You might also like
- Recycled AggregatesDocument31 pagesRecycled Aggregatesshailesh goral56% (9)
- Comminution CourseDocument413 pagesComminution CourseNataniel Linares100% (1)
- Metal Cutting TrainingDocument13 pagesMetal Cutting Trainingநளின் கான்No ratings yet
- The Effect of Erodent Particle Hardness On The Erosion of Stainless SteelDocument6 pagesThe Effect of Erodent Particle Hardness On The Erosion of Stainless SteelMouna KallelNo ratings yet
- Fabiola Cruz Lesson 4.1 - Electrons in Atoms - Light and Quantized EnergyDocument6 pagesFabiola Cruz Lesson 4.1 - Electrons in Atoms - Light and Quantized EnergyFabiola Cruz0% (1)
- Physics Based MachiningDocument22 pagesPhysics Based MachiningGirija MNo ratings yet
- A Study On PDC Drill Bits QualityDocument18 pagesA Study On PDC Drill Bits QualityAzri HamimNo ratings yet
- L08 Metallography PDFDocument10 pagesL08 Metallography PDFfatinzalilaNo ratings yet
- Creusabro 101 PDFDocument43 pagesCreusabro 101 PDFRavjManjunathNo ratings yet
- Processing of Titanium by Machining: A Closer Look Into Performance Metrics in Bio-FabricationsDocument24 pagesProcessing of Titanium by Machining: A Closer Look Into Performance Metrics in Bio-FabricationsShahrukh PatelNo ratings yet
- 9 - MSP REFRAM Tantalum Niobium Production SotA - F. BourgeoisDocument32 pages9 - MSP REFRAM Tantalum Niobium Production SotA - F. BourgeoisBronco Wlady Corn-CarrNo ratings yet
- Crusher Wear Parts Selection Guide: Jaws, Cones & ImpactorsDocument14 pagesCrusher Wear Parts Selection Guide: Jaws, Cones & Impactorsgildemeister gerencia100% (2)
- Xperimental Study For Lexure Strength On Polypropylene Fiber Reinforced ConcreteDocument7 pagesXperimental Study For Lexure Strength On Polypropylene Fiber Reinforced Concretesamir aherNo ratings yet
- Fabrication of Al5083/B C Surface Composite by Friction Stir Processing and Its Tribological CharacterizationDocument13 pagesFabrication of Al5083/B C Surface Composite by Friction Stir Processing and Its Tribological CharacterizationSAURABH KUMAR NISHADNo ratings yet
- Reference Only: I Pus Pond StreetDocument132 pagesReference Only: I Pus Pond StreetJagdish ShindeNo ratings yet
- Harex Company Presentation 2015Document47 pagesHarex Company Presentation 2015Roberto Jimenez PerezNo ratings yet
- Microstructure and Mechanical Properties of Al2024-B4C-hBN Reinforced Metal Matrix CompositesDocument5 pagesMicrostructure and Mechanical Properties of Al2024-B4C-hBN Reinforced Metal Matrix CompositesIJRASETPublicationsNo ratings yet
- BS1400 AB2: Technical DatasheetDocument1 pageBS1400 AB2: Technical DatasheetBhargav PatelNo ratings yet
- Laser Beam Machining (LBM) : Sun Rays and A Lens Burn A Piece of PaperDocument15 pagesLaser Beam Machining (LBM) : Sun Rays and A Lens Burn A Piece of PaperAnuj SharmaNo ratings yet
- KompositDocument15 pagesKompositnur afifahNo ratings yet
- Jarjour Rami 6155ENG AS3Document12 pagesJarjour Rami 6155ENG AS3Rami JarjourNo ratings yet
- Fulltext01 PDFDocument40 pagesFulltext01 PDFInzimam ul HaqNo ratings yet
- NAMMO Tungsten Carbide (M993) WednesdayInterTCEringeDocument21 pagesNAMMO Tungsten Carbide (M993) WednesdayInterTCEringefogdart0% (1)
- 511bm1-Ball MillDocument6 pages511bm1-Ball Millsaberma tecnical officeNo ratings yet
- 1.3 Carbide Grade DesignDocument16 pages1.3 Carbide Grade DesignprasannaNo ratings yet
- 202 MFGDocument12 pages202 MFGPrasanna VenkatNo ratings yet
- Calculation of The Pile From XinChuangDocument5 pagesCalculation of The Pile From XinChuangDier K-riboNo ratings yet
- 21 22 EEEN 3030 Material Selection AllDocument46 pages21 22 EEEN 3030 Material Selection AllKwokhcNo ratings yet
- 01 Machinability 4 in 1 PageDocument14 pages01 Machinability 4 in 1 PagedsdvdNo ratings yet
- Calculationof The RC Pile From JianhuaDocument5 pagesCalculationof The RC Pile From JianhuaDier K-riboNo ratings yet
- Cutting Force On A Diamond Grit in StoneDocument8 pagesCutting Force On A Diamond Grit in StoneDaniel MoravanskýNo ratings yet
- Abrasive Wear Behavior of Nb-Containing Hypoeutectic Fe-Cr-C Hardfacing Alloy Under The Dry-Sand Rubber-Wheel SystemDocument19 pagesAbrasive Wear Behavior of Nb-Containing Hypoeutectic Fe-Cr-C Hardfacing Alloy Under The Dry-Sand Rubber-Wheel SystemVedaant ShahNo ratings yet
- Uses of Reinfoecement in Different MMCDocument3 pagesUses of Reinfoecement in Different MMCS BanerjeeNo ratings yet
- M. Yahiaoui, L. Gerbaud, J.-Y. Paris, J. Denape, A. DourfayeDocument10 pagesM. Yahiaoui, L. Gerbaud, J.-Y. Paris, J. Denape, A. DourfayeAhmed GharbiNo ratings yet
- Kesarwani 2020Document9 pagesKesarwani 2020lzq8306No ratings yet
- Unit-5 CMPDocument23 pagesUnit-5 CMPbaaskararcher506No ratings yet
- 2 Specimen PreparationDocument5 pages2 Specimen PreparationjanakNo ratings yet
- 1 s2.0 S2214785320357977 Main PDFDocument5 pages1 s2.0 S2214785320357977 Main PDFEdison Eduardo Navarrete CaicedoNo ratings yet
- HT QualityDocument37 pagesHT QualityDouglas RodriguesNo ratings yet
- For Machining Advanced Materials Used in Aerospace As Well AsDocument13 pagesFor Machining Advanced Materials Used in Aerospace As Well AsPankaj SharmaNo ratings yet
- TeroCote Low Temperature HardfacingDocument8 pagesTeroCote Low Temperature Hardfacingkehlmathias07No ratings yet
- Aluminum 7005-T6, 7005-T63, and 7005-T6351Document3 pagesAluminum 7005-T6, 7005-T63, and 7005-T6351Dule JovanovicNo ratings yet
- Khomich M. (et al.) - Magnetiс-abrasive machining of silicon wafer - a novel approachDocument3 pagesKhomich M. (et al.) - Magnetiс-abrasive machining of silicon wafer - a novel approachMAHINDRA CHOUDHARY 18210048No ratings yet
- QB-Solution 4,5,6Document16 pagesQB-Solution 4,5,6Pratik KarwadeNo ratings yet
- STRUCTURE OF MATERIALS - The Key To Its Properties PDFDocument66 pagesSTRUCTURE OF MATERIALS - The Key To Its Properties PDFRaafeymohammed khanNo ratings yet
- PM50 Product Data SheetDocument2 pagesPM50 Product Data SheetramadhanNo ratings yet
- Aluminum Based Metal MatrixDocument36 pagesAluminum Based Metal MatrixGsmlingamagri Agri92100% (1)
- Copper-Alloy-C84400 (Normal)Document12 pagesCopper-Alloy-C84400 (Normal)CristianoRoecherNo ratings yet
- EBSDPrepDocument147 pagesEBSDPrepcam nhung NguyenNo ratings yet
- Wear Debris AnalysisDocument15 pagesWear Debris Analysisomprksh8536No ratings yet
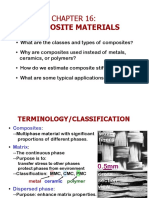
- 10 Chapter 16 Composite MaterialsDocument27 pages10 Chapter 16 Composite MaterialsZain FarhanNo ratings yet
- Characteristics of CompositesDocument42 pagesCharacteristics of Composites1DA19ME073 Nawraj PandeyNo ratings yet
- Paper Dr. Sarah MaadyDocument22 pagesPaper Dr. Sarah MaadyAhmed IbrahimNo ratings yet
- Vamsi 2018Document7 pagesVamsi 2018neel gajNo ratings yet
- Spcolumn V6.00 Computer Program For The Strength Design of Reinforced Concrete Sections All Rights ReservedDocument5 pagesSpcolumn V6.00 Computer Program For The Strength Design of Reinforced Concrete Sections All Rights ReservedKhandaker Khairul AlamNo ratings yet
- ME 498 Mechanical Characterization of Materials 5. Hardness TestingDocument11 pagesME 498 Mechanical Characterization of Materials 5. Hardness TestingTt OwnsqqNo ratings yet
- Chapter 21 Cutting Tools: MET 33800 Manufacturing ProcessesDocument25 pagesChapter 21 Cutting Tools: MET 33800 Manufacturing ProcessesAlissa Saphira PutriNo ratings yet
- Lecture 18-19Document25 pagesLecture 18-19Ahmed SFNo ratings yet
- Introduction Ilmu BahanDocument19 pagesIntroduction Ilmu Bahanabid abdillahNo ratings yet
- EDM and USM of Hard Materials: K. P. Rajurkar University of Nebraska-Lincoln, USADocument85 pagesEDM and USM of Hard Materials: K. P. Rajurkar University of Nebraska-Lincoln, USAhasib_07No ratings yet
- 1045-Bright-Carbon-Steel-Bar (Les Différentes Traitements Thermiques, Recuit de Normalisation)Document3 pages1045-Bright-Carbon-Steel-Bar (Les Différentes Traitements Thermiques, Recuit de Normalisation)Mouna KallelNo ratings yet
- A Proposed Uniaxial Compression Test For High Strength CeramicsDocument35 pagesA Proposed Uniaxial Compression Test For High Strength CeramicsMouna KallelNo ratings yet
- Medium Carbon Steel: Nearest StandardDocument2 pagesMedium Carbon Steel: Nearest StandardMouna KallelNo ratings yet
- Improving The Wear Resistance of Barite MineralDocument87 pagesImproving The Wear Resistance of Barite MineralMouna KallelNo ratings yet
- Fabrication and Tribological Behavior of Al2O3 (MoS2-BaSO4) LaminatedDocument8 pagesFabrication and Tribological Behavior of Al2O3 (MoS2-BaSO4) LaminatedMouna KallelNo ratings yet
- Effect of Reciprocating and Unidirectional Sliding Motion On The Friction and Wear of Copper On SteelDocument10 pagesEffect of Reciprocating and Unidirectional Sliding Motion On The Friction and Wear of Copper On SteelMouna KallelNo ratings yet
- Effect of Abrasive Particle Size On Friction and Wear Behaviour of HVOFDocument20 pagesEffect of Abrasive Particle Size On Friction and Wear Behaviour of HVOFMouna KallelNo ratings yet
- Outline Curriculum (5 Lectures) : Each Lecture 45 MinutesDocument23 pagesOutline Curriculum (5 Lectures) : Each Lecture 45 MinutesMouna KallelNo ratings yet
- Tudela2015 (UK)Document11 pagesTudela2015 (UK)Mouna KallelNo ratings yet
- A Simple Method For The Syntheses of Nanomaterials: ElectrodepositionDocument10 pagesA Simple Method For The Syntheses of Nanomaterials: ElectrodepositionMouna KallelNo ratings yet
- Successful PSA of Dry PowdersDocument3 pagesSuccessful PSA of Dry PowderssiswantoNo ratings yet
- A Detailed Lesson Plan in PhysicsDocument8 pagesA Detailed Lesson Plan in PhysicsCarlos P. EsteloNo ratings yet
- Optical Communications4Document19 pagesOptical Communications4keane1No ratings yet
- Asme Rtp-1 Interpretations 2002Document16 pagesAsme Rtp-1 Interpretations 2002Van Thu DangNo ratings yet
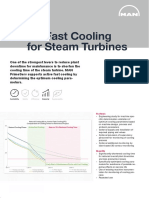
- Active Fast Cooling For Steam Turbines: FeaturesDocument2 pagesActive Fast Cooling For Steam Turbines: FeaturesUsama JawaidNo ratings yet
- Column Webs in Steel Beam-To-Column Connexions Part I-Formulation and VerificationDocument27 pagesColumn Webs in Steel Beam-To-Column Connexions Part I-Formulation and VerificationSabra SABRANo ratings yet
- Mech Eng DsDocument11 pagesMech Eng Ds路人丁No ratings yet
- Foundation Engineering. 02 Soil Compressibilty. Edited. 15 Feb 2020Document8 pagesFoundation Engineering. 02 Soil Compressibilty. Edited. 15 Feb 2020sammy lopezNo ratings yet
- Physics AssignmentDocument16 pagesPhysics Assignmentnagentharao sivaramNo ratings yet
- Pressure Cells Types, Working Principle and ApplicationsDocument20 pagesPressure Cells Types, Working Principle and ApplicationsEncardio RiteNo ratings yet
- Ground Coupled Heat Exchanger Air Conditioning System A Study PDFDocument5 pagesGround Coupled Heat Exchanger Air Conditioning System A Study PDFSatyendraNo ratings yet
- Nano Filtration (NF) Membrane Pretreatment of Swro Feed andDocument51 pagesNano Filtration (NF) Membrane Pretreatment of Swro Feed andTAREK ALMAHDYNo ratings yet
- Speed & Velocity IGCSEDocument6 pagesSpeed & Velocity IGCSEsapiniNo ratings yet
- H041612-00-GA TWC Assembly DWG Rev BDocument1 pageH041612-00-GA TWC Assembly DWG Rev BJitendra BhosaleNo ratings yet
- EML3500 CH 8 SlidesDocument134 pagesEML3500 CH 8 SlidesGanesh Dongre100% (1)
- KSB Technical DatasheetDocument4 pagesKSB Technical DatasheetJj Oredina50% (2)
- CATIA - Elfini Structural Analysis (EST)Document5 pagesCATIA - Elfini Structural Analysis (EST)liapomiNo ratings yet
- Iso 10684Document26 pagesIso 10684Jay GaneshNo ratings yet
- CE 5101 Structural Analysis-Ii Unit-I BY S K Singh: Lecture No 01Document14 pagesCE 5101 Structural Analysis-Ii Unit-I BY S K Singh: Lecture No 01धीरज कुमारNo ratings yet
- Effect of Turbocharging On Exhaust Brake Performance in An AutomobileDocument6 pagesEffect of Turbocharging On Exhaust Brake Performance in An Automobileabhisaxena93No ratings yet
- Thermochemical Properties Estimation For Biodiesel Related MixturesDocument11 pagesThermochemical Properties Estimation For Biodiesel Related Mixturesalberth_carantónNo ratings yet
- Corrosion On Ships and Countermeasures - Dwidaya KorosindoDocument6 pagesCorrosion On Ships and Countermeasures - Dwidaya KorosindoMekineNo ratings yet
- SPE 131137 Steady-State Heat Transfer Models For Fully and Partially Buried PipelinesDocument27 pagesSPE 131137 Steady-State Heat Transfer Models For Fully and Partially Buried Pipelinesmostafa shahrabi100% (1)
- Is 456-2000Document8 pagesIs 456-2000Ram Narendra NathNo ratings yet
- Purlin DesignDocument9 pagesPurlin DesignMungkorn SattNo ratings yet
- Edec Standard: CoretronicDocument14 pagesEdec Standard: Coretronic彭以和No ratings yet
- Autonomous: Autonomous Corrosion Corrosion Control ControlDocument8 pagesAutonomous: Autonomous Corrosion Corrosion Control Controlashna latheefNo ratings yet
- Checklist - Stress AnalysisDocument2 pagesChecklist - Stress AnalysisRamalingam PrabhakaranNo ratings yet