You might also like
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Product Data Sheet: Afrox SpeedcraftDocument2 pagesProduct Data Sheet: Afrox SpeedcraftAdel AbduoNo ratings yet
- SAW Test Results NSSW NB-250H & Y-80M Flux WireDocument5 pagesSAW Test Results NSSW NB-250H & Y-80M Flux WireEduard Gonzalo Rojas CervantesNo ratings yet
- Esab, Ok 309L (29.12.16)Document1 pageEsab, Ok 309L (29.12.16)RodrigoNo ratings yet
- Product Data Sheet: Afrox 7018-1Document2 pagesProduct Data Sheet: Afrox 7018-1Gervasio AndradeNo ratings yet
- Procedure Qualification SpecificationDocument4 pagesProcedure Qualification Specificationriyas.hvacworkNo ratings yet
- Pinnacle Alloys E7018 E7018 1Document2 pagesPinnacle Alloys E7018 E7018 1BerniIrleNo ratings yet
- Merit S-6: Lincoln Electric China Gmaw Solid WireDocument2 pagesMerit S-6: Lincoln Electric China Gmaw Solid Wirelovaldes62No ratings yet
- Pipeliner 7P+: Conformances Key FeaturesDocument2 pagesPipeliner 7P+: Conformances Key FeaturesAnand GNo ratings yet
- European Steel and Alloy GradesDocument2 pagesEuropean Steel and Alloy Gradesfarshid KarpasandNo ratings yet
- Welding Economics Reference BookletDocument10 pagesWelding Economics Reference BookletalejandroNo ratings yet
- Welding References - Education Center - KOBELCO - KOBE STEEL, LTD.Document6 pagesWelding References - Education Center - KOBELCO - KOBE STEEL, LTD.Ferdie UlangNo ratings yet
- ESB 321M116700 SpecSheetDocument2 pagesESB 321M116700 SpecSheetArthanari VaidyanathanNo ratings yet
- ESB 321M116700 SpecSheetDocument2 pagesESB 321M116700 SpecSheetCitra Adelina SitorusNo ratings yet
- Resistance Welding: Indian Institute of Welding - ANB Refresher Course - Module 10Document40 pagesResistance Welding: Indian Institute of Welding - ANB Refresher Course - Module 10dayalramNo ratings yet
- S-8018 B2Document5 pagesS-8018 B2Abhishek AnandNo ratings yet
- Sandvik 19.9.L Welding Wire DatasheetDocument3 pagesSandvik 19.9.L Welding Wire Datasheetpedro rojasNo ratings yet
- Sy LSZH Control Flexible CableDocument3 pagesSy LSZH Control Flexible Cableandy175No ratings yet
- AUTROD 316LSiDocument2 pagesAUTROD 316LSijoao guilhermeNo ratings yet
- Product Data Sheet OK 67.55: E 'Manual Metal-Arc Welding'Document2 pagesProduct Data Sheet OK 67.55: E 'Manual Metal-Arc Welding'rajNo ratings yet
- 6010Document1 page6010agrinjoshNo ratings yet
- Alloy AP-O PDFDocument1 pageAlloy AP-O PDFmonkeydluffyNo ratings yet
- Data Sheet: Weldox 700 High Strength SteelDocument2 pagesData Sheet: Weldox 700 High Strength SteelLuis AguilarNo ratings yet
- MG CatalogDocument21 pagesMG CatalogSanket IchakeNo ratings yet
- J506Fe low-hydrogen electrode for welding carbon steelDocument1 pageJ506Fe low-hydrogen electrode for welding carbon steelMAYMODERN STEELNo ratings yet
- TDC Certificate PDFDocument2 pagesTDC Certificate PDFAlaxmi NarayanNo ratings yet
- 4 - PREPARATION OF WPS - StudentDocument22 pages4 - PREPARATION OF WPS - Studentrazlan ghazaliNo ratings yet
- Conformances: Type: NeutralDocument2 pagesConformances: Type: NeutralsampathkumarNo ratings yet
- PQR DT Macro 60mm Smaw Astm A 516 Gr60Document4 pagesPQR DT Macro 60mm Smaw Astm A 516 Gr60Boran YelkenciogluNo ratings yet
- Exaton 383-16: Covered (Stick) Electrodes (Smaw) Stainless Steel ElectrodesDocument1 pageExaton 383-16: Covered (Stick) Electrodes (Smaw) Stainless Steel Electrodessergio jose morales perazaNo ratings yet
- American Wire Gauge - Wikipedia, The Free EncyclopediaDocument7 pagesAmerican Wire Gauge - Wikipedia, The Free EncyclopediamiguelNo ratings yet
- 278 en US FactSheet Main 01Document1 page278 en US FactSheet Main 01Jorge Manuel GuillermoNo ratings yet
- Rfoui-250v 2014Document5 pagesRfoui-250v 2014VENITHA KNo ratings yet
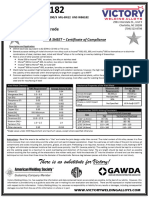
- NI-182 Victory ENICRFE-3 Electrode Data SheetDocument1 pageNI-182 Victory ENICRFE-3 Electrode Data SheetgianNo ratings yet
- Enamelled Copper Wire: ApplicationsDocument2 pagesEnamelled Copper Wire: ApplicationsDiana Elena CojocariuNo ratings yet
- Conarc 49C: Basic ElectrodeDocument2 pagesConarc 49C: Basic ElectrodeMark Williams100% (1)
- Chromet 92: Mma All-Positional Electrode For Joining P92 Creep Resisting SteelDocument2 pagesChromet 92: Mma All-Positional Electrode For Joining P92 Creep Resisting SteelVVan TanNo ratings yet
- Aerial Bundle Conductor Abc CableDocument1 pageAerial Bundle Conductor Abc CableBrianNo ratings yet
- COVERED ELECTRODES FOR MILD STEEL WELDINGDocument1 pageCOVERED ELECTRODES FOR MILD STEEL WELDINGKannan MurugesanNo ratings yet
- CSF-71T Technical Report EN - V2Document7 pagesCSF-71T Technical Report EN - V2Miroslav ThôngNo ratings yet
- AWS D1.1 WPS for Butt Joint SMAW ProcedureDocument2 pagesAWS D1.1 WPS for Butt Joint SMAW ProcedureWahyu Lailil FaisNo ratings yet
- Bare Aluminium Conductors AAC According To UNE 21018Document7 pagesBare Aluminium Conductors AAC According To UNE 21018Mary MaNo ratings yet
- Influence of The Gap Width On The Geometry of The Welded Joint in Hybrid Laser-Arc WeldingDocument10 pagesInfluence of The Gap Width On The Geometry of The Welded Joint in Hybrid Laser-Arc WeldingIrvan PradiktaNo ratings yet
- W Section 1 Mma Welding Saf Fro General Catalogue68475045296859596Document8 pagesW Section 1 Mma Welding Saf Fro General Catalogue68475045296859596sarahrouNo ratings yet
- Tenax 35S (E 42 5 B 32 H5)Document1 pageTenax 35S (E 42 5 B 32 H5)brunizzaNo ratings yet
- Ok 347 AutrodDocument2 pagesOk 347 Autrodjoao guilhermeNo ratings yet
- COVERED ELECTRODES FOR MILD STEEL WELDINGDocument1 pageCOVERED ELECTRODES FOR MILD STEEL WELDINGRys Multiventas SacNo ratings yet
- Ama 23ak - enDocument1 pageAma 23ak - enmohamed AdelNo ratings yet
- Lincoln6011 AS ES-MX PDFDocument2 pagesLincoln6011 AS ES-MX PDFJuan Novillo RamosNo ratings yet
- Product Data Sheet OK 61.30: E 'Manual Metal-Arc Welding'Document2 pagesProduct Data Sheet OK 61.30: E 'Manual Metal-Arc Welding'Bayu RahmanNo ratings yet
- Eq KZDocument1 pageEq KZSKYhabiaNo ratings yet
- Fence ProductsDocument52 pagesFence ProductsWaleed MohamedNo ratings yet
- Product Data Sheet OK 75.75: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenDocument3 pagesProduct Data Sheet OK 75.75: E 'Manual Metal-Arc Welding' ESAB Perstorp AB SwedenKARLNo ratings yet
- Rule No. 1Document64 pagesRule No. 1Albert AliminNo ratings yet
- Pipes For Civi and Industrial Installations OK PDFDocument24 pagesPipes For Civi and Industrial Installations OK PDFBruno ReisNo ratings yet
- CITOFLEX 55/65 cellulose electrodesDocument1 pageCITOFLEX 55/65 cellulose electrodesStarla HillNo ratings yet
- Universalis: Rutile ElectrodeDocument2 pagesUniversalis: Rutile ElectrodeBeshoy RedaNo ratings yet
- WeldingDocument1 pageWeldingNNo ratings yet
- Q-Chem Ethylene Project Welding Procedure SpecificationDocument1 pageQ-Chem Ethylene Project Welding Procedure SpecificationS GoudaNo ratings yet
- Weld DefectsDocument78 pagesWeld DefectsKevin CheungNo ratings yet
- Welspun Group L-SAW Plant Consumable Selection ChartDocument4 pagesWelspun Group L-SAW Plant Consumable Selection ChartKumawat PrakashNo ratings yet
- 11 - WELDING POSITIONS (1) .PPT (Compatibility Mode)Document20 pages11 - WELDING POSITIONS (1) .PPT (Compatibility Mode)Kumawat Prakash75% (4)
- PQR Procedure Qualification Records for GMAW and SAW WeldingDocument3 pagesPQR Procedure Qualification Records for GMAW and SAW WeldingKumawat PrakashNo ratings yet
- 6 Welding Procedure Qualification & Welder Qualification PDFDocument15 pages6 Welding Procedure Qualification & Welder Qualification PDFParminder Singh100% (2)
- Weld DefectsDocument78 pagesWeld DefectsKevin CheungNo ratings yet
- Astm E23Document28 pagesAstm E23Kumawat PrakashNo ratings yet
- 1 - MMAW Process - PPT (Compatibility Mode)Document44 pages1 - MMAW Process - PPT (Compatibility Mode)Kumawat Prakash100% (1)
- Welding parameters and bead profiles for SAWDocument5 pagesWelding parameters and bead profiles for SAWKumawat PrakashNo ratings yet
- GATE 2011 Answer Key, Solution, GATE 2011 SolutionsDocument4 pagesGATE 2011 Answer Key, Solution, GATE 2011 SolutionsRavi KantNo ratings yet
- Steam TurbinesDocument23 pagesSteam TurbinesNAYEEM100% (2)
- IE433 CAD CAM Software GuideDocument26 pagesIE433 CAD CAM Software GuideKumawat PrakashNo ratings yet
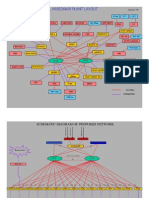
- Bhel Haridwar Plant Layout: CCX CAEDocument23 pagesBhel Haridwar Plant Layout: CCX CAEKumawat PrakashNo ratings yet
- Introduction to the Six Most Common NDT MethodsDocument34 pagesIntroduction to the Six Most Common NDT MethodsNanditha Mandava ChowdaryNo ratings yet
- AutobiographyDocument269 pagesAutobiographyBuziness MindNo ratings yet
- PDS Polyken 980 955Document2 pagesPDS Polyken 980 955David100% (1)
- Magnum PDocument99 pagesMagnum PMironIoanNo ratings yet
- FW PumpDocument15 pagesFW PumpAJAY1381100% (1)
- Mupro Slide GuideDocument3 pagesMupro Slide GuidePeterOLearyNo ratings yet
- A358 PDFDocument6 pagesA358 PDFwiNo ratings yet
- ATS Fitter NSQF 5Document49 pagesATS Fitter NSQF 5Jess YbanezNo ratings yet
- MS For DI Pipe WorksDocument34 pagesMS For DI Pipe WorksWilliam C. PasamonteNo ratings yet
- d601000258 Man 001Document24 pagesd601000258 Man 001Oswaldo VillarroelNo ratings yet
- GP161901 ComDocument29 pagesGP161901 Comsalic2013100% (1)
- 000-SP-PI02-0234 Especificaciones Tecnicas Torque y TensionadoDocument14 pages000-SP-PI02-0234 Especificaciones Tecnicas Torque y TensionadoÀngel RodriguezNo ratings yet
- Building Technology Mechanical and Electrical Systems PDFDocument2,828 pagesBuilding Technology Mechanical and Electrical Systems PDFJohn Smith100% (1)
- N-Propanol - CAS # 71-23-8: Product Handling GuideDocument2 pagesN-Propanol - CAS # 71-23-8: Product Handling Guidesharmi2011No ratings yet
- Steel YachtDocument12 pagesSteel YachtaghowelNo ratings yet
- Designs For Process SafetyDocument32 pagesDesigns For Process SafetyRobert WilsonNo ratings yet
- Soportes TolcoDocument68 pagesSoportes TolcoLuis Enrique Bernal GarciaNo ratings yet
- Whalley, J. The Cast Ell Ani Diadem. 2005Document2 pagesWhalley, J. The Cast Ell Ani Diadem. 2005Trinidad Pasíes Arqueología-ConservaciónNo ratings yet
- PE Aquagrip VJ BroDocument9 pagesPE Aquagrip VJ Brojorge71No ratings yet
- Inspection and Test Plan For Line PipeDocument4 pagesInspection and Test Plan For Line PipeMohamed BencharifNo ratings yet
- Asme B16.20-2023Document62 pagesAsme B16.20-2023Pacco HmNo ratings yet
- Shell & Tube Installation, Operation & Maintenance ManualDocument14 pagesShell & Tube Installation, Operation & Maintenance Manualnidhul07No ratings yet
- Multicycle Circulating Valve With Lock Module: Applications DescriptionDocument1 pageMulticycle Circulating Valve With Lock Module: Applications DescriptionYves-donald MakoumbouNo ratings yet
- Kawasaki Zx-6R 2005 Parts CatalogDocument71 pagesKawasaki Zx-6R 2005 Parts CatalogAlejandro MercadoNo ratings yet
- Ammonia StorageDocument11 pagesAmmonia StorageCristina Ion100% (1)
- WPQT FormatDocument176 pagesWPQT FormatRafiqKu50% (2)
- BT7 Steam Trap Uid91920091059231Document2 pagesBT7 Steam Trap Uid91920091059231Ramesh-NairNo ratings yet
- Pipeline Construction PDFDocument3 pagesPipeline Construction PDFAhmed Nahrawy100% (1)
- Method Statments For Mechanical WorksDocument34 pagesMethod Statments For Mechanical WorksUmar Farooq100% (1)
- Metal Fabrication Pipe Cost Estimation SheetDocument1 pageMetal Fabrication Pipe Cost Estimation SheettunlinooNo ratings yet
- Requirements for Branch Connections to Flare HeadersDocument3 pagesRequirements for Branch Connections to Flare Headersgpskumar22No ratings yet
- CV for Coating Inspector PositionDocument11 pagesCV for Coating Inspector PositionRauf AliyevNo ratings yet