You might also like
- Coiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!From EverandCoiled Tubing Operations at a Glance: What Do You Know About Coiled Tubing Operations!Rating: 5 out of 5 stars5/5 (2)
- How Offshore Pipelines Are InstalledDocument5 pagesHow Offshore Pipelines Are Installedrezhaeka100% (2)
- 2015 15 OTC Subsea StructuresDocument7 pages2015 15 OTC Subsea StructuresAlberto darianNo ratings yet
- Orca Flex BrochureDocument2 pagesOrca Flex BrochurejesusgameboyNo ratings yet
- Single Buoy Mooring ProcedureDocument3 pagesSingle Buoy Mooring ProcedureKannan100% (1)
- 2015Document55 pages2015jptl6477No ratings yet
- Pipeline INSTALLATIONDocument4 pagesPipeline INSTALLATIONJemar Lim100% (1)
- Dockwise Case StudyDocument2 pagesDockwise Case StudyJEORJENo ratings yet
- PLEM Design Methodology: StructureDocument4 pagesPLEM Design Methodology: StructureErik AlfiandyNo ratings yet
- Design of A Truss SparDocument61 pagesDesign of A Truss SparEduardo SanchezNo ratings yet
- Introduction To Subsea Pipe LinesDocument39 pagesIntroduction To Subsea Pipe Linesharshul16100% (1)
- Oss Subsea Connectors BR PDFDocument12 pagesOss Subsea Connectors BR PDFDheeraj Chowdary DhanekulaNo ratings yet
- Underwater Hose Installation MethodDocument20 pagesUnderwater Hose Installation MethodPhani Kumar G S67% (3)
- Concrete Offshore Gravity StructuresDocument38 pagesConcrete Offshore Gravity StructuresVlad Kudryavtsev100% (1)
- Spool and Riser Flooding & HydrotestDocument30 pagesSpool and Riser Flooding & HydrotestPhani Kumar G SNo ratings yet
- SHELL - Provision of FPSO Integrity and Specialized Pipeline Inspection and Maintenance Services On Bonga - 20221002Document4 pagesSHELL - Provision of FPSO Integrity and Specialized Pipeline Inspection and Maintenance Services On Bonga - 20221002Wale OyeludeNo ratings yet
- BPCL Kochi SPM Pig Study 01Document9 pagesBPCL Kochi SPM Pig Study 01Arun Kumar PancharajNo ratings yet
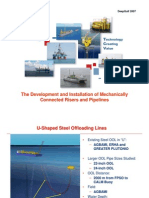
- Mechanically Connected Risers and Pipelines for Deepwater ProjectsDocument20 pagesMechanically Connected Risers and Pipelines for Deepwater ProjectsalbertofgvNo ratings yet
- Guide to Single Point Mooring Systems (SPMsDocument14 pagesGuide to Single Point Mooring Systems (SPMsBanjoNo ratings yet
- Ultra Deep Water Offshore Medgaz Pipeline SpainDocument14 pagesUltra Deep Water Offshore Medgaz Pipeline SpainLPin Work Energy WordNo ratings yet
- Advanced deepwater spool design optimizationDocument28 pagesAdvanced deepwater spool design optimizationhiyeonNo ratings yet
- B23-14 - TERMPOL Surveys and Studies - Section 3.14 - Single Point Mooring Provisions and Procedures A1Z6J8Document17 pagesB23-14 - TERMPOL Surveys and Studies - Section 3.14 - Single Point Mooring Provisions and Procedures A1Z6J8HASHMI MAHMOODNo ratings yet
- Subsea TiebacksDocument11 pagesSubsea TiebacksAmit Kumar DasNo ratings yet
- Offshore Engineering - An OverviewDocument39 pagesOffshore Engineering - An Overviewkharade_a100% (1)
- Buoyed Up: Proven in The Past, Prepared For The FutureDocument10 pagesBuoyed Up: Proven in The Past, Prepared For The FutureantidemosNo ratings yet
- JacketDocument41 pagesJacketGarima Verma100% (2)
- Specification For Offshore Pipeline InstDocument28 pagesSpecification For Offshore Pipeline InstChandra WisnuNo ratings yet
- Subsea EngineeringDocument2 pagesSubsea Engineeringgupta_hemanshu1986252100% (1)
- Offshore Platform InstallationDocument189 pagesOffshore Platform InstallationAdaghara100% (2)
- Mono BuoyDocument40 pagesMono BuoyCaptIsqan100% (4)
- Jacket Installation GuideDocument1 pageJacket Installation GuideNath YauNo ratings yet
- Overview of Jacket InstallationsDocument20 pagesOverview of Jacket Installationsbee4manu100% (1)
- Fundamentals of S Lay and Engineering Analysis Using OFFPIPE GEP PDFDocument98 pagesFundamentals of S Lay and Engineering Analysis Using OFFPIPE GEP PDFolalekan100% (1)
- Orcaflex Training ScopeDocument3 pagesOrcaflex Training ScopeGodwinNo ratings yet
- Assignment #3 Subsea Manifold and TemplatesDocument6 pagesAssignment #3 Subsea Manifold and TemplatesGerald SantosNo ratings yet
- Neptune Subsea Stabilisation - Products and Services (V10) PDFDocument56 pagesNeptune Subsea Stabilisation - Products and Services (V10) PDFPablo Ignacio Cortés AguileraNo ratings yet
- Installation of Anchors For Mooring System of Floating Wind TurbinesDocument134 pagesInstallation of Anchors For Mooring System of Floating Wind Turbines정재영100% (1)
- Subsea PipelineDocument24 pagesSubsea Pipelinealta_ehNo ratings yet
- Marine GeotechnicsDocument8 pagesMarine GeotechnicsxxxxNo ratings yet
- Design Analysis and Optimisation of Mooring System For Floating Wind Turbines - M Sc. ThesisDocument109 pagesDesign Analysis and Optimisation of Mooring System For Floating Wind Turbines - M Sc. Thesisjeedan100% (1)
- Turret MooringsDocument3 pagesTurret Mooringsjo0% (1)
- Pipelay Equipment FamiliarisationDocument49 pagesPipelay Equipment Familiarisationisidoro VillarrealNo ratings yet
- Subsea ManifoldsDocument5 pagesSubsea ManifoldsBrittny LourdeNo ratings yet
- Summary Introduction To Offshore Engineering Oe4606 Complete Lecture 1 16Document102 pagesSummary Introduction To Offshore Engineering Oe4606 Complete Lecture 1 16timsyki100% (1)
- Subsea Innovation Pipeline Repair PDFDocument7 pagesSubsea Innovation Pipeline Repair PDFamalhaj2013No ratings yet
- Offshore Pipeline Design, Analys and Methods PDFDocument199 pagesOffshore Pipeline Design, Analys and Methods PDFddaalayamoct313024No ratings yet
- CALM Buoy: For The The Western Libyan Gas Project Wafa PlantDocument4 pagesCALM Buoy: For The The Western Libyan Gas Project Wafa PlantGNo ratings yet
- 44.offshore ConstructionDocument16 pages44.offshore Constructionmarineindia25100% (3)
- Maximizing reuse of offshore mattressesDocument94 pagesMaximizing reuse of offshore mattressesmey naibahoNo ratings yet
- Offshore Structures Design Construction and Maintenance - Online Course - 2019Document5 pagesOffshore Structures Design Construction and Maintenance - Online Course - 2019elreedymanNo ratings yet
- SPM (Single Point Mooring) or SBM OperationsDocument9 pagesSPM (Single Point Mooring) or SBM OperationsGiorgi Kandelaki100% (2)
- Offshore Mooring Chain Cables and AccessoriesDocument8 pagesOffshore Mooring Chain Cables and Accessoriesscofiel1No ratings yet
- Spool Deployment and Laying ProcedureDocument86 pagesSpool Deployment and Laying ProcedurePhani Kumar G SNo ratings yet
- OPB Mooring ChainsDocument33 pagesOPB Mooring ChainsMarios DiasNo ratings yet
- Splash Zone Lifting Analysis of Subsea StructuresDocument11 pagesSplash Zone Lifting Analysis of Subsea StructuresAnonymous PibYPghNo ratings yet
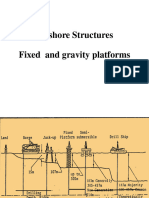
- Offshore Fixed Platform NotesDocument37 pagesOffshore Fixed Platform NotesAnkushkumar MaliNo ratings yet
- Skidding For Jacket PlatformDocument10 pagesSkidding For Jacket PlatformAndra PadaNo ratings yet
- How Do Mooring Systems WorkDocument4 pagesHow Do Mooring Systems WorkrajasekharboNo ratings yet
- Offshore Operations NotesDocument142 pagesOffshore Operations NotesPrecious Gaming100% (1)
- Pipe Line Installation Method SeminarDocument21 pagesPipe Line Installation Method SeminarAnonymous NrIIWOfB100% (2)
- Installation PipeDocument57 pagesInstallation PipeSayan Manna100% (2)
- Maths Made Easy New PDFDocument272 pagesMaths Made Easy New PDFSanket MahadikNo ratings yet
- Maths Made Easy New PDFDocument272 pagesMaths Made Easy New PDFSanket MahadikNo ratings yet
- Risers Introduction: Charles A. MillerDocument11 pagesRisers Introduction: Charles A. MillerSayan Manna100% (1)
- Course Note 1 An Overview of Pipeline DesignDocument26 pagesCourse Note 1 An Overview of Pipeline DesignSayan Manna100% (2)
- Overview of The Oil and Gas ExplorationDocument7 pagesOverview of The Oil and Gas ExplorationArcenio Jimenez MorganNo ratings yet
- Wbsedcl ApplicationDocument1 pageWbsedcl ApplicationSayan MannaNo ratings yet
- VB-10000 Specification SheetDocument1 pageVB-10000 Specification SheetOzkar PerezNo ratings yet
- BibliographyDocument20 pagesBibliographynguyenhoatk16No ratings yet
- NAV107 DP2 FMEA Rev 1 76630408Document96 pagesNAV107 DP2 FMEA Rev 1 76630408Luiz Eugênio dos Reis GomesNo ratings yet
- Azimuth Thruster Control System (ACS) PDFDocument4 pagesAzimuth Thruster Control System (ACS) PDFdavid artantoNo ratings yet
- Brochure Wartsila WaterjetsDocument12 pagesBrochure Wartsila WaterjetsNghia ChungNo ratings yet
- Sov "Southern Star": Vessel SpecificationDocument10 pagesSov "Southern Star": Vessel Specificationkyle krugerNo ratings yet
- Yuan 2021 J. Phys.: Conf. Ser. 1865 032083Document12 pagesYuan 2021 J. Phys.: Conf. Ser. 1865 032083xsystemNo ratings yet
- Hiring Application FormDocument6 pagesHiring Application FormAnonymous QHfIVes9r100% (1)
- DP Induction Course Training Manual 2018Document132 pagesDP Induction Course Training Manual 2018Danil IvanovNo ratings yet
- 0035-Rev 0 - Guidelines For Offshore Wind Farm Infrastructure InstallationDocument51 pages0035-Rev 0 - Guidelines For Offshore Wind Farm Infrastructure InstallationDavid Wise-MannNo ratings yet
- List of ABS Notations and SymbolsDocument270 pagesList of ABS Notations and SymbolsLucian100% (1)
- Nms6000 Class 1 Dynamic Positioning SystemDocument2 pagesNms6000 Class 1 Dynamic Positioning SystemAmit UtekarNo ratings yet
- Big Orange DP Fmea Rev e PDFDocument62 pagesBig Orange DP Fmea Rev e PDFAndrzej StepienNo ratings yet
- IADC Vol-1 01 Type of Drilling RigsDocument19 pagesIADC Vol-1 01 Type of Drilling RigsJ Alberto Grandez M100% (2)
- DS120m Diving Support Vessel Armon PDFDocument3 pagesDS120m Diving Support Vessel Armon PDFJorge Ricardo AlcivarNo ratings yet
- DNV Service Documents Publication List: Classification and Related ServicesDocument19 pagesDNV Service Documents Publication List: Classification and Related Servicesالسلطان مروض النساءNo ratings yet
- Wind Cato SV SpecsDocument19 pagesWind Cato SV SpecsChakma NhikiNo ratings yet
- New Company Profile PRO MARITIM INVESTINDODocument7 pagesNew Company Profile PRO MARITIM INVESTINDOBona Raja DamanikNo ratings yet
- Marine Contract Vessel Specifications RequirementsDocument83 pagesMarine Contract Vessel Specifications RequirementsEliza's Soothing Sounds100% (2)
- Operator Manual 306681aDocument176 pagesOperator Manual 306681aihepovNo ratings yet
- MacGregor Et Al.2019semi-Submersible Design - A New Generation of Offshore Accommodation VesselsDocument29 pagesMacGregor Et Al.2019semi-Submersible Design - A New Generation of Offshore Accommodation Vesselsblack stoneNo ratings yet
- DP Brochure Navis NavDP4000Document12 pagesDP Brochure Navis NavDP4000dimitriapNo ratings yet
- QHSEOFFICE DNV-MANAGING-THE-RISKS-of-BLACKOUTDocument52 pagesQHSEOFFICE DNV-MANAGING-THE-RISKS-of-BLACKOUTRitmuri HateganeNo ratings yet
- ABS Dps-Guide-Nov19Document87 pagesABS Dps-Guide-Nov19EvgeniiNo ratings yet
- Capability Sheet: A Seagoing Selfpropelled Vessel With A FallpipeDocument2 pagesCapability Sheet: A Seagoing Selfpropelled Vessel With A Fallpipefandy sipataNo ratings yet
- DP Fmea Trials Report2018 - Pms 17Document71 pagesDP Fmea Trials Report2018 - Pms 17Mohammed BasionyNo ratings yet
- Dynamic PositioningDocument31 pagesDynamic PositioningU Zaw Aung100% (3)
- Group 6 - DPSDocument39 pagesGroup 6 - DPSAzka Roby AntariNo ratings yet
- Log Book Guide: Dynamic Positioning Operator'SDocument16 pagesLog Book Guide: Dynamic Positioning Operator'SKrzysztof MasłyszNo ratings yet
- 2010 Herdzik Propulsion CharacteristicsDocument8 pages2010 Herdzik Propulsion CharacteristicsSamo SpontanostNo ratings yet