You might also like
- Artists' Materials: The Complete Source book of Methods and MediaFrom EverandArtists' Materials: The Complete Source book of Methods and MediaNo ratings yet
- Making Hats out of Felt - Selected Articles on MillineryFrom EverandMaking Hats out of Felt - Selected Articles on MillineryRating: 4.5 out of 5 stars4.5/5 (3)
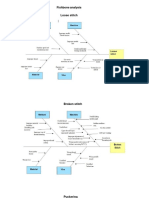
- Fishbone DiagramDocument8 pagesFishbone Diagramkv100% (3)
- Wool FinishingDocument32 pagesWool Finishingkv100% (1)
- 2 CalenderingDocument42 pages2 CalenderingPRIYA GHOSHNo ratings yet
- SanforizingDocument26 pagesSanforizingkvNo ratings yet
- Different Types of Finishes On Different Fabrics Final.Document61 pagesDifferent Types of Finishes On Different Fabrics Final.Nishu JalotiaNo ratings yet
- Change Due To Mercerization: A. Fiber LevelDocument49 pagesChange Due To Mercerization: A. Fiber LevelMatrix TeamNo ratings yet
- Lecture 4 2022Document52 pagesLecture 4 2022NURUL YAHSIFAH SYQELLA BINTI YAHYA BK21110100No ratings yet
- Mechanical Finishing: Presented by Nikhil PatilDocument31 pagesMechanical Finishing: Presented by Nikhil PatilJaishuNo ratings yet
- Wet Processing Unit IDocument103 pagesWet Processing Unit IGopinathNo ratings yet
- Finishes: An IntroductionDocument56 pagesFinishes: An IntroductionmanishNo ratings yet
- Manufacturing of Green CompositesDocument20 pagesManufacturing of Green CompositesShivansh ThakurNo ratings yet
- Textile Finishing: TXCH 458Document38 pagesTextile Finishing: TXCH 458Danial AhmedNo ratings yet
- Textile Chemistry: - by - Hemant Yadav - Textile ProcessingDocument64 pagesTextile Chemistry: - by - Hemant Yadav - Textile Processingzxzxz100% (1)
- Textile FinishingDocument61 pagesTextile Finishingsalonivora95% (22)
- Lecture 4 - Properties and Application of Textile Fibers Yarns and New Fiber and Yarn Engineering 30th October 2022Document86 pagesLecture 4 - Properties and Application of Textile Fibers Yarns and New Fiber and Yarn Engineering 30th October 2022Nadeeka TisseraNo ratings yet
- Fabric and Garment Finishing MethodsDocument53 pagesFabric and Garment Finishing MethodsDeepali Choudhary86% (7)
- Natural Fibre: - Cotton and Linen Rags - WoodDocument15 pagesNatural Fibre: - Cotton and Linen Rags - WoodRob kevinsonNo ratings yet
- Wool FinishingDocument22 pagesWool FinishingAANCHAL CHAWLANo ratings yet
- MercerisationDocument50 pagesMercerisationnikitaNo ratings yet
- MMF & Texturing - UpdateDocument26 pagesMMF & Texturing - UpdateChamal JayasingheNo ratings yet
- Final PPT - LeninDocument34 pagesFinal PPT - LeninAman AnshuNo ratings yet
- Calender IngDocument12 pagesCalender IngAditi ChakrabortyNo ratings yet
- MercerisationDocument21 pagesMercerisationnahidulbutex002No ratings yet
- Textile Chemical Processing 1stDocument171 pagesTextile Chemical Processing 1stAhmad ButtNo ratings yet
- Textile PretreatmentDocument63 pagesTextile Pretreatmentbobbymayaa100% (2)
- Volumnia SlidesCarnivalDocument21 pagesVolumnia SlidesCarnivalDhanraj SutharNo ratings yet
- Calender IngDocument20 pagesCalender Ingnahidulbutex0020% (1)
- Wet Processing TechnologyDocument32 pagesWet Processing TechnologyProfessorTextechNo ratings yet
- Textiles ProcessingDocument38 pagesTextiles Processingmanishsolanki002100% (5)
- Dyeing Unit 3Document69 pagesDyeing Unit 3HAMSA LEKHANo ratings yet
- Recomendaciones Modal 100%Document6 pagesRecomendaciones Modal 100%Alfredo GSNo ratings yet
- Technology of Bleaching - 2: By-Hemant Yadav Textile ProcessingDocument52 pagesTechnology of Bleaching - 2: By-Hemant Yadav Textile ProcessingzxzxzNo ratings yet
- Mechanical FinishingDocument40 pagesMechanical FinishingAshish Gupta0% (1)
- Mechanical FinishingDocument23 pagesMechanical Finishingmahes_texNo ratings yet
- CalenderingDocument18 pagesCalenderingRajesh Karunakaran100% (2)
- Sitara Training ReportDocument47 pagesSitara Training Reportqasir846775No ratings yet
- Embedding of Plant TissuesDocument17 pagesEmbedding of Plant TissuesSWETA MOHANTY 2147619No ratings yet
- Topics: Calendering: Tariqul Islam Wet Processing Lecturer (TECN)Document3 pagesTopics: Calendering: Tariqul Islam Wet Processing Lecturer (TECN)ইমরানুল শহীদ আলভীNo ratings yet
- FGF Study MaterialDocument30 pagesFGF Study MaterialIshikaNo ratings yet
- Mechanical Finishing of NonwovensDocument23 pagesMechanical Finishing of Nonwovensmahes_tex100% (1)
- Fabric Finishing Process and TreatmentDocument5 pagesFabric Finishing Process and TreatmentSwarnim DobwalNo ratings yet
- De SizingDocument22 pagesDe SizingshreeNo ratings yet
- Pad Steam MachineDocument27 pagesPad Steam MachineJuan CubasNo ratings yet
- 03 - Wet Processing TechnologyDocument36 pages03 - Wet Processing TechnologyVinalee SeneviratneNo ratings yet
- MercerisationDocument5 pagesMercerisationTariqul IslamNo ratings yet
- Hor 311 21uag113 ViswanathanDocument7 pagesHor 311 21uag113 Viswanathanraghuldon36No ratings yet
- CPT-II - Unit 5 (Finishing)Document31 pagesCPT-II - Unit 5 (Finishing)Rahul KasaleNo ratings yet
- Spinning ProcessDocument22 pagesSpinning ProcessSHWETA CHAUHANNo ratings yet
- Finishing Assignment 1Document6 pagesFinishing Assignment 1Danial Ahmed100% (2)
- MercerisationDocument18 pagesMercerisationVarun Mehrotra0% (1)
- Wool ShrinkageDocument5 pagesWool ShrinkageShohel Ahmed100% (1)
- SanforizingDocument26 pagesSanforizingSwapniel PatilNo ratings yet
- Protein FiberDocument38 pagesProtein FiberFahad juttNo ratings yet
- Yarn TexturingDocument33 pagesYarn TexturingAbdul QadeerNo ratings yet
- Delighting in Denim - A Wonder FabricDocument53 pagesDelighting in Denim - A Wonder Fabricrajivranjan3490No ratings yet
- The Dyeing of Cotton Fabrics: A Practical Handbook for the Dyer and StudentFrom EverandThe Dyeing of Cotton Fabrics: A Practical Handbook for the Dyer and StudentNo ratings yet
- The American Tanner - Containing Improved and Quick Methods of Curing, Tanning, and Coloring the Skins of the Sheep, Goat, Dog, Rabbit, Otter, Beaver, Muskrat, Mink, Wolf, Fox, Etc, and other Heavier Hides: Including a Plain Description of the Necessary Utensils, and Practical Directions for Their useFrom EverandThe American Tanner - Containing Improved and Quick Methods of Curing, Tanning, and Coloring the Skins of the Sheep, Goat, Dog, Rabbit, Otter, Beaver, Muskrat, Mink, Wolf, Fox, Etc, and other Heavier Hides: Including a Plain Description of the Necessary Utensils, and Practical Directions for Their useNo ratings yet
- Jia Rathore PDFDocument47 pagesJia Rathore PDFkvNo ratings yet
- Fishbone DiagramDocument8 pagesFishbone DiagramkvNo ratings yet
- Raymond'S Dmapl (Trouser Line) : Submitted By: Shria Kalia (Nift Kangra) Mayank Banni (Nift Kannur)Document5 pagesRaymond'S Dmapl (Trouser Line) : Submitted By: Shria Kalia (Nift Kangra) Mayank Banni (Nift Kannur)kvNo ratings yet
- Swati Shukla PDFDocument74 pagesSwati Shukla PDFkvNo ratings yet
- Application of Modularmanufacturing System in Garment IndustriesDocument7 pagesApplication of Modularmanufacturing System in Garment Industrieskv100% (1)
- Simultaneous Dyeing and Antibacterial Finishing of Textile by Solgel TechniqueDocument7 pagesSimultaneous Dyeing and Antibacterial Finishing of Textile by Solgel TechniquekvNo ratings yet
- Pareto Analysis and Cause-Effect Diagram For Minimizing DefectDocument12 pagesPareto Analysis and Cause-Effect Diagram For Minimizing DefectkvNo ratings yet
- Gantt ChartDocument4 pagesGantt ChartkvNo ratings yet
- Tale Ya Betri Na VifunikoDocument2 pagesTale Ya Betri Na VifunikokvNo ratings yet
- Textile Internship ReportDocument102 pagesTextile Internship Reportkv100% (2)
- Internship Report ON Masood Textile Mills Limited: Submitted byDocument77 pagesInternship Report ON Masood Textile Mills Limited: Submitted bykv100% (1)
- Take It and Use ItDocument123 pagesTake It and Use ItkvNo ratings yet
- Knitted Garment PDFDocument9 pagesKnitted Garment PDFkvNo ratings yet
- Chemistry: Investigatory Project On Food AdulterationDocument18 pagesChemistry: Investigatory Project On Food AdulterationZobiya KhanNo ratings yet
- 02 Jet 002 Kola DesignDocument9 pages02 Jet 002 Kola DesignM Juanda DarmawanNo ratings yet
- Ying Cao OLED Display 04Document18 pagesYing Cao OLED Display 04muaheltNo ratings yet
- App Lie Physics IDocument8 pagesApp Lie Physics Ishiva sravan sangabathulaNo ratings yet
- 64a81d7505f213001848154e - ## - City Test Paper - 02 - 5 July - Only PDFDocument8 pages64a81d7505f213001848154e - ## - City Test Paper - 02 - 5 July - Only PDFSatyam AgrawalNo ratings yet
- Syllabus: Graduate SchoolDocument2 pagesSyllabus: Graduate Schoolsid202pkNo ratings yet
- Jis G3458 PDFDocument14 pagesJis G3458 PDFhbookNo ratings yet
- Rae Systems Parts List October 26 2010Document2 pagesRae Systems Parts List October 26 2010Mike HastingsNo ratings yet
- Wellbore Flow PerformanceDocument7 pagesWellbore Flow PerformanceAhmad KoharNo ratings yet
- Mondi - Release Liner ProgrammeDocument1 pageMondi - Release Liner ProgrammePraweenuch PenpassakarnNo ratings yet
- FlotacionDocument2 pagesFlotacionJose Ariel TorrezNo ratings yet
- REDOX CIU CNAE 2015 Ultima VersionDocument27 pagesREDOX CIU CNAE 2015 Ultima VersionEduardo Caballero FerreiraNo ratings yet
- Thermal PhysicsDocument30 pagesThermal PhysicsGkid GkidNo ratings yet
- SPFA-103 - Aug 2015Document29 pagesSPFA-103 - Aug 2015sabinNo ratings yet
- C675Fd01 IMPCO Spectrum PartsDocument281 pagesC675Fd01 IMPCO Spectrum Partsulsh1954No ratings yet
- RF4 PK PDFDocument2 pagesRF4 PK PDFMuhammad WaseemNo ratings yet
- Mapping Standar Alat Labkesda Kab KotaDocument3 pagesMapping Standar Alat Labkesda Kab Kotacctb kabbogorNo ratings yet
- Korethane 310HSDocument2 pagesKorethane 310HShafizNo ratings yet
- Rajini Final Merged ThesisDocument89 pagesRajini Final Merged ThesispadminiNo ratings yet
- Hillerborg Strip MethodDocument28 pagesHillerborg Strip MethodKreen13271% (7)
- NTPC Limited: (A Government of India Enterprise)Document21 pagesNTPC Limited: (A Government of India Enterprise)Swaraj BiswasNo ratings yet
- BIOCHEM LAB - Introduction To BiochemistryDocument8 pagesBIOCHEM LAB - Introduction To BiochemistryLyanne SoNo ratings yet
- Cambridge International AS & A Level: CHEMISTRY 9701/42Document24 pagesCambridge International AS & A Level: CHEMISTRY 9701/42YasminNo ratings yet
- Soil MicrobiologyDocument970 pagesSoil Microbiologynp_jonathan100% (3)
- Metodos Experimentales Agua ResidualesDocument362 pagesMetodos Experimentales Agua ResidualesMauricio MartinezNo ratings yet
- SteelBars - Amsteel WebPortalDocument2 pagesSteelBars - Amsteel WebPortaltanminweeNo ratings yet
- Sika® Carbodur®-300 Grid: Product Data SheetDocument3 pagesSika® Carbodur®-300 Grid: Product Data SheetMohammed AwfNo ratings yet
- Standard Lesson PlanDocument13 pagesStandard Lesson PlanMarconi QuiachonNo ratings yet
- 6) Quantitative Determination of Phenols in Volatile OilsDocument3 pages6) Quantitative Determination of Phenols in Volatile Oilsإسراء رمضانNo ratings yet
- Chemical AdditionsDocument103 pagesChemical AdditionsAlvin Kim100% (1)