You might also like
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
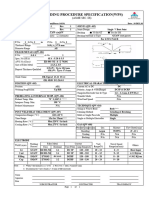
- GMAW welding parameters for SS400 pipeDocument2 pagesGMAW welding parameters for SS400 pipeAnonymous zfC1zo9C100% (1)
- Draft WPS Welder R0Document51 pagesDraft WPS Welder R0R Bernanda Argandhi SaputraNo ratings yet
- PQR 03 2014Document2 pagesPQR 03 2014vinuNo ratings yet
- Procedure Qualification SpecificationDocument4 pagesProcedure Qualification Specificationriyas.hvacworkNo ratings yet
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document1 pageWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed LepdaNo ratings yet
- WPS & PQR - LTM - QW - PipeDocument7 pagesWPS & PQR - LTM - QW - PipeKAMALNo ratings yet
- WELDING PROCEDURE SPECIFICATION FOR SOUTH PARS GAS FIELD DEVELOPMENTDocument1 pageWELDING PROCEDURE SPECIFICATION FOR SOUTH PARS GAS FIELD DEVELOPMENTAhmed LepdaNo ratings yet
- Afcons Infrastructure Limited: Procedure Qualification Record (PQR)Document21 pagesAfcons Infrastructure Limited: Procedure Qualification Record (PQR)GaapchuNo ratings yet
- Welding Procedure Specification (WPS) : (Asme Sec. Ix)Document3 pagesWelding Procedure Specification (WPS) : (Asme Sec. Ix)Ahmed Lepda100% (1)
- 2G & 5GDocument2 pages2G & 5GRahul MoottolikandyNo ratings yet
- Gta+sma PQRDocument3 pagesGta+sma PQRRahul MoottolikandyNo ratings yet
- PQR DT Macro 60mm Smaw Astm A 516 Gr60Document4 pagesPQR DT Macro 60mm Smaw Astm A 516 Gr60Boran YelkenciogluNo ratings yet
- Form Wps JBL09-2011Document2 pagesForm Wps JBL09-2011fawad aliNo ratings yet
- WPS 03 2014Document2 pagesWPS 03 2014vinuNo ratings yet
- 4 2WPSDocument2 pages4 2WPSsaravanans18910% (1)
- Welding Procedure Specification GuideDocument2 pagesWelding Procedure Specification GuidepoulmackNo ratings yet
- Asme IxDocument1 pageAsme IxAxel Navarro AlbinesNo ratings yet
- Welding Procedure SpecificationDocument27 pagesWelding Procedure SpecificationGopakumar K100% (2)
- PQRDocument3 pagesPQRPradeep Lakum100% (1)
- WPS - 600 MW ChampaDocument7 pagesWPS - 600 MW ChampaAmjad PathanNo ratings yet
- WPS for Gas Field Development WeldingDocument2 pagesWPS for Gas Field Development WeldingAhmed LepdaNo ratings yet
- Pwps Jo Wps Asme 016 Rev.001Document2 pagesPwps Jo Wps Asme 016 Rev.001Bagandi ManurungNo ratings yet
- WPS 6G CS Pipe CorrectDocument4 pagesWPS 6G CS Pipe CorrectAla ReguiiNo ratings yet
- Wps (Gtaw & Smaw)Document3 pagesWps (Gtaw & Smaw)Ramadhan AdityaNo ratings yet
- Welding Procedure SpecificationDocument3 pagesWelding Procedure SpecificationVISAKHAPATNAM MALAYALEES WELFARE ASSOCIATIONNo ratings yet
- PQR Procedure Qualification Record Krishna SteelDocument2 pagesPQR Procedure Qualification Record Krishna SteelHarshit Adwani100% (2)
- WPS-ASME-009-1 Rev1Document1 pageWPS-ASME-009-1 Rev1Ahmed LepdaNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- WPS - Merd-01Document3 pagesWPS - Merd-01Phuong NguyenNo ratings yet
- Preliminary Welding Procedure Specification (PWPS)Document2 pagesPreliminary Welding Procedure Specification (PWPS)Maneesh0% (1)
- Welding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979Document2 pagesWelding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979S GoudaNo ratings yet
- WPS For Structure Mild Steel Fillet Weld PDFDocument2 pagesWPS For Structure Mild Steel Fillet Weld PDFHarshit AdwaniNo ratings yet
- Dobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingDocument3 pagesDobhi Durgapur Haldia Pipeline Project (Part - A) : Welding Procedure Specification For Station PipingBiswajit DeyNo ratings yet
- Blank Sample PQR Form (GMAW & FCAW - Page 1) Procedure Qualification Record (PQR)Document2 pagesBlank Sample PQR Form (GMAW & FCAW - Page 1) Procedure Qualification Record (PQR)Mirza FahleviNo ratings yet
- Welding Procedure Specification (WPS) : Asme Sec Ix, 2017 Boiler and Pressure Vessel CodeDocument2 pagesWelding Procedure Specification (WPS) : Asme Sec Ix, 2017 Boiler and Pressure Vessel CodeNuwan RanaweeraNo ratings yet
- Welding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979Document1 pageWelding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979S GoudaNo ratings yet
- WpsDocument3 pagesWpsPankaj KumarNo ratings yet
- Q-Chem Ethylene Project Welding Procedure SpecificationDocument1 pageQ-Chem Ethylene Project Welding Procedure SpecificationS GoudaNo ratings yet
- WPS Updated PDFDocument2 pagesWPS Updated PDFRaja Muaz Ahmad KhanNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- Page No: 01: SA 240 GR 304 SA 240 GR 304Document5 pagesPage No: 01: SA 240 GR 304 SA 240 GR 304jobertNo ratings yet
- WPS-ASME-007-1 Rev0Document1 pageWPS-ASME-007-1 Rev0Ahmed LepdaNo ratings yet
- WPS SampleDocument6 pagesWPS SampleAshishNo ratings yet
- Welding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateDocument1 pageWelding Procedure Specification: Company Dodsal Pte Ltd. Approved by KBRT Signature Name DateS GoudaNo ratings yet
- WELDING PROCEDURE SPECIFICATION FOR TIE-IN WORKSDocument6 pagesWELDING PROCEDURE SPECIFICATION FOR TIE-IN WORKSAshishNo ratings yet
- WPS Mig 2Document1 pageWPS Mig 2rafetguzelsoyNo ratings yet
- Company Name Key Information Questions Answers File Reference Test Conducted On Reviews & ApprovalsDocument11 pagesCompany Name Key Information Questions Answers File Reference Test Conducted On Reviews & ApprovalsMAT-LIONNo ratings yet
- ASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Document2 pagesASME Section IX (ASME Pressure Vessel Code) : Welding Procedure Specifications (WPS)Virk Farms100% (1)
- Joints (Qw-402) DetailsDocument3 pagesJoints (Qw-402) DetailsNaqqash SajidNo ratings yet
- Welding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979Document1 pageWelding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979S GoudaNo ratings yet
- MHC Conveying System Private Limited: JOINTS (QW-402)Document3 pagesMHC Conveying System Private Limited: JOINTS (QW-402)Lipika GayenNo ratings yet
- PhuBia-WPS-AWS D1.1-8-6-2011Document3 pagesPhuBia-WPS-AWS D1.1-8-6-2011poulmack100% (1)
- Bridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, OdishaDocument5 pagesBridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, Odishaniraj mouryaNo ratings yet
- Welding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979Document2 pagesWelding Procedure Specification: Dodsal Pte LTD Q-Chem Ethylene Project Doha, Qatar Job No: 7979S GoudaNo ratings yet
- Welding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesFrom EverandWelding the Inconel 718 Superalloy: Reduction of Micro-segregation and Laves PhasesNo ratings yet
- MEM560 Topic 2 - Metrology & InstrumentationDocument104 pagesMEM560 Topic 2 - Metrology & Instrumentationrazlan ghazaliNo ratings yet
- Chapter 9Document31 pagesChapter 9razlan ghazaliNo ratings yet
- Chapter 3 Metal FormingDocument112 pagesChapter 3 Metal Formingrazlan ghazaliNo ratings yet
- MEC560 Chapter 2 Metrology v1.2Document42 pagesMEC560 Chapter 2 Metrology v1.2razlan ghazaliNo ratings yet
- Chapter 7Document27 pagesChapter 7razlan ghazaliNo ratings yet
- MEC560 Chapter 2 Metrology v1.2Document42 pagesMEC560 Chapter 2 Metrology v1.2razlan ghazaliNo ratings yet
- Chapter 5Document128 pagesChapter 5razlan ghazaliNo ratings yet
- Chapter 4Document119 pagesChapter 4razlan ghazaliNo ratings yet
- Chapter 4Document119 pagesChapter 4razlan ghazaliNo ratings yet
- CHAPTER 4 - EPE491 - DC Motor Characteristics - 6Document11 pagesCHAPTER 4 - EPE491 - DC Motor Characteristics - 6razlan ghazaliNo ratings yet
- Chapter 8Document31 pagesChapter 8razlan ghazaliNo ratings yet
- Chapter 7Document27 pagesChapter 7razlan ghazaliNo ratings yet
- Chapter 6 Update UpdateDocument90 pagesChapter 6 Update Updaterazlan ghazaliNo ratings yet
- Chapter 9Document31 pagesChapter 9razlan ghazaliNo ratings yet
- CHAPTER 5 - EPE491 - Three Phase Induction MotorDocument38 pagesCHAPTER 5 - EPE491 - Three Phase Induction Motorrazlan ghazaliNo ratings yet
- Chapter 3 Metal FormingDocument112 pagesChapter 3 Metal Formingrazlan ghazaliNo ratings yet
- CHAPTER 4 - EPE491 - DC - MotorDocument30 pagesCHAPTER 4 - EPE491 - DC - Motorrazlan ghazaliNo ratings yet
- CHAPTER 9 EPE491 Single Phase MotorDocument30 pagesCHAPTER 9 EPE491 Single Phase Motorrazlan ghazaliNo ratings yet
- CHAPTER 3 - EPE491 - Three Phase Circuits - TRANSFORMERDocument26 pagesCHAPTER 3 - EPE491 - Three Phase Circuits - TRANSFORMERrazlan ghazaliNo ratings yet
- CHAPTER 10 1 EPE491 Elements of Power SystemDocument28 pagesCHAPTER 10 1 EPE491 Elements of Power Systemrazlan ghazaliNo ratings yet
- CHAPTER 10 - EPE491 - Protection of Electrical MachineryDocument30 pagesCHAPTER 10 - EPE491 - Protection of Electrical Machineryrazlan ghazaliNo ratings yet
- CHAPTER 10 - EPE491 - Protection of Electrical Machinery - 1Document32 pagesCHAPTER 10 - EPE491 - Protection of Electrical Machinery - 1razlan ghazaliNo ratings yet
- CHAPTER 6 - EPE491 - Three Phase Synchronous Machines - 1Document30 pagesCHAPTER 6 - EPE491 - Three Phase Synchronous Machines - 1razlan ghazaliNo ratings yet
- CHAPTER 6 - EPE491 - Three Phase Synchronous MachinesDocument30 pagesCHAPTER 6 - EPE491 - Three Phase Synchronous Machinesrazlan ghazaliNo ratings yet
- CHAPTER 4 EPE491 DC Motor Characteristics 6Document11 pagesCHAPTER 4 EPE491 DC Motor Characteristics 6razlan ghazaliNo ratings yet
- Chapter 4 Epe491 DC MotorDocument30 pagesChapter 4 Epe491 DC Motorrazlan ghazaliNo ratings yet
- CHAPTER 5 - EPE491 - Three Phase Induction MotorDocument38 pagesCHAPTER 5 - EPE491 - Three Phase Induction Motorrazlan ghazaliNo ratings yet
- Chapter 3 Epe491 Three Phase Circuits TransformerDocument26 pagesChapter 3 Epe491 Three Phase Circuits Transformerrazlan ghazaliNo ratings yet
- Numerical Methods With ApplicationsDocument29 pagesNumerical Methods With Applicationsrazlan ghazaliNo ratings yet
- NM Chap 3.1Document45 pagesNM Chap 3.1Nurul AsyilahNo ratings yet
- Brute Force AttacksDocument9 pagesBrute Force AttacksAKSHITNo ratings yet
- Catanduanes State University: Page 1 of 12Document12 pagesCatanduanes State University: Page 1 of 12Jonah reiNo ratings yet
- Measure Science AccuratelyDocument41 pagesMeasure Science AccuratelyAnthony QuanNo ratings yet
- BITS ZG628T Dissertation (For Students of M. Tech. Software Systems)Document21 pagesBITS ZG628T Dissertation (For Students of M. Tech. Software Systems)Shiva Beduduri100% (1)
- 3M SS Filters Data SheetDocument4 pages3M SS Filters Data SheetbinnisfquoteNo ratings yet
- Kristine Jane T. Zipagan Assignment: 1. Parts of InfographicsDocument2 pagesKristine Jane T. Zipagan Assignment: 1. Parts of InfographicsChristyNo ratings yet
- (Food Engineering Series) Gustavo V Barbosa-Cánovas - Humberto Vega-Mercado - Dehydration of Foods PDFDocument339 pages(Food Engineering Series) Gustavo V Barbosa-Cánovas - Humberto Vega-Mercado - Dehydration of Foods PDFLis FernandesNo ratings yet
- Bartending and Catering: Agenda: Basics of Bartending Bar Tools and EquipmentDocument146 pagesBartending and Catering: Agenda: Basics of Bartending Bar Tools and EquipmentMars Mar100% (1)
- The Brain from Inside Out Chapter 4 SummaryDocument20 pagesThe Brain from Inside Out Chapter 4 SummaryjuannnnNo ratings yet
- ALGEBRA Groups 1Document34 pagesALGEBRA Groups 1bravemacnyNo ratings yet
- Collective BargainingDocument18 pagesCollective Bargainingchandni kundel100% (3)
- v16 n3Document219 pagesv16 n3Mark ReinhardtNo ratings yet
- Taxation Management AssignmentDocument11 pagesTaxation Management AssignmentniraliNo ratings yet
- Staff Nurse HallticketDocument2 pagesStaff Nurse HallticketHiking DiaryNo ratings yet
- SKM 4 - COCU - CU2 - Child - Care - Centre - HealthDocument14 pagesSKM 4 - COCU - CU2 - Child - Care - Centre - HealthShireen TahirNo ratings yet
- Strategic Management and Municipal Financial ReportingDocument38 pagesStrategic Management and Municipal Financial ReportingMarius BuysNo ratings yet
- Hospital NetworkDocument36 pagesHospital NetworkAbhishek MishraNo ratings yet
- Ejc-M13 - FN953205Document203 pagesEjc-M13 - FN953205JoséNo ratings yet
- Orphanage Cum Old Age Home: Amruta Prakash BedmuthaDocument2 pagesOrphanage Cum Old Age Home: Amruta Prakash BedmuthaNamrata Bhandari100% (1)
- Cracking The SQL InterviewDocument52 pagesCracking The SQL InterviewRedouan AFLISSNo ratings yet
- Analgesia SystemDocument7 pagesAnalgesia SystemMudassar Roomi100% (1)
- Familiarization With Apparatus and Equipment Used in Testing of MaterialsDocument5 pagesFamiliarization With Apparatus and Equipment Used in Testing of MaterialsEmanoAce33% (6)
- LFJ All OrdersDocument195 pagesLFJ All Orderskate jackNo ratings yet
- Form 7Document2 pagesForm 7Wing TabarNo ratings yet
- Filed & Entered: SBN 143271 SBN 165797 SBN 259014Document8 pagesFiled & Entered: SBN 143271 SBN 165797 SBN 259014Chapter 11 DocketsNo ratings yet
- Metal Expansion Joint 2020 v2 20MBDocument116 pagesMetal Expansion Joint 2020 v2 20MBanni trejoNo ratings yet
- ES Model Question Paper With Solution KeyDocument10 pagesES Model Question Paper With Solution Keyvidhya_bineeshNo ratings yet
- Australian Institute For Teaching and School Leadership - AITSLDocument5 pagesAustralian Institute For Teaching and School Leadership - AITSLYu LiNo ratings yet
- T e 2552674 Percy Polls Peculiar Plants Fiction Year 5 Reading Comprehension - Ver - 5Document20 pagesT e 2552674 Percy Polls Peculiar Plants Fiction Year 5 Reading Comprehension - Ver - 5mariam osamaNo ratings yet
- Quickguide Students For CopyrightsDocument2 pagesQuickguide Students For Copyrightslordvorldomort100% (1)