You might also like
- Structural Topics Problems SolvedDocument10 pagesStructural Topics Problems Solvedامين الزريقي50% (4)
- 1966 Fisher Body ManualDocument513 pages1966 Fisher Body ManualSeanNo ratings yet
- Hubbell - Connector Theory - Failure Modes & Practical ApplicationsDocument30 pagesHubbell - Connector Theory - Failure Modes & Practical Applicationssulemankhalid100% (1)
- Wrought Alloys in Orthodontics ..Basic PropertiesDocument27 pagesWrought Alloys in Orthodontics ..Basic PropertiesJacob AbrahamNo ratings yet
- .Ws Ionic Bonding Activity KeyDocument4 pages.Ws Ionic Bonding Activity KeyrajaijahNo ratings yet
- Stainless Steel: High Ni & CR Content Low (Controlled) InterstitialsDocument62 pagesStainless Steel: High Ni & CR Content Low (Controlled) Interstitialstbmari50% (2)
- Ss LectureDocument18 pagesSs LectureFasil ParuvanathNo ratings yet
- WeldabilityDocument26 pagesWeldabilityvivek bhangaleNo ratings yet
- Acerto Steel 2Document51 pagesAcerto Steel 2viyfNo ratings yet
- Acero MadridDocument46 pagesAcero MadridviyfNo ratings yet
- Type MaterialDocument31 pagesType MaterialChristopherGunawanNo ratings yet
- Acero para BarcosDocument39 pagesAcero para BarcosviyfNo ratings yet
- EASA Module 6 - Detailed NotesDocument37 pagesEASA Module 6 - Detailed NotesSteven J. SelcukNo ratings yet
- Amari Aerospace LTD Stainless Steel 14542 Bar 100Document5 pagesAmari Aerospace LTD Stainless Steel 14542 Bar 100Ria MustikaNo ratings yet
- MoC Oral Report AFMGarciaDocument7 pagesMoC Oral Report AFMGarciaAries Fernan GarciaNo ratings yet
- Martensitic-Austenitic Stainless Steel EN 1.4418, QT 900Document2 pagesMartensitic-Austenitic Stainless Steel EN 1.4418, QT 900Lebas100% (1)
- Metal Alloys Application and ProcessingDocument57 pagesMetal Alloys Application and ProcessingtbmariNo ratings yet
- Hardness Testing: Lesson 1: Metallurgical Background and Hardness vs. HardenabilityDocument16 pagesHardness Testing: Lesson 1: Metallurgical Background and Hardness vs. HardenabilityjaymuscatNo ratings yet
- Stainless Steel Welding: A Subramanian/Lecturer/AWTI/ICFDocument62 pagesStainless Steel Welding: A Subramanian/Lecturer/AWTI/ICFaravindanNo ratings yet
- AISI 440 Martensit PDFDocument4 pagesAISI 440 Martensit PDFJimmyVargasNo ratings yet
- Lec - 5 - Surface Hardening & HardenabilityDocument12 pagesLec - 5 - Surface Hardening & Hardenabilitysaxadi4814No ratings yet
- Maintenance and Repair Welding Training ModuleDocument59 pagesMaintenance and Repair Welding Training ModuleAtefNo ratings yet
- Introduction To Ss Welding & Tig Weld: Er.A.Baranibas. Be., M.SC., DisDocument41 pagesIntroduction To Ss Welding & Tig Weld: Er.A.Baranibas. Be., M.SC., DisaravindanNo ratings yet
- Stainless Steel With TIG WeldingDocument41 pagesStainless Steel With TIG Weldingaravindan100% (3)
- IE 121 Metal: Asst. Prof. Dr. Oratai JongprateepDocument61 pagesIE 121 Metal: Asst. Prof. Dr. Oratai JongprateepAmaluddinNo ratings yet
- Aalco Metals LTD Stainless Steel 14542 174 630 Bar 100Document5 pagesAalco Metals LTD Stainless Steel 14542 174 630 Bar 100LORENA GRIJALBA LEONNo ratings yet
- Chapter 5 TitaniumDocument33 pagesChapter 5 TitaniumHarsimran KaurNo ratings yet
- Unit-2 Part-5Document9 pagesUnit-2 Part-5Tisha MishraNo ratings yet
- Metals and Alloys & Heat Treatment of Steels 2,4Document82 pagesMetals and Alloys & Heat Treatment of Steels 2,4Vimukthi KumaraNo ratings yet
- Stainless SteelDocument40 pagesStainless SteelHarshita DabasNo ratings yet
- Unit VDocument48 pagesUnit VRanjit ZendeNo ratings yet
- Material - (1 4462)Document2 pagesMaterial - (1 4462)Ashutosh PathakNo ratings yet
- Steels in Turbines-6Document15 pagesSteels in Turbines-6anwarsadiquesNo ratings yet
- Baja Khusus - Kuliah Material 3Document13 pagesBaja Khusus - Kuliah Material 3Ikhsan IkhsanNo ratings yet
- Steel FachaDocument59 pagesSteel FachaviyfNo ratings yet
- Week 12 Engineering MaterialsDocument32 pagesWeek 12 Engineering MaterialsMohaiminul Islam TalhaNo ratings yet
- KlasifikasimaterialDocument49 pagesKlasifikasimaterialAgung PriaNo ratings yet
- 1Document4 pages1Anonymous 6MI1wMNo ratings yet
- Tool Geometry (Effect of Tool Feed Motion) - Tool Materials - Dicka K (I0318025) - Elsa J. (I0318027)Document20 pagesTool Geometry (Effect of Tool Feed Motion) - Tool Materials - Dicka K (I0318025) - Elsa J. (I0318027)Lobesh7062No ratings yet
- Stainlesssteel 160416193616Document12 pagesStainlesssteel 160416193616mandhirNo ratings yet
- Presenter: Sanket Kumar Rout Mpo 1 Year Student Institute of Rehabilitation Sciences Isic, Vasantkunj, NewdelhiDocument37 pagesPresenter: Sanket Kumar Rout Mpo 1 Year Student Institute of Rehabilitation Sciences Isic, Vasantkunj, NewdelhiSanket RoutNo ratings yet
- Classification of SteelDocument39 pagesClassification of SteelSudarshan GNo ratings yet
- Duplex Stainless Steel EN 1.4460 MAXIVAL®Document2 pagesDuplex Stainless Steel EN 1.4460 MAXIVAL®guruhNo ratings yet
- Microstructures of Iron-Carbon Alloys: Fine Pearlite 3000XDocument9 pagesMicrostructures of Iron-Carbon Alloys: Fine Pearlite 3000XVaishu 07No ratings yet
- 12 TIG WeldingDocument27 pages12 TIG WeldingPraviBeetlesNo ratings yet
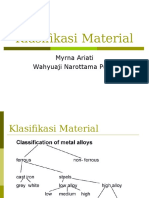
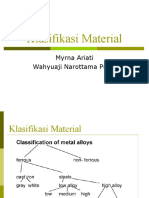
- Klasifikasi Material: Myrna Ariati Wahyuaji Narottama PutraDocument49 pagesKlasifikasi Material: Myrna Ariati Wahyuaji Narottama PutraMoh Ilham AmirudinNo ratings yet
- Cpem 021Document1 pageCpem 021Siva KumarNo ratings yet
- 422 Steel DatasheetDocument2 pages422 Steel DatasheetKashif MohiuddinNo ratings yet
- Iip Metal ContainersDocument32 pagesIip Metal ContainersAnand KumarNo ratings yet
- 5-b - Carbon and Alloy SteelsDocument43 pages5-b - Carbon and Alloy SteelszzirapovNo ratings yet
- Klasifikasi Material: Myrna Ariati Wahyuaji Narottama PutraDocument49 pagesKlasifikasi Material: Myrna Ariati Wahyuaji Narottama Putrachink07No ratings yet
- Klasifikasi Material: Myrna Ariati Wahyuaji Narottama PutraDocument49 pagesKlasifikasi Material: Myrna Ariati Wahyuaji Narottama PutraAfril AltairNo ratings yet
- 410 Spec SheetDocument4 pages410 Spec SheetDavid CabreraNo ratings yet
- Cartech Trimrite® Stainless: IdentificationDocument7 pagesCartech Trimrite® Stainless: IdentificationYassinSalahNo ratings yet
- Amie Material Science NotesDocument276 pagesAmie Material Science NotesRajendra Kumar Yadav100% (2)
- Annealing TreatmentDocument18 pagesAnnealing TreatmentPT. Global indo PowerNo ratings yet
- Chemical Formula Topics Covered: Table 1. Composition Ranges For 410 Grade Stainless SteelDocument4 pagesChemical Formula Topics Covered: Table 1. Composition Ranges For 410 Grade Stainless Steelaryanscrews2329No ratings yet
- Piping Materials Selection TrainingDocument60 pagesPiping Materials Selection TrainingKagira Drawing Soltuion100% (2)
- Classification of Steel & Alloy SteelsDocument39 pagesClassification of Steel & Alloy SteelsNetaa sachinNo ratings yet
- D.Selvakumaran Course Director/AwtiDocument83 pagesD.Selvakumaran Course Director/AwtiaravindanNo ratings yet
- Pertemuan Steel and Steel AlloyDocument43 pagesPertemuan Steel and Steel AlloyAmran WiratmaNo ratings yet
- Stainless Steel Grade 410Document5 pagesStainless Steel Grade 410Rajesh N Priya Gopinathan100% (1)
- Development of A Vanadium Redox Flow Battery For Energy StorageDocument91 pagesDevelopment of A Vanadium Redox Flow Battery For Energy StorageShofiNo ratings yet
- Accepted Manuscript Functional Materials LettersDocument6 pagesAccepted Manuscript Functional Materials LettersShofiNo ratings yet
- 7.1: Crystal Structure: CrystallographyDocument11 pages7.1: Crystal Structure: CrystallographyShofiNo ratings yet
- Materials Science & Engineering R: Jun Ming, Jing Guo, Chuan Xia, Wenxi Wang, Husam N. Alshareef TDocument27 pagesMaterials Science & Engineering R: Jun Ming, Jing Guo, Chuan Xia, Wenxi Wang, Husam N. Alshareef TShofiNo ratings yet
- Journal of Energy ChemistryDocument27 pagesJournal of Energy ChemistryShofiNo ratings yet
- Materials Chemistry For Rechargeable Zinc-Ion Batteries: Chemical Society Reviews June 2020Document18 pagesMaterials Chemistry For Rechargeable Zinc-Ion Batteries: Chemical Society Reviews June 2020ShofiNo ratings yet
- Binder-Free Α-Mno2 Nanowires On Carbon Cloth As Cathode Material For Zinc-Ion BatteriesDocument14 pagesBinder-Free Α-Mno2 Nanowires On Carbon Cloth As Cathode Material For Zinc-Ion BatteriesShofiNo ratings yet
- Fundamentals of Waterborne Resin TechnologyDocument4 pagesFundamentals of Waterborne Resin TechnologyvaducNo ratings yet
- In Uence of Coatings On Tensile Properties of Glass Fiber: Materials Science April 2014Document6 pagesIn Uence of Coatings On Tensile Properties of Glass Fiber: Materials Science April 2014MorkizgaNo ratings yet
- SMAW Electrode IdentificationDocument2 pagesSMAW Electrode IdentificationAsim AliNo ratings yet
- Heat (Kalor)Document20 pagesHeat (Kalor)Tutut RukmanaNo ratings yet
- Speed Dry Mix BrochureDocument12 pagesSpeed Dry Mix BrochureBijaya RaulaNo ratings yet
- Ultratech PPC 53 Grade CementDocument1 pageUltratech PPC 53 Grade CementGovind SharmaNo ratings yet
- Fe2WO6 EnbraerDocument1 pageFe2WO6 EnbraerJoel CastroNo ratings yet
- Sliver Can EssentialsDocument8 pagesSliver Can EssentialsHimanshu FoglaNo ratings yet
- Bhel List of Raw Material Suppliers PDFDocument93 pagesBhel List of Raw Material Suppliers PDFAnonymous gr5Pr9AVNo ratings yet
- Clin-Tech Microbiology BrochureDocument10 pagesClin-Tech Microbiology Brochurehoria96No ratings yet
- Technical Note 802 - Leak Testing Part 1 - Pre-Test ConsiderationsDocument5 pagesTechnical Note 802 - Leak Testing Part 1 - Pre-Test ConsiderationsEleonoraNo ratings yet
- Laser Shock Peening - 02Document16 pagesLaser Shock Peening - 02ChockalingamNo ratings yet
- TOP CIVIL ENGINEERING Interview Questions and Answers 2019Document45 pagesTOP CIVIL ENGINEERING Interview Questions and Answers 2019SadiqNo ratings yet
- Sloshing in A Tank Modelled Using SPH As An Example in AbaqusDocument11 pagesSloshing in A Tank Modelled Using SPH As An Example in AbaqusPravinkumarGhodake100% (1)
- Metals & NonmetalsDocument29 pagesMetals & NonmetalsCarlyn VarelaNo ratings yet
- PN Junction TheoryDocument2 pagesPN Junction TheoryKeshav JhaNo ratings yet
- PSD Glutamato MonosodicoDocument7 pagesPSD Glutamato MonosodicoJulian LizcanoNo ratings yet
- Arc WeldingDocument24 pagesArc Weldingaq lapar100% (5)
- Book of AbstractDocument861 pagesBook of Abstractwal1547No ratings yet
- Lecture 4 Imperfections in SolidsDocument65 pagesLecture 4 Imperfections in Solidsramya_an2411No ratings yet
- Chemistry Poll 17Document16 pagesChemistry Poll 17PROFESSOR BERLINNo ratings yet
- Construction of Rural Roads With Cationic Bitumen Emulsion Based Cold Mix TechnologyDocument68 pagesConstruction of Rural Roads With Cationic Bitumen Emulsion Based Cold Mix Technologyamitjustamit100% (1)
- Spontaneous and Nonspontaneous Processes - EntropyDocument9 pagesSpontaneous and Nonspontaneous Processes - EntropyKNo ratings yet
- Science 4 - Q1 - Mod1Document37 pagesScience 4 - Q1 - Mod1maribel bathan100% (2)
- Tec 311 MC: Non-Shrink Fluid Micro ConcreteDocument2 pagesTec 311 MC: Non-Shrink Fluid Micro Concretemanikandan4strl100% (1)
- DS-EN 1999-1-1 DK NA-2013 Part 1-1 General Rules and Rules For BuildingsDocument6 pagesDS-EN 1999-1-1 DK NA-2013 Part 1-1 General Rules and Rules For BuildingsPatrik AlfredssonNo ratings yet
- ™ Polyvinylidene Chloride (PVDC) Resins: SaranDocument6 pages™ Polyvinylidene Chloride (PVDC) Resins: SaranMichael Gonzales BaldeonNo ratings yet