You might also like
- GTAW Welding Process ParametersDocument12 pagesGTAW Welding Process Parametersmiteshpatel191No ratings yet
- Welding Procedure Specification Sample - New EditionDocument2 pagesWelding Procedure Specification Sample - New EditiondanteNo ratings yet
- QW 482 WPSDocument2 pagesQW 482 WPSsmit patelNo ratings yet
- PhuBia-WPS-AWS D1.1-8-6-2011Document3 pagesPhuBia-WPS-AWS D1.1-8-6-2011poulmack100% (1)
- WPS CuNiDocument1 pageWPS CuNiDieter Huaman ToscanoNo ratings yet
- Draft WPS Welder R0Document51 pagesDraft WPS Welder R0R Bernanda Argandhi SaputraNo ratings yet
- WPS, PQR & WPQ - Hastealloy C276 To Hastealloy C276Document20 pagesWPS, PQR & WPQ - Hastealloy C276 To Hastealloy C276prod41567% (6)
- Welding Procedure Specification (PWPS) Asme Sec Ix, Asme Boiler & Pressure Vessel Code Contract: STP-Ph1Document2 pagesWelding Procedure Specification (PWPS) Asme Sec Ix, Asme Boiler & Pressure Vessel Code Contract: STP-Ph1Karam Fta Al-andalusNo ratings yet
- Wps (Gtaw & Smaw)Document3 pagesWps (Gtaw & Smaw)Ramadhan AdityaNo ratings yet
- Welding Procedure Specification: ST NDDocument1 pageWelding Procedure Specification: ST NDMaung SleeperNo ratings yet
- Welding Procedure Specifications (Wps - 6G) : 2mm (Max)Document2 pagesWelding Procedure Specifications (Wps - 6G) : 2mm (Max)Gbenga Mobolade100% (1)
- Afcons Infrastructure Limited: Procedure Qualification Record (PQR)Document21 pagesAfcons Infrastructure Limited: Procedure Qualification Record (PQR)GaapchuNo ratings yet
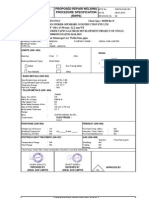
- Rev 2 - Proposed Repair WPSDocument2 pagesRev 2 - Proposed Repair WPSRakesh Patel75% (4)
- Page No: 01: SA 240 GR 304 SA 240 GR 304Document5 pagesPage No: 01: SA 240 GR 304 SA 240 GR 304jobertNo ratings yet
- Preliminary Welding Procedure Specification (PWPS) : South Pars Gas Field Development Phase 14Document2 pagesPreliminary Welding Procedure Specification (PWPS) : South Pars Gas Field Development Phase 14Vijaya BaraniNo ratings yet
- IADC Formula Sheet: X X X + + ÷ X + X - ÷ XDocument5 pagesIADC Formula Sheet: X X X + + ÷ X + X - ÷ XMarwa ElghifaryNo ratings yet
- WPS-PQR RepairDocument16 pagesWPS-PQR RepairmohammedetaNo ratings yet
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Wps Emp 01-16 s275jr - s275jr BW P Smaw Awsd1 1Document2 pagesWps Emp 01-16 s275jr - s275jr BW P Smaw Awsd1 1Touil HoussemNo ratings yet
- WPS E6013+e7018Document2 pagesWPS E6013+e7018Anvesh Vaddi100% (1)
- PQR DT Macro 60mm Smaw Astm A 516 Gr60Document4 pagesPQR DT Macro 60mm Smaw Astm A 516 Gr60Boran YelkenciogluNo ratings yet
- (STATISTICS & PROBABILITY) Unit II - Lesson 1 Understanding The Normal Curve DistributionDocument14 pages(STATISTICS & PROBABILITY) Unit II - Lesson 1 Understanding The Normal Curve DistributionVany SpadesNo ratings yet
- Welding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 05 DateDocument2 pagesWelding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 05 DateAmjad PathanNo ratings yet
- Dcma 14-Point Assessment For Project ScheduleDocument5 pagesDcma 14-Point Assessment For Project ScheduleEngr. Mahbub HimelNo ratings yet
- Pwps Jo Wps Asme 016 Rev.001Document2 pagesPwps Jo Wps Asme 016 Rev.001Bagandi ManurungNo ratings yet
- Welding Procedure Specification GuideDocument2 pagesWelding Procedure Specification GuidepoulmackNo ratings yet
- Supply ChainDocument18 pagesSupply ChainmuneerppNo ratings yet
- PQR Procedure Qualification Record Krishna SteelDocument2 pagesPQR Procedure Qualification Record Krishna SteelHarshit Adwani100% (2)
- Preliminary Welding Procedure Specification (PWPS)Document2 pagesPreliminary Welding Procedure Specification (PWPS)Maneesh0% (1)
- 03 WPS PQR For FCAWDocument3 pages03 WPS PQR For FCAWBrijesh Yadav100% (1)
- Wps PQR WPQ Format - Sa 516 GR 70 2 Zbo7uxDocument5 pagesWps PQR WPQ Format - Sa 516 GR 70 2 Zbo7uxjobert100% (1)
- Welding Procedure Specification: Page 1 of 1Document2 pagesWelding Procedure Specification: Page 1 of 1Anderson Perez Martinez100% (1)
- Eurocode Assessment For BridgesDocument12 pagesEurocode Assessment For BridgesrenandNo ratings yet
- WPSDocument2 pagesWPSAlam MD Sazid100% (1)
- Methods of Analysis and Solutions of Crack ProblemsDocument562 pagesMethods of Analysis and Solutions of Crack ProblemsgedysonlimaNo ratings yet
- Welding Proposed Pwps For Our Jubail WorkDocument2 pagesWelding Proposed Pwps For Our Jubail WorkAlam MD Sazid100% (1)
- Bridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, OdishaDocument5 pagesBridge & Roof Co - (I) LTD: Iocl Tankage Work (M&I) in PHBPL Paradip, Odishaniraj mouryaNo ratings yet
- Welding Procedure Specification (WPS) : Section IX, ASME Boiler and Pressure Vessel CodeDocument1 pageWelding Procedure Specification (WPS) : Section IX, ASME Boiler and Pressure Vessel CodeKishan ChauhanNo ratings yet
- WPS NMB 001Document6 pagesWPS NMB 001mohamed nasserNo ratings yet
- 4 2WPSDocument2 pages4 2WPSsaravanans18910% (1)
- Welding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 01 DateDocument2 pagesWelding Procedure Specification: Wps No.: Bpscl/Shel/Wps - 01 DateAmjad PathanNo ratings yet
- WPS for Manual SMAW Welding of 316L Stainless Steel Butt JointsDocument3 pagesWPS for Manual SMAW Welding of 316L Stainless Steel Butt JointsAmjad PathanNo ratings yet
- 2G & 5GDocument2 pages2G & 5GRahul MoottolikandyNo ratings yet
- Procedure Qualification SpecificationDocument4 pagesProcedure Qualification Specificationriyas.hvacworkNo ratings yet
- (P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewDocument4 pages(P22) Nsc-1020-Tr-0102-5a.5a-Wps-04-NewBIIS QAQC Babu SivaNo ratings yet
- WPS 03 2014Document2 pagesWPS 03 2014vinuNo ratings yet
- Aic Asf PQR 0120Document2 pagesAic Asf PQR 0120AHMED MEDANYNo ratings yet
- PQR 03 2014Document2 pagesPQR 03 2014vinuNo ratings yet
- WPS Dissimilar 11.08 MM Max.Document4 pagesWPS Dissimilar 11.08 MM Max.Sripathy50% (2)
- Draf WPSDocument2 pagesDraf WPSMj EdinNo ratings yet
- Aic Asf PQR 0121Document2 pagesAic Asf PQR 0121AHMED MEDANYNo ratings yet
- WPS - Merd-01Document3 pagesWPS - Merd-01Phuong NguyenNo ratings yet
- Quinco Steel Inc.: Welding Procedure Specification (WPS)Document1 pageQuinco Steel Inc.: Welding Procedure Specification (WPS)wmajordan13No ratings yet
- PQR - Gmaw BCCDocument2 pagesPQR - Gmaw BCCBasel MohammadNo ratings yet
- WCBDocument5 pagesWCBSuresh KrishnanNo ratings yet
- Aic Asf PQR 0122Document2 pagesAic Asf PQR 0122AHMED MEDANYNo ratings yet
- WPS for Welding HY80 SteelDocument2 pagesWPS for Welding HY80 Steelsrb metallurgNo ratings yet
- Wps Aws d1.1 NEWDocument2 pagesWps Aws d1.1 NEWIkhy Tohepaly100% (1)
- QC E7018 CJP B-L1a OverheadDocument1 pageQC E7018 CJP B-L1a Overheadwmajordan13No ratings yet
- WPS 2-A36 Rudder Shaft To FlangeDocument2 pagesWPS 2-A36 Rudder Shaft To FlangeNuwan RanaweeraNo ratings yet
- WC9Document5 pagesWC9Suresh KrishnanNo ratings yet
- 0.1C#PAOLO) Sample PQR-35 For Mock Up Exam 19032016 @PCDocument2 pages0.1C#PAOLO) Sample PQR-35 For Mock Up Exam 19032016 @PCAshish PatelNo ratings yet
- Weld in G P Ro Cedu Re SP Ecifica Tio N (WP S)Document2 pagesWeld in G P Ro Cedu Re SP Ecifica Tio N (WP S)almasrizalNo ratings yet
- Welding Procedure Specifications (WPS) : AWS D1.1Document2 pagesWelding Procedure Specifications (WPS) : AWS D1.1BS AhnNo ratings yet
- PQR 3G Fcaw SF71Document3 pagesPQR 3G Fcaw SF71long phamNo ratings yet
- Continuous Improvement - ModelDocument12 pagesContinuous Improvement - ModelVijaykumar powarNo ratings yet
- Bench Marking Best Practices of JapanDocument31 pagesBench Marking Best Practices of Japanmuneerpp100% (1)
- Analysis of VarianceDocument9 pagesAnalysis of VariancemuneerppNo ratings yet
- Taguchi - Quality GuruDocument9 pagesTaguchi - Quality GurumuneerppNo ratings yet
- Are You World Class MFGDocument23 pagesAre You World Class MFGVinay KamatNo ratings yet
- Business Excellence Score SheetDocument62 pagesBusiness Excellence Score SheetAmjad PathanNo ratings yet
- Amount Water To DrinkDocument2 pagesAmount Water To DrinkTamer El SaghirNo ratings yet
- Unit 20Document28 pagesUnit 20Amjad PathanNo ratings yet
- TC No 7 - Hand Goves 33 KVDocument1 pageTC No 7 - Hand Goves 33 KVAmjad PathanNo ratings yet
- Unit 17Document14 pagesUnit 17Amjad PathanNo ratings yet
- TC No 7 - Hand Goves 33 KVDocument1 pageTC No 7 - Hand Goves 33 KVAmjad PathanNo ratings yet
- Benchmarking for Achieving Better Industry StandardsDocument10 pagesBenchmarking for Achieving Better Industry StandardsVijaykumar powarNo ratings yet
- Words MeaningDocument3 pagesWords MeaningAmjad PathanNo ratings yet
- Unit 6Document9 pagesUnit 6Amjad PathanNo ratings yet
- Unit 18Document30 pagesUnit 18Amjad PathanNo ratings yet
- B5 1R1Document74 pagesB5 1R1Mohamed Osman AbdallaNo ratings yet
- Unit 9Document10 pagesUnit 9Amjad PathanNo ratings yet
- Unit 7Document17 pagesUnit 7Amjad PathanNo ratings yet
- Unit 19Document20 pagesUnit 19Amjad PathanNo ratings yet
- Unit 8Document11 pagesUnit 8Amjad PathanNo ratings yet
- Track On All SubjectsDocument3 pagesTrack On All SubjectsAmjad PathanNo ratings yet
- ACC-1-EM Solved 2017-2018 IgnouassignmentguruDocument14 pagesACC-1-EM Solved 2017-2018 IgnouassignmentguruAmjad PathanNo ratings yet
- Engineering GraphicsDocument341 pagesEngineering GraphicsAmjad PathanNo ratings yet
- Elements of Communication SkillsDocument10 pagesElements of Communication SkillsAmjad PathanNo ratings yet
- Msbte G Scheme Applied Science Mechanical Engineering Group Semester IIDocument29 pagesMsbte G Scheme Applied Science Mechanical Engineering Group Semester IIAmjad PathanNo ratings yet
- Summer 2017Document2 pagesSummer 2017Amjad PathanNo ratings yet
- How To Give PresentationsDocument8 pagesHow To Give PresentationsHorrett ScarlettNo ratings yet
- Communication English Diploma Course inDocument108 pagesCommunication English Diploma Course inAmjad PathanNo ratings yet
- Writing EffectivelyDocument5 pagesWriting EffectivelyAmjad PathanNo ratings yet
- EOWR CV-5X Combine 08may2008Document85 pagesEOWR CV-5X Combine 08may2008Them Bui XuanNo ratings yet
- Paper Lncs PDFDocument57 pagesPaper Lncs PDFNeilNo ratings yet
- Fish RespirationDocument4 pagesFish Respirationmekala17181705No ratings yet
- Important Shortcuts and Mind Tricks For Simplification Questions in Aptitude Section (IBPS PO Prelims Special)Document6 pagesImportant Shortcuts and Mind Tricks For Simplification Questions in Aptitude Section (IBPS PO Prelims Special)devipreethiNo ratings yet
- Aaron Chavez: 161110001@upmh - Edu.mx 442 259 0158Document3 pagesAaron Chavez: 161110001@upmh - Edu.mx 442 259 0158Aarón ChávezNo ratings yet
- ArchModels Volume - 126 PDFDocument40 pagesArchModels Volume - 126 PDFgombestralalaNo ratings yet
- BBS Model Question 2020Document44 pagesBBS Model Question 2020JALDIMAINo ratings yet
- Optical and Near-Infrared Spectroscopy of The Black Hole Transient 4U 1543-47 During Its 2021 Ultra-Luminous StateDocument12 pagesOptical and Near-Infrared Spectroscopy of The Black Hole Transient 4U 1543-47 During Its 2021 Ultra-Luminous StateAndrea HermosaNo ratings yet
- Powder FlowDocument15 pagesPowder FlowSteven SastradiNo ratings yet
- INTRO TO ECE - HW Assignment 2:, I, I, I V, V, V, V, P P PDocument8 pagesINTRO TO ECE - HW Assignment 2:, I, I, I V, V, V, V, P P PVienNgocQuangNo ratings yet
- NS 6145 Laser and LightDocument69 pagesNS 6145 Laser and LightMeesixNo ratings yet
- Zonestar GuideDocument59 pagesZonestar GuidepepeNo ratings yet
- Paramedical Eligible List 2021-22Document473 pagesParamedical Eligible List 2021-22CHC ALLAGADDANo ratings yet
- MulticollinearityDocument2 pagesMulticollinearityDipsubhra Chakraborty100% (1)
- ISO 15614 vs ASME IX welding standards comparisonDocument2 pagesISO 15614 vs ASME IX welding standards comparisontuanNo ratings yet
- Energy Balance in A Solid Oxide Fuel CellDocument8 pagesEnergy Balance in A Solid Oxide Fuel CellAshik AhmedNo ratings yet
- Section I Introduction To Magnetic Particle InspectionDocument130 pagesSection I Introduction To Magnetic Particle Inspectionhvu9743No ratings yet
- Introductory Plasma and Fusion Physics: Majid Khan and Muhammad KamranDocument130 pagesIntroductory Plasma and Fusion Physics: Majid Khan and Muhammad Kamrannajeeb ullahNo ratings yet
- Eresco 65 Mf4 (Water Cooled)Document2 pagesEresco 65 Mf4 (Water Cooled)camilo230No ratings yet
- HW#1 Mos PDFDocument2 pagesHW#1 Mos PDFmuhammadNo ratings yet
- Analysis of Cashew Nut Shell Resin With Kenaf Natural Fiber Composite Treated and UntreatedDocument5 pagesAnalysis of Cashew Nut Shell Resin With Kenaf Natural Fiber Composite Treated and UntreatedEditor IJTSRDNo ratings yet
- Calibre Fundamentals Writing DRC Lvs Rules - 058450 PDFDocument12 pagesCalibre Fundamentals Writing DRC Lvs Rules - 058450 PDFSai Goutham0% (1)
- Electric Field Mapping: Experiment 1Document5 pagesElectric Field Mapping: Experiment 1Pi PoliNo ratings yet
- Analog Vs DigitalDocument6 pagesAnalog Vs DigitalMohan AwasthyNo ratings yet