You might also like
- FANUC-Fronius CommunicationDocument26 pagesFANUC-Fronius CommunicationSreema Aruvi71% (7)
- Generation Vi - Robot Transport Unit (Rtu) Mechanical Assembly, Operation and Maintenance ManualDocument36 pagesGeneration Vi - Robot Transport Unit (Rtu) Mechanical Assembly, Operation and Maintenance Manualarturo100% (3)
- Vingcard ManualDocument202 pagesVingcard ManualPenta Guard50% (10)
- R30iB Plus Profinet I-Device, IO-Controller, and Safety (CP1604) Configuration With Firmware 2.7Document48 pagesR30iB Plus Profinet I-Device, IO-Controller, and Safety (CP1604) Configuration With Firmware 2.7Maycon Santos Da Silveira100% (3)
- Setting Up A Password System On Fanuc Robots (R-30iB V8.30P)Document7 pagesSetting Up A Password System On Fanuc Robots (R-30iB V8.30P)Amine AbassiNo ratings yet
- Fanuc Programming GuideDocument1 pageFanuc Programming GuideRahul B. WarrierNo ratings yet
- Profinet Configuration Cp1604 Iod Fw2.7Document43 pagesProfinet Configuration Cp1604 Iod Fw2.7Kayky EingNo ratings yet
- FANUC Software OlpcPRODocument2 pagesFANUC Software OlpcPROJavierJBVNo ratings yet
- Fanuc User Socket MessagingDocument1 pageFanuc User Socket MessagingTensaiga100% (1)
- Fanuc Robot ProfinetDocument10 pagesFanuc Robot ProfinetDamian RamosNo ratings yet
- GM Global 3 - Dispense Setup Users ManualDocument48 pagesGM Global 3 - Dispense Setup Users ManualFábio SousaNo ratings yet
- Tip WearDocument21 pagesTip WearMario DuranNo ratings yet
- R-30iA PMC Operator Manual (B-82614EN 02)Document256 pagesR-30iA PMC Operator Manual (B-82614EN 02)Denis100% (1)
- Siemens PLC To Fanuc Robot ComDocument10 pagesSiemens PLC To Fanuc Robot ComAlex100% (1)
- Restoring A Fanuc Robot Image BackupDocument8 pagesRestoring A Fanuc Robot Image BackupArturo Puente100% (2)
- ArcLinkXT 22713Document24 pagesArcLinkXT 22713Sandro LourençoNo ratings yet
- Global Tip Dress Setup Users Manual For 7.50122013 REV 1.4Document48 pagesGlobal Tip Dress Setup Users Manual For 7.50122013 REV 1.4arturo100% (1)
- Fronius International GmbH FANUC ARCMATE 100iCDocument8 pagesFronius International GmbH FANUC ARCMATE 100iCHugo Salazar100% (1)
- Global 3 Servogun Setup Users Manual PDFDocument125 pagesGlobal 3 Servogun Setup Users Manual PDFDeyler Saquetto0% (1)
- V6.40 ServoGun Training GuideDocument57 pagesV6.40 ServoGun Training GuideVickocorp Slp100% (3)
- ServogunSetupUsersManual v1.0Document64 pagesServogunSetupUsersManual v1.0Rodrigo_Roboter100% (5)
- FANUC IO Products PDFDocument4 pagesFANUC IO Products PDFtom100% (1)
- Var PDFDocument812 pagesVar PDFRourkela Fabrications Pvt. Ltd.0% (1)
- Ipendant Customization Manual Ver.7.70 (MAROC77CG01101E Rev.Document222 pagesIpendant Customization Manual Ver.7.70 (MAROC77CG01101E Rev.Manuel Gutierrez100% (1)
- FANUC Educational Cell Exercises PDFDocument240 pagesFANUC Educational Cell Exercises PDFjorgemoody100% (2)
- KST ServoGun TC 41 enDocument125 pagesKST ServoGun TC 41 enKristal NewtonNo ratings yet
- R-30iA Cimplicity Operator Manual (B-82604EN 01)Document90 pagesR-30iA Cimplicity Operator Manual (B-82604EN 01)YoganandhK100% (1)
- MANTENIMIENTO ELECTRICO ROBOTS CONTROLADOR RJ3iB ESP PDFDocument170 pagesMANTENIMIENTO ELECTRICO ROBOTS CONTROLADOR RJ3iB ESP PDFViri Hernandez MarquezNo ratings yet
- FANUC Series: Operator'S ManualDocument104 pagesFANUC Series: Operator'S ManualZied RaouakNo ratings yet
- ModBusTCP Setup&Operation Manual (B-82844EN 01)Document55 pagesModBusTCP Setup&Operation Manual (B-82844EN 01)Juan Francisco Sanchez MassadiNo ratings yet
- Software Options FANUCDocument12 pagesSoftware Options FANUCIvanMakarovNo ratings yet
- Spot Welding Function R30iB Manual Del OperarioDocument130 pagesSpot Welding Function R30iB Manual Del Operariopedro100% (2)
- Fanuc ARC Mate 100ibe 120ibeDocument4 pagesFanuc ARC Mate 100ibe 120ibeAzimatronics SA de CV100% (1)
- LRMate200iC Maintenance Manual (B-82585EN02)Document196 pagesLRMate200iC Maintenance Manual (B-82585EN02)sierraprNo ratings yet
- EDAN Insight Software ConnectionDocument29 pagesEDAN Insight Software ConnectionbprzNo ratings yet
- Fronius Ethernet Interface Single GroupDocument24 pagesFronius Ethernet Interface Single GroupSandro Lourenço100% (1)
- Unit 1 AP Classroom PDFDocument9 pagesUnit 1 AP Classroom PDFSara AbdelazizNo ratings yet
- T. Balendra BSC (Eng), PHD, CEng (Auth.) - Vibration of Buildings To Wind and Earthquake Loads-Springer-Verlag London (1993) PDFDocument155 pagesT. Balendra BSC (Eng), PHD, CEng (Auth.) - Vibration of Buildings To Wind and Earthquake Loads-Springer-Verlag London (1993) PDFJesus OrtizNo ratings yet
- Purchase Specification FOR 1250A, 1000V, DC CONTACTOR FOR Oil Rig ApplicationDocument5 pagesPurchase Specification FOR 1250A, 1000V, DC CONTACTOR FOR Oil Rig ApplicationAhmed ShaabanNo ratings yet
- Production of AcrylonitrileDocument91 pagesProduction of Acrylonitrilegautham14360% (5)
- Ford FANUC R30iA R30iB NextGen EDocument269 pagesFord FANUC R30iA R30iB NextGen Ematt morganNo ratings yet
- RJ Controller Maintenance ManualDocument435 pagesRJ Controller Maintenance ManualKien Nguyen TrungNo ratings yet
- Global Error Recovery (FFR) Users Manual Fanuc Spottool+ 7.50 P/XXDocument17 pagesGlobal Error Recovery (FFR) Users Manual Fanuc Spottool+ 7.50 P/XXarturoNo ratings yet
- Abb Servo Gun TuningDocument58 pagesAbb Servo Gun TuningsuhairezanNo ratings yet
- FANUC's Standard SCA Sealing Programming (Version4.0)Document20 pagesFANUC's Standard SCA Sealing Programming (Version4.0)Leinad OicaloNo ratings yet
- Torque Robotics & Solutions: WWW - Torquerobotics.inDocument9 pagesTorque Robotics & Solutions: WWW - Torquerobotics.inChandra sekhar Battu100% (1)
- Servogunsetupusersmanual-V10 PDFDocument64 pagesServogunsetupusersmanual-V10 PDFBOSCO TECNONo ratings yet
- Operator'S Manual: Fanuc Devicenet BoardDocument124 pagesOperator'S Manual: Fanuc Devicenet BoardDiego Amador100% (1)
- Devicenet FanucDocument58 pagesDevicenet FanucIbarra Aaron100% (1)
- R-30+B Controller Servo Gun Function ManualDocument376 pagesR-30+B Controller Servo Gun Function ManualDANIEL100% (2)
- Spot Welding Rev0.0Document44 pagesSpot Welding Rev0.0santhoshNo ratings yet
- Spot and Motorgun - DX200 - RE-CSO-A046.4 PDFDocument825 pagesSpot and Motorgun - DX200 - RE-CSO-A046.4 PDFBOSCO TECNONo ratings yet
- B-82694EN - 03 R-30iB - DeviceNet - Operator - Manual PDFDocument108 pagesB-82694EN - 03 R-30iB - DeviceNet - Operator - Manual PDFCristian SmarandacheNo ratings yet
- Fanuc Thickness Check ManualDocument5 pagesFanuc Thickness Check ManualChandra sekhar Battu100% (1)
- KAREL EspañolDocument956 pagesKAREL EspañolDaniel BustosNo ratings yet
- Software Installation - FanucDocument190 pagesSoftware Installation - FanucFernando FigueredoNo ratings yet
- Gales RobotSimulation AToolforProjectSuccessDocument52 pagesGales RobotSimulation AToolforProjectSuccessMarcelo NogueiraNo ratings yet
- M-900iA600 Mechanical Unit Parts Manual (B-82176EN - 01) PDFDocument95 pagesM-900iA600 Mechanical Unit Parts Manual (B-82176EN - 01) PDFfrederic190pNo ratings yet
- R-30iAMate LRHandlingTool UOP AssignmentsDocument9 pagesR-30iAMate LRHandlingTool UOP Assignmentsdenix49100% (1)
- Fanuc Robotics System 1Document35 pagesFanuc Robotics System 1Kevin KellyNo ratings yet
- Fronius Single Interface Devicnet R-J3iB and HigherDocument34 pagesFronius Single Interface Devicnet R-J3iB and HigherCarlos Roberto SantosNo ratings yet
- H3C Advanced 02b - IRF Operation and Configuration - 2010may06Document43 pagesH3C Advanced 02b - IRF Operation and Configuration - 2010may06leninheNo ratings yet
- Switchgear Operation: Power Module Training: One Company. A Multitude of SolutionsDocument32 pagesSwitchgear Operation: Power Module Training: One Company. A Multitude of SolutionsJonathan Javier Ceballos BonillaNo ratings yet
- 1304 - 1614 TrainingDocument65 pages1304 - 1614 TrainingSidnei OliveiraNo ratings yet
- Microwave-bc-En-zxmw Nr8250 v1.00 Commissioning GuideDocument105 pagesMicrowave-bc-En-zxmw Nr8250 v1.00 Commissioning GuideOmingo Kingi100% (1)
- System Setup Mrs6101GB 0 U PDFDocument236 pagesSystem Setup Mrs6101GB 0 U PDFJeferson FigueiredoNo ratings yet
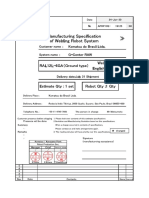
- Komatsu welding robot system spec for Brazil plantDocument12 pagesKomatsu welding robot system spec for Brazil plantSandro LourençoNo ratings yet
- Manual Robot-Interface Tig-PlasmaDocument22 pagesManual Robot-Interface Tig-PlasmaSandro LourençoNo ratings yet
- HatcheryTips 1 37 ENDocument52 pagesHatcheryTips 1 37 ENSandro LourençoNo ratings yet
- MOTOPAC-W Series: Arc Welding Robot PackageDocument10 pagesMOTOPAC-W Series: Arc Welding Robot PackageSandro LourençoNo ratings yet
- NX100 MotoTrack 7-3 System Manual - 153194-1Document42 pagesNX100 MotoTrack 7-3 System Manual - 153194-1Sandro LourençoNo ratings yet
- Motosim-Eg VRC - 156225-1CD PDFDocument300 pagesMotosim-Eg VRC - 156225-1CD PDFSandro LourençoNo ratings yet
- DX100 MHMSR-Positioner Set-Up (Sigma III) - SSGW-246Document4 pagesDX100 MHMSR-Positioner Set-Up (Sigma III) - SSGW-246Sandro LourençoNo ratings yet
- Quick Release Disconnects: Disconnect Housing (Flange Mount) Series 40 Page 1-1Document8 pagesQuick Release Disconnects: Disconnect Housing (Flange Mount) Series 40 Page 1-1Sandro LourençoNo ratings yet
- KST VisionTech 21 enDocument109 pagesKST VisionTech 21 enSandro LourençoNo ratings yet
- Quick Release Disconnects: Disconnect Housing (Flange Mount) Series 40 Page 1-1Document8 pagesQuick Release Disconnects: Disconnect Housing (Flange Mount) Series 40 Page 1-1Sandro LourençoNo ratings yet
- Motosimeg / Motosimeg-Vrc 3D File Importing Using Inovate: March 31, 2011Document21 pagesMotosimeg / Motosimeg-Vrc 3D File Importing Using Inovate: March 31, 2011Sandro LourençoNo ratings yet
- Fronius Web Job EditorDocument12 pagesFronius Web Job EditorSandro LourençoNo ratings yet
- Fronius Web Job EditorDocument12 pagesFronius Web Job EditorSandro LourençoNo ratings yet
- Applying Geophysics Methods for Geothermal ExplorationDocument24 pagesApplying Geophysics Methods for Geothermal ExplorationNabilla AzizahNo ratings yet
- 1993 Engines Eurovan - 2.5L 5-CylinderDocument20 pages1993 Engines Eurovan - 2.5L 5-Cylinderfrancesco pavanNo ratings yet
- Type Certificate Data Sheet No. 1E4Document12 pagesType Certificate Data Sheet No. 1E4flyingemuNo ratings yet
- Gen Math11 - Q1 - Mod1 - Functions - v2Document28 pagesGen Math11 - Q1 - Mod1 - Functions - v2Anonymous 6gthRen100% (1)
- ApeosPort C3060 C2560 C2060 BrochureDocument8 pagesApeosPort C3060 C2560 C2060 BrochureNischit Kunwar ChhetriNo ratings yet
- Phs SelectionsDocument5 pagesPhs SelectionsadycrsNo ratings yet
- 14EIT72 Instrumentation System Design UNIT-V - P&I Diagrams and Instrument InstallationDocument38 pages14EIT72 Instrumentation System Design UNIT-V - P&I Diagrams and Instrument Installationksjanarthanan_sriNo ratings yet
- Upgrading To OAM 111212Document12 pagesUpgrading To OAM 111212Ravi ArNo ratings yet
- Factory Overhead Analysis and VariancesDocument13 pagesFactory Overhead Analysis and Variancesjgfjhf arwtrNo ratings yet
- Bel-Ray Recommendations Cement v5 DH 6-4-14Document15 pagesBel-Ray Recommendations Cement v5 DH 6-4-14dhowardjNo ratings yet
- Mark VieDocument4 pagesMark VieWalid Bahi100% (1)
- (BPL12-12FR) : VRLA Rechargeable BatteryDocument1 page(BPL12-12FR) : VRLA Rechargeable BatteryAlexander PischulinNo ratings yet
- DPR TemplateDocument74 pagesDPR TemplateAnupamPanja0% (1)
- CAM GuideDocument10 pagesCAM Guideio1_roNo ratings yet
- XFOILDocument2 pagesXFOILbwwatsonNo ratings yet
- Lightweight AP - Registration To WLC PDFDocument15 pagesLightweight AP - Registration To WLC PDFAnasham TegegnNo ratings yet
- 7 Stages Research process-WPS OfficeDocument4 pages7 Stages Research process-WPS OfficeSohail MirzaNo ratings yet
- ParkerDocument4 pagesParkerClewerton BagnhukNo ratings yet
- Royal College Grade 08 Geography First Term Paper English MediumDocument7 pagesRoyal College Grade 08 Geography First Term Paper English MediumNimali Dias67% (3)
- Classical Mechanics Motion Under Central ForcesDocument16 pagesClassical Mechanics Motion Under Central Forcessudipta paulNo ratings yet
- Samsung CAC Duct S Brochure 20140729 0Document16 pagesSamsung CAC Duct S Brochure 20140729 0Callany AnycallNo ratings yet
- Color Doppler Imaging Codes:: ND RDDocument46 pagesColor Doppler Imaging Codes:: ND RDGervin Brian EspinoNo ratings yet
- Minor FalcONDocument15 pagesMinor FalcONGursimran Singh100% (1)
- SQL Cheat Sheet For Data Scientists by Tomi Mester 2019 PDFDocument12 pagesSQL Cheat Sheet For Data Scientists by Tomi Mester 2019 PDFVishal Shah100% (1)
- BS EN 50483-4. For IPC PDFDocument54 pagesBS EN 50483-4. For IPC PDFtiến lêNo ratings yet