You might also like
- Title of Monograph: Cinnamomum CamphoraDocument11 pagesTitle of Monograph: Cinnamomum CamphoraDyar Mzafar100% (1)
- Artists' Materials: The Complete Source book of Methods and MediaFrom EverandArtists' Materials: The Complete Source book of Methods and MediaNo ratings yet
- Water & Wastewater TR EatmentDocument28 pagesWater & Wastewater TR EatmentMuhammad NidhomNo ratings yet
- Wet ProcessingDocument51 pagesWet ProcessingSenelisile MoyoNo ratings yet
- Regenerated Cellulose Fibers Viscose: Farzana Faiza Lecturer, AUSTDocument12 pagesRegenerated Cellulose Fibers Viscose: Farzana Faiza Lecturer, AUSTMustafiz RahmanNo ratings yet
- Mercerization: Difference Between Scouring & MercerizationDocument6 pagesMercerization: Difference Between Scouring & MercerizationJunior SakifNo ratings yet
- Fabric and Garment Finishing MethodsDocument53 pagesFabric and Garment Finishing MethodsDeepali Choudhary86% (7)
- CottonDocument12 pagesCottonMarco Antonio Quino MendozaNo ratings yet
- Wet Processing TechnologyDocument32 pagesWet Processing TechnologyProfessorTextechNo ratings yet
- Textiles ProcessingDocument38 pagesTextiles Processingmanishsolanki002100% (5)
- MERCERIZATIONDocument141 pagesMERCERIZATIONshettisanjayNo ratings yet
- Delighting in Denim - A Wonder FabricDocument53 pagesDelighting in Denim - A Wonder Fabricrajivranjan3490No ratings yet
- Mercerizing Cellulosic Fibres & Its EffectsDocument5 pagesMercerizing Cellulosic Fibres & Its EffectsMohammed Atiqul Hoque ChowdhuryNo ratings yet
- Mercerization 140503095002 Phpapp01Document68 pagesMercerization 140503095002 Phpapp01mudit bhargavaNo ratings yet
- Textile FinishingDocument61 pagesTextile Finishingsalonivora95% (22)
- The Dyeing of Cotton Fabrics: A Practical Handbook for the Dyer and StudentFrom EverandThe Dyeing of Cotton Fabrics: A Practical Handbook for the Dyer and StudentNo ratings yet
- Vegetable Dyes: Being a Book of Recipes and Other Information Useful to the DyerFrom EverandVegetable Dyes: Being a Book of Recipes and Other Information Useful to the DyerNo ratings yet
- Computer Applications For Textile GM-4045: Introduction To Textile ProcessingDocument24 pagesComputer Applications For Textile GM-4045: Introduction To Textile ProcessingYousaf100% (1)
- Spinning TechniquesDocument18 pagesSpinning TechniquesShan ImtiazNo ratings yet
- MercerisationDocument50 pagesMercerisationnikitaNo ratings yet
- MercerisationDocument18 pagesMercerisationVarun Mehrotra0% (1)
- MercerisationDocument21 pagesMercerisationnahidulbutex002No ratings yet
- SanforizingDocument26 pagesSanforizingkvNo ratings yet
- MercerizationDocument141 pagesMercerizationkreeshnuNo ratings yet
- 5 Wool FinishingDocument32 pages5 Wool FinishingkvNo ratings yet
- Wool FinishingDocument32 pagesWool Finishingkv100% (1)
- MercerisationDocument5 pagesMercerisationTariqul IslamNo ratings yet
- Wet Processing Unit IDocument103 pagesWet Processing Unit IGopinathNo ratings yet
- Final PPT - LeninDocument34 pagesFinal PPT - LeninAman AnshuNo ratings yet
- Dyeing and Printing Assignment 1 Topic: To Study The Mercerizing ProcessDocument27 pagesDyeing and Printing Assignment 1 Topic: To Study The Mercerizing ProcessnidhisanjeetNo ratings yet
- Finishes: An IntroductionDocument56 pagesFinishes: An IntroductionmanishNo ratings yet
- SizingDocument57 pagesSizingABDUR RAFI JARIFNo ratings yet
- Lecture 4 2022Document52 pagesLecture 4 2022NURUL YAHSIFAH SYQELLA BINTI YAHYA BK21110100No ratings yet
- Mercerization of Cotton: - John Mercer 1791-1866 British Chemist - Expts On Measurement of Viscosity of Solutions ofDocument20 pagesMercerization of Cotton: - John Mercer 1791-1866 British Chemist - Expts On Measurement of Viscosity of Solutions ofvinayakasisNo ratings yet
- 2 CalenderingDocument42 pages2 CalenderingPRIYA GHOSHNo ratings yet
- Lecture 4 - Properties and Application of Textile Fibers Yarns and New Fiber and Yarn Engineering 30th October 2022Document86 pagesLecture 4 - Properties and Application of Textile Fibers Yarns and New Fiber and Yarn Engineering 30th October 2022Nadeeka TisseraNo ratings yet
- Class MercerizationDocument20 pagesClass Mercerizationbg2108100% (1)
- Mercerization: Mercerization, in Textiles, A Chemical Treatment Applied To Cotton Fibers or Fabrics ToDocument4 pagesMercerization: Mercerization, in Textiles, A Chemical Treatment Applied To Cotton Fibers or Fabrics ToNakib Ibna Bashar100% (1)
- MMF & Texturing - UpdateDocument26 pagesMMF & Texturing - UpdateChamal JayasingheNo ratings yet
- Study of Some Properties of Greige Cotton Fabrics After Hot MercerizingDocument4 pagesStudy of Some Properties of Greige Cotton Fabrics After Hot MercerizingJoe NucodNo ratings yet
- Mechanical FinishingDocument23 pagesMechanical Finishingmahes_texNo ratings yet
- Mercer IzationDocument75 pagesMercer IzationTanmay JagetiaNo ratings yet
- 03 - Wet Processing TechnologyDocument36 pages03 - Wet Processing TechnologyVinalee SeneviratneNo ratings yet
- MercerizationDocument3 pagesMercerizationFAHMA IQBALNo ratings yet
- MercerizationDocument18 pagesMercerizationFarabbi AdittoNo ratings yet
- Mercerization Efficiency of Pretreatments and Degumming of Silk 1643971765610Document11 pagesMercerization Efficiency of Pretreatments and Degumming of Silk 1643971765610Ishaan GuptaNo ratings yet
- Mechanical Finishing of NonwovensDocument23 pagesMechanical Finishing of Nonwovensmahes_tex100% (1)
- De SizingDocument22 pagesDe SizingshreeNo ratings yet
- Textile Finishing: TXCH 458Document38 pagesTextile Finishing: TXCH 458Danial AhmedNo ratings yet
- Sizing: Engr. Md. Faisal MahmudDocument17 pagesSizing: Engr. Md. Faisal MahmudMustafiz RahmanNo ratings yet
- Fiber New RevisedDocument69 pagesFiber New RevisedSeema TuliNo ratings yet
- Sitara Training ReportDocument47 pagesSitara Training Reportqasir846775No ratings yet
- Mercer IzationDocument23 pagesMercer IzationanowartexNo ratings yet
- Mercerizing YarnDocument7 pagesMercerizing YarnRajdeep SinghNo ratings yet
- Mercerization Fabric FinishDocument9 pagesMercerization Fabric FinishKanupriya ChaudharyNo ratings yet
- Mercerization: Benefit Obtained by Mercerization/ObjectsDocument7 pagesMercerization: Benefit Obtained by Mercerization/ObjectsSakthi TharanNo ratings yet
- Wet Processing of Silk & WoolDocument24 pagesWet Processing of Silk & WoolnikitaNo ratings yet
- Man Made FibersDocument48 pagesMan Made FibersChaudhary Shahzad ZahoorNo ratings yet
- Mercerization: Benefit Obtained by Mercerization/ObjectsDocument7 pagesMercerization: Benefit Obtained by Mercerization/ObjectsNakib Ibna BasharNo ratings yet
- A Study of the Changes in Skins During Their Conversion into LeatherFrom EverandA Study of the Changes in Skins During Their Conversion into LeatherNo ratings yet
- Kelvin Lau MWI +RRDocument18 pagesKelvin Lau MWI +RRUniversityJCNo ratings yet
- Y11A Cycle Test 9.2.23Document16 pagesY11A Cycle Test 9.2.23sharkeesha sharkeeshaNo ratings yet
- Nucleic Acid: Biochem ReviewerDocument4 pagesNucleic Acid: Biochem ReviewerDaine MarconNo ratings yet
- Chapter 2 Alloys - 2012 - Applied Welding EngineeringDocument5 pagesChapter 2 Alloys - 2012 - Applied Welding EngineeringJames LeonNo ratings yet
- Determination Essential and Toxic Metals Blood Icp Ms Using Calibration Synthetic MatrixDocument10 pagesDetermination Essential and Toxic Metals Blood Icp Ms Using Calibration Synthetic MatrixmarkodefenNo ratings yet
- Preparation and Chemical Properties of Carboxylic AcidDocument12 pagesPreparation and Chemical Properties of Carboxylic AciddayhunterNo ratings yet
- Worksheet - 1Document4 pagesWorksheet - 1Santanu DasNo ratings yet
- Crej2: Alkaline PHDocument7 pagesCrej2: Alkaline PHMadalina Cioroiu-AndronescuNo ratings yet
- 8 Parts General EducationDocument49 pages8 Parts General EducationBea CeraldeNo ratings yet
- Building Material and Testing Swathi B VDocument14 pagesBuilding Material and Testing Swathi B Vswathi bymanaNo ratings yet
- Report of TitrationDocument7 pagesReport of TitrationSafwan BakrmanyNo ratings yet
- Data Produk & Vendor E-Catalog LKPP - KursiDocument55 pagesData Produk & Vendor E-Catalog LKPP - KursiAndi Ramdan HamdaniNo ratings yet
- Giacomini UFH Brochure June 10Document64 pagesGiacomini UFH Brochure June 10onga yaaNo ratings yet
- PKLPPC300N Operating ManualDocument231 pagesPKLPPC300N Operating ManualLonCin123No ratings yet
- Deutz Fahr AGROTRON TTV 1160 Tractor Service Repair ManualDocument20 pagesDeutz Fahr AGROTRON TTV 1160 Tractor Service Repair ManuallaopaodunNo ratings yet
- Ioc Quiz QuestionsDocument17 pagesIoc Quiz QuestionsrytorvasNo ratings yet
- Conversion FAU To SKBDocument2 pagesConversion FAU To SKBNghia TranNo ratings yet
- TOC in Daily PracticeDocument36 pagesTOC in Daily PracticePemastian MutuNo ratings yet
- Chemistry Classification of ReactionDocument3 pagesChemistry Classification of ReactionMohammad RussellNo ratings yet
- Pitfalls & Errors of HPLC in PictureDocument20 pagesPitfalls & Errors of HPLC in Picturemonsur.kaziNo ratings yet
- Chemistry P-8 May - 2019 SchemeDocument15 pagesChemistry P-8 May - 2019 SchemesagarNo ratings yet
- H BR H H 1 2 1 2 (A, E) Cis-1,2-Dibromocyclohexane BR H H BR H BR 1 2 1 2 (A, A) Trans-1,2-Dibromocyclohexane BR BR BR HDocument19 pagesH BR H H 1 2 1 2 (A, E) Cis-1,2-Dibromocyclohexane BR H H BR H BR 1 2 1 2 (A, A) Trans-1,2-Dibromocyclohexane BR BR BR HVIGHNESH BALKRISHNA LOKARENo ratings yet
- 3294-Article Text-19265-2-10-20210826Document9 pages3294-Article Text-19265-2-10-20210826A023Ratih WulandariNo ratings yet
- Experiment 3 and 4 Carbohydrates PDFDocument3 pagesExperiment 3 and 4 Carbohydrates PDFIcey YoonNo ratings yet
- Determination of Tolterodine Tartrate in Bulk and Formulation by Extractive Colorimetric Method Using Tropaeolin OOO-1Document7 pagesDetermination of Tolterodine Tartrate in Bulk and Formulation by Extractive Colorimetric Method Using Tropaeolin OOO-1sadafNo ratings yet
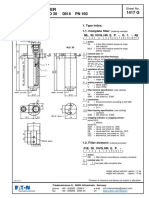
- ML 30, MLO 30 (1417G-English) PDFDocument2 pagesML 30, MLO 30 (1417G-English) PDFEESL AACNo ratings yet
- C 05 SupplementDocument13 pagesC 05 SupplementVivekananda NandamNo ratings yet
- College Notes Unit-1 Solid StateDocument24 pagesCollege Notes Unit-1 Solid StateRamanujam JNo ratings yet