You might also like
- Manual of Engineering Drawing: British and International StandardsFrom EverandManual of Engineering Drawing: British and International StandardsRating: 3.5 out of 5 stars3.5/5 (4)
- Yamaha YZ125 Parts CatalogueDocument57 pagesYamaha YZ125 Parts CataloguespunisphunNo ratings yet
- Manual TransmissionDocument19 pagesManual TransmissionPaklong Azham100% (1)
- Nespresso KRUPS Essenza Service ManualDocument38 pagesNespresso KRUPS Essenza Service Manualluciano100% (1)
- Din 7349-1974 - Washers For Bolts With Heavy Type Spring PinsDocument1 pageDin 7349-1974 - Washers For Bolts With Heavy Type Spring Pinssbalajim100% (1)
- Millingmachinehusain 151003135158 Lva1 App6891 PDFDocument49 pagesMillingmachinehusain 151003135158 Lva1 App6891 PDFpatlninadNo ratings yet
- Onyx StudioDocument47 pagesOnyx Studiorobnoxious1100% (2)
- S1D - Drive Shaft Planet Gear Cardan Water Syst.Document124 pagesS1D - Drive Shaft Planet Gear Cardan Water Syst.Anonymous NMs7g3cNo ratings yet
- How To Learn CFDDocument15 pagesHow To Learn CFDpatlninadNo ratings yet
- PB 31102 024Document8 pagesPB 31102 024Rafael Dutil LucianaNo ratings yet
- Steam Generator: Safety: Critical ConcernDocument59 pagesSteam Generator: Safety: Critical ConcernpatlninadNo ratings yet
- ch09-Essential of CNC Technology (相容模式) PDFDocument18 pagesch09-Essential of CNC Technology (相容模式) PDF劉宗昇No ratings yet
- NX CAM Post Processing Errors Machine Data File Ge PDFDocument7 pagesNX CAM Post Processing Errors Machine Data File Ge PDFSHARAD CHANDRANo ratings yet
- Clinical Applications of Digital Dental TechnologyFrom EverandClinical Applications of Digital Dental TechnologyRadi MasriNo ratings yet
- To Class DrillingDocument16 pagesTo Class DrillingvineethNo ratings yet
- IENG 475 Lecture 05Document27 pagesIENG 475 Lecture 05Zain TahirNo ratings yet
- IENG 475 Lecture 05Document27 pagesIENG 475 Lecture 05John VincentNo ratings yet
- Milling MachineDocument22 pagesMilling MachineSheikh Zakir100% (1)
- Lathe 3Document30 pagesLathe 3redflavenNo ratings yet
- CH 22 ADocument81 pagesCH 22 AThiran Boy LingamNo ratings yet
- mp1 170302175707Document60 pagesmp1 170302175707uday245No ratings yet
- Lec 1-Machining Operations IIDocument51 pagesLec 1-Machining Operations IIHammad RazaNo ratings yet
- Automation of Manufacturing ProcessesDocument34 pagesAutomation of Manufacturing ProcessessolteanNo ratings yet
- Week 11 Ch21 22 Machining OperationsDocument37 pagesWeek 11 Ch21 22 Machining OperationsJay Dee11No ratings yet
- Lathe and Drilling OperationsDocument58 pagesLathe and Drilling OperationsPalak NaikNo ratings yet
- Me 330 Lab ManualDocument43 pagesMe 330 Lab ManualberhaneNo ratings yet
- Contoh Presentasi Bahasa InggrisDocument15 pagesContoh Presentasi Bahasa Inggrisjohny100% (1)
- 2Document77 pages2Pothuri SuneeldathNo ratings yet
- NX CAM Errors Machine DataDocument7 pagesNX CAM Errors Machine DataRamNo ratings yet
- Shaper Machine: (I) Configurations and Basic Functions ofDocument7 pagesShaper Machine: (I) Configurations and Basic Functions ofasdasdasdaNo ratings yet
- Mme 431 CH18Document39 pagesMme 431 CH18Khalid WaleedNo ratings yet
- Traditional Machining Processes: Manufacturing Engineering-I (Meng3181)Document49 pagesTraditional Machining Processes: Manufacturing Engineering-I (Meng3181)fitsum balkewNo ratings yet
- NTM 2 CompleteDocument21 pagesNTM 2 CompleteHatim Dailaimi100% (1)
- Lecture 5-Machining OperationsDocument55 pagesLecture 5-Machining OperationsAhmad OmarNo ratings yet
- Mains EngineeringDocument6 pagesMains EngineeringRuman KhanNo ratings yet
- 08 SzivkovicDocument6 pages08 SzivkovicbuttercupniceNo ratings yet
- V. S. B Engineering College, Karur - 639 111: Department of Mechanical EngineeringDocument121 pagesV. S. B Engineering College, Karur - 639 111: Department of Mechanical EngineeringvinodkumarNo ratings yet
- CH 22Document8 pagesCH 22Hari PrasadNo ratings yet
- CNCDocument16 pagesCNCzarepNo ratings yet
- Sample Dimensional Data of CycleDocument8 pagesSample Dimensional Data of CyclePappuRamaSubramaniamNo ratings yet
- CNC TURNING MachineDocument14 pagesCNC TURNING MachineFaiz AhmedNo ratings yet
- Machining Operations and Machine ToolsDocument73 pagesMachining Operations and Machine ToolstmcoachingcentreNo ratings yet
- Automatic PCB Drilling Machine: December 2015Document7 pagesAutomatic PCB Drilling Machine: December 2015danyalNo ratings yet
- 12 - Pemesinan Bentuk SembarangDocument38 pages12 - Pemesinan Bentuk SembarangSaidina IrfanNo ratings yet
- CNC PDFDocument36 pagesCNC PDFAhmad ElsheemyNo ratings yet
- Cad Cam - 22.12.15-1 PDFDocument87 pagesCad Cam - 22.12.15-1 PDFGuru MaheshNo ratings yet
- Edm Die Sinker Form 20 30Document16 pagesEdm Die Sinker Form 20 30HaruDoT TVNo ratings yet
- Turning OperationsDocument5 pagesTurning OperationsBrian WrightNo ratings yet
- Sub-Board Machine 分板机Document12 pagesSub-Board Machine 分板机Wembley OliveiraNo ratings yet
- Cadcam (Milling)Document29 pagesCadcam (Milling)Md Rasid SamsuriNo ratings yet
- FeatureCAM Project Final YearDocument21 pagesFeatureCAM Project Final YearDhruvit PatelNo ratings yet
- Me8381-39.1 (2) - OkDocument21 pagesMe8381-39.1 (2) - OkPayum PuliNo ratings yet
- Me8381 CadDocument20 pagesMe8381 CadSiva RamanNo ratings yet
- Manuf. Tech. - Machining OperationsDocument49 pagesManuf. Tech. - Machining OperationsManuel Tikongyin WundengbaNo ratings yet
- Lecture 6Document25 pagesLecture 6liaqat37_763886179No ratings yet
- Accurate and Cost-Effective Mini CNC Plotter: Sara Raad Qasim Haider Mohammad Mustafa FalahDocument6 pagesAccurate and Cost-Effective Mini CNC Plotter: Sara Raad Qasim Haider Mohammad Mustafa FalahRamleelakal OfficialNo ratings yet
- Chapter 1Document17 pagesChapter 1shubhanshuNo ratings yet
- 3D Scanning: A New Approach Towards Model Development in Advanced Manufacturing SystemDocument10 pages3D Scanning: A New Approach Towards Model Development in Advanced Manufacturing SystemNVNo ratings yet
- CNC Machine ToolsDocument64 pagesCNC Machine ToolsArun PrasadNo ratings yet
- Unit Ii Forging2Document15 pagesUnit Ii Forging2Srinivas GowdaNo ratings yet
- Chapter 21Document27 pagesChapter 21Jkun gamingNo ratings yet
- IPE 331 L01 IntroductionDocument11 pagesIPE 331 L01 IntroductionshihabNo ratings yet
- Chapter 2 Literature ReviewDocument19 pagesChapter 2 Literature Reviewmohamad ma'rufNo ratings yet
- Machining Processes Used To Produce Round Shapes: Turning and Hole MakingDocument40 pagesMachining Processes Used To Produce Round Shapes: Turning and Hole MakingIhsanGandentAprilioNo ratings yet
- Chapter 6 CNC MillingDocument47 pagesChapter 6 CNC MillingNEF RIDERSNo ratings yet
- Sliding Headstock Type CNC Automatic LatheDocument8 pagesSliding Headstock Type CNC Automatic LatheA S creationNo ratings yet
- Pbi ServicesDocument3 pagesPbi ServicespatlninadNo ratings yet
- National Level Seminar ON TQM-Total Quality Management: Automobile Engineering DepartmentDocument6 pagesNational Level Seminar ON TQM-Total Quality Management: Automobile Engineering DepartmentpatlninadNo ratings yet
- Advanced Manufacturing and Sustainable Manufacturing Design - Department of Industrial and Systems Engineering - University at BuffaloDocument1 pageAdvanced Manufacturing and Sustainable Manufacturing Design - Department of Industrial and Systems Engineering - University at BuffalopatlninadNo ratings yet
- Unit - II - Composite Materials (A)Document47 pagesUnit - II - Composite Materials (A)patlninadNo ratings yet
- CM - Question Bank - Unit I IIDocument2 pagesCM - Question Bank - Unit I IIpatlninadNo ratings yet
- msml5 151006072729 Lva1 App6892 PDFDocument18 pagesmsml5 151006072729 Lva1 App6892 PDFpatlninadNo ratings yet
- Job DetailsDocument1 pageJob DetailspatlninadNo ratings yet
- Audit Course Instructions by UniversityDocument1 pageAudit Course Instructions by UniversitypatlninadNo ratings yet
- Wraith Axid9020Document48 pagesWraith Axid9020tri edy utomoNo ratings yet
- Villarraza TMCDocument1 pageVillarraza TMCEphrem Marx AparicioNo ratings yet
- 159 192Document34 pages159 192jl_arvizoNo ratings yet
- 1 1-ManualDocument2 pages1 1-ManualMiggy Ys33% (3)
- DrawingPackage T9595 UL1073396Document31 pagesDrawingPackage T9595 UL1073396Sayanth VKNo ratings yet
- Rolling Contact BearingsDocument45 pagesRolling Contact BearingsBin MassoudNo ratings yet
- Sistem Refrigerasi Epm (Cold Room - Staging Room)Document33 pagesSistem Refrigerasi Epm (Cold Room - Staging Room)Paskah Dwi Deborah HarahapNo ratings yet
- MEP MCQ - 22nd Jul 20 - Answer KeysDocument19 pagesMEP MCQ - 22nd Jul 20 - Answer KeyspremNo ratings yet
- Inspection and Replacement of Front Disc Brake PadDocument7 pagesInspection and Replacement of Front Disc Brake PadBaggerkingNo ratings yet
- Mud Pump Gardner Denver PZ-7 PZG99EDocument22 pagesMud Pump Gardner Denver PZ-7 PZG99EPrajna Satya100% (1)
- DR OplusDocument17 pagesDR OpluswapsplanNo ratings yet
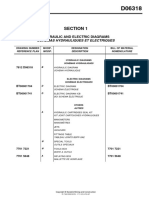
- S01Hydraulic and Electric DiagramsDocument40 pagesS01Hydraulic and Electric DiagramsAlexanderNo ratings yet
- BuTech Tools 09Document10 pagesBuTech Tools 09Mabel GamaleriNo ratings yet
- Propane Gas Comp Flow ChartDocument1 pagePropane Gas Comp Flow ChartKhanz KhanNo ratings yet
- LiftAire II Elevator Air ConditionerDocument13 pagesLiftAire II Elevator Air ConditionerMohammed HussenNo ratings yet
- Task 1: - ToleranceDocument10 pagesTask 1: - Tolerancejuan2700No ratings yet
- VRV KDocument170 pagesVRV KMohd FaidzalNo ratings yet
- Bearing MeasurementDocument7 pagesBearing Measurementhengki wibowoNo ratings yet
- Toolbox Safety Talks - Extension Cord SafetyDocument2 pagesToolbox Safety Talks - Extension Cord SafetyHtoo Htoo KyawNo ratings yet
- 707 Upright Freezer With Standard and Electronic Controls 5995531505 PDFDocument56 pages707 Upright Freezer With Standard and Electronic Controls 5995531505 PDFAl KasemNo ratings yet
- Quiz 1Document3 pagesQuiz 1Svatantra Kumar Yaduvansh100% (1)
- BVD2121 GBDocument4 pagesBVD2121 GBHammad AshrafNo ratings yet
- Water BalanceDocument2 pagesWater Balancekimran80No ratings yet