters, ApplicationsDocument26 pagesSeminar on Friction Stir Welding: FSW Process, Parameters, ApplicationsDeepak Kaushal0% (1)
- Friction Stir WeldingDocument22 pagesFriction Stir Weldinggamiebro19No ratings yet
- FSW Presentation on Friction Stir Welding ProcessDocument20 pagesFSW Presentation on Friction Stir Welding ProcessGaurav YadavNo ratings yet
- Learn About Friction Stir WeldingDocument19 pagesLearn About Friction Stir WeldingAkshayNo ratings yet
- Friction Stir Welding: Presented by N.K NawazDocument15 pagesFriction Stir Welding: Presented by N.K NawazAnand BabuNo ratings yet
- Friction Stir Welding of Aluminum Alloys: Presented by Manoj Balu V.B IM 135506Document26 pagesFriction Stir Welding of Aluminum Alloys: Presented by Manoj Balu V.B IM 135506Anonymous AdofXEYAgENo ratings yet
- Joining Part2Document27 pagesJoining Part2Dune StarlightNo ratings yet
- Manufacturing Technology-I: Joining ProcessDocument43 pagesManufacturing Technology-I: Joining ProcessheartyseeNo ratings yet
- Friction Stir Welding: Presented By: Shashank Verma 1702940142Document20 pagesFriction Stir Welding: Presented By: Shashank Verma 1702940142Shashank VermaNo ratings yet
- Welcome To The Presentation On Friction Stir Welding: by Chitran Dutta (1601110169)Document7 pagesWelcome To The Presentation On Friction Stir Welding: by Chitran Dutta (1601110169)chitran duttaNo ratings yet
- Ultrasonic Welding Process GuideDocument44 pagesUltrasonic Welding Process Guidesushil sandhu0% (1)
- Friction Stir Welding GuideDocument20 pagesFriction Stir Welding GuideCebrac ItatibaNo ratings yet
- 2-2 Ultrasonic WeldingDocument26 pages2-2 Ultrasonic WeldingKeval PatelNo ratings yet
- Solid State WeldingDocument14 pagesSolid State WeldingRaju_pancal100% (1)
- Friction Stir WeldingDocument20 pagesFriction Stir WeldingjoshibecNo ratings yet
- RM01 - 23 Case Study Friction Stir WeldingDocument49 pagesRM01 - 23 Case Study Friction Stir WeldingAnonymous cgcKzFtXNo ratings yet
- Solid State Welding Is A Welding Process, inDocument24 pagesSolid State Welding Is A Welding Process, inPRABHJOT SINGHNo ratings yet
- Sravan WeldingDocument16 pagesSravan WeldingSravan Kumar50No ratings yet
- Unit Ii Resistance Welding ProcessesDocument49 pagesUnit Ii Resistance Welding ProcessesparthibankNo ratings yet
- SOLID STATE WELDING TECHNIQUESDocument77 pagesSOLID STATE WELDING TECHNIQUESparthibankNo ratings yet
- Friction Stir WeldingDocument20 pagesFriction Stir WeldingKiran KumarNo ratings yet
- Friction Stir WeldingDocument17 pagesFriction Stir WeldingMukulNo ratings yet
- Friction Stir Welding (FSW) Seminar Report 2Document12 pagesFriction Stir Welding (FSW) Seminar Report 2RajuNo ratings yet
- Online GATE-2020 Coaching Mechanical Engineering Manufacturing/Production Technology Session-8 Welding 20/06/2020Document53 pagesOnline GATE-2020 Coaching Mechanical Engineering Manufacturing/Production Technology Session-8 Welding 20/06/2020Md. Zishanur RahmanNo ratings yet
- Optimising Friction Stir Welding ToolsDocument63 pagesOptimising Friction Stir Welding ToolsWebsoft Tech-HydNo ratings yet
- Review of Friction Stir Welding ProcessDocument14 pagesReview of Friction Stir Welding ProcessManjunath SangolliNo ratings yet
- Resistance WeldingDocument24 pagesResistance WeldingSenthil Kumar K LNo ratings yet
- Fundamentals of Welding Joints and ProcessesDocument32 pagesFundamentals of Welding Joints and ProcessescrheidrNo ratings yet
- Seminar On Friction Stir Welding: Dr. B. C. Roy Engineering CollegeDocument16 pagesSeminar On Friction Stir Welding: Dr. B. C. Roy Engineering CollegeVikas KaushalNo ratings yet
- Essential Guide to Resistance WeldingDocument45 pagesEssential Guide to Resistance WeldingAntony SiregarNo ratings yet
- Final ProjDocument107 pagesFinal ProjNaveen KumarNo ratings yet
- BMP (Class 14 - Class-17) WeldingDocument24 pagesBMP (Class 14 - Class-17) WeldingAsesh PramanikNo ratings yet
- Lecture 1Document9 pagesLecture 1Khalil ElhashmeNo ratings yet
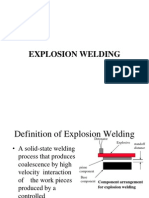
- Explosive WeldingDocument33 pagesExplosive WeldingNivedh VijayakrishnanNo ratings yet
- Friction WeldingDocument25 pagesFriction WeldingBHAVESH JOSHI0% (1)
- Friction Welding, Explosive WeldingDocument7 pagesFriction Welding, Explosive WeldingASHUTOSH KUMAR SHRIVASTWANo ratings yet
- Welding and Joining ProcessDocument22 pagesWelding and Joining ProcessSalman AhmedNo ratings yet
- Friction Stir Welding: Principle of OperationDocument12 pagesFriction Stir Welding: Principle of OperationvarmaprasadNo ratings yet
- Resistance Welding ProcessesDocument63 pagesResistance Welding ProcessesJay DaveNo ratings yet
- Working Principle of FSPDocument5 pagesWorking Principle of FSPjames_raj_7No ratings yet
- FSW Study on Shipbuilding SteelDocument24 pagesFSW Study on Shipbuilding SteelVarun MohandasNo ratings yet
- Introduction to Welding ProcessesDocument68 pagesIntroduction to Welding ProcesseswinnieNo ratings yet
- Research Paper FSWDocument10 pagesResearch Paper FSWsahith palikaNo ratings yet
- Indira Gandhi Institute of Technology: Seminar OnDocument22 pagesIndira Gandhi Institute of Technology: Seminar OnShubhashree NairNo ratings yet
- Friction Stir Welding: A Solid State Joining ProcessDocument23 pagesFriction Stir Welding: A Solid State Joining ProcessMahaManthraNo ratings yet
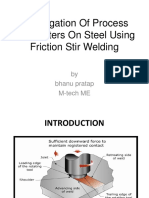
- Investigation of Process Parameters On Steel Using Friction Stir WeldingDocument17 pagesInvestigation of Process Parameters On Steel Using Friction Stir Weldingbhanu pratapNo ratings yet
- Definition of Ultrasonic WeldingDocument25 pagesDefinition of Ultrasonic WeldingNikhil SharmaNo ratings yet
- Friction Stir Welding (FSW)Document12 pagesFriction Stir Welding (FSW)sanjaynayeeNo ratings yet
- ProjectionWelding JiangDocument23 pagesProjectionWelding JiangVimal KumarNo ratings yet
- Manufacturing Technology - Scroll SawDocument12 pagesManufacturing Technology - Scroll SawAmmar ShaikhNo ratings yet
- Presentation 3Document14 pagesPresentation 3anurag trivediNo ratings yet
- Spot Welding Interview Success: An Introduction to Spot WeldingFrom EverandSpot Welding Interview Success: An Introduction to Spot WeldingNo ratings yet
- Catalog Pipa SumitomoDocument15 pagesCatalog Pipa SumitomoPrana FrensNo ratings yet
- Melal Courq and odih RAM MUTHYALA Welding Processes ComparisonDocument9 pagesMelal Courq and odih RAM MUTHYALA Welding Processes Comparisonanurag danielNo ratings yet
- HSS Chevron Brace Connection DesignDocument5 pagesHSS Chevron Brace Connection Designeduardox11No ratings yet
- MES - Construction Quality Manual - Rev - 0Document55 pagesMES - Construction Quality Manual - Rev - 0Ishaan ThakerNo ratings yet
- Pefs &p&idDocument28 pagesPefs &p&idUdayakumarNo ratings yet
- 637 AgendaDocument47 pages637 AgendaHarshad SachaniNo ratings yet
- Maruti SuzukiDocument17 pagesMaruti SuzukiYogesh Saini100% (1)
- Basic Quality Induction Programme For Welders',Fitters & EngineersDocument54 pagesBasic Quality Induction Programme For Welders',Fitters & EngineerslaestatNo ratings yet
- Quality Surveillance ReportsDocument29 pagesQuality Surveillance ReportsBrian MarinNo ratings yet
- M380S P30190 P30190-1Document81 pagesM380S P30190 P30190-1gsNo ratings yet
- Datasheet Ao-03 A2-1103Document5 pagesDatasheet Ao-03 A2-1103Evig TechnologyNo ratings yet
- Wedge Wire Screens & Tubes PROGRESSDocument8 pagesWedge Wire Screens & Tubes PROGRESSPhu, Le HuuNo ratings yet
- Material Safety Data Sheet: Welding Alloys USA IncDocument4 pagesMaterial Safety Data Sheet: Welding Alloys USA IncShenny AldanaNo ratings yet
- Don Honorio Ventura Technological State University Bacolor, Pampanga, Philippines, 2001Document2 pagesDon Honorio Ventura Technological State University Bacolor, Pampanga, Philippines, 2001elizabeth olarveNo ratings yet
- Welding ReportDocument3 pagesWelding ReportJoseph KavinNo ratings yet