You might also like
- Corrosion: Corrosion ControlFrom EverandCorrosion: Corrosion ControlL L ShreirRating: 5 out of 5 stars5/5 (1)
- 1985 Laura Peffect of Icrostruc R On The Erosion of Steel byDocument21 pages1985 Laura Peffect of Icrostruc R On The Erosion of Steel byanuragNo ratings yet
- Erosion Wear Studies On High Concentration Fly Ash Slurries OkDocument12 pagesErosion Wear Studies On High Concentration Fly Ash Slurries OkkwanNo ratings yet
- 2013 - Laguna Camacho - A Study of Cavitation Erosion On Engineering MaterialsDocument10 pages2013 - Laguna Camacho - A Study of Cavitation Erosion On Engineering MaterialsCesar Fernando BenavidesNo ratings yet
- 1 s2.0 S004316481300080X MainDocument8 pages1 s2.0 S004316481300080X MainGustavo FagundesNo ratings yet
- OTIENO 2016 - Corrosion Rate Prediction Models PART IDocument13 pagesOTIENO 2016 - Corrosion Rate Prediction Models PART IVinícius RamosNo ratings yet
- A New Approach For The Study of Silt Erosion of Hydro TurbineDocument4 pagesA New Approach For The Study of Silt Erosion of Hydro TurbinePashupati MandalNo ratings yet
- An Experimental Study To Corelate Water Jet Impingement Erosion Resistance and Properties of MetallicDocument12 pagesAn Experimental Study To Corelate Water Jet Impingement Erosion Resistance and Properties of MetallicsaatehNo ratings yet
- 1988 K. ANAND and H. CONRADLocal Impact Damage and Erosion Mechanisms in WC-6wt.% Co AlloysDocument11 pages1988 K. ANAND and H. CONRADLocal Impact Damage and Erosion Mechanisms in WC-6wt.% Co AlloysanuragNo ratings yet
- Zheng 2020 Mater. Res. Express 7 036510Document12 pagesZheng 2020 Mater. Res. Express 7 036510Galih BintoroNo ratings yet
- Author's Accepted ManuscriptDocument43 pagesAuthor's Accepted ManuscriptNikhilNo ratings yet
- Construction and Building Materials: Yoon Suk Choi, Seong-Tae Yi, Myung Yu Kim, Woo Young Jung, Eun Ik YangDocument10 pagesConstruction and Building Materials: Yoon Suk Choi, Seong-Tae Yi, Myung Yu Kim, Woo Young Jung, Eun Ik YanggabrielfmeloNo ratings yet
- Mechanical Properties of Reinforcing Steel Bars Corroded at Different LevelsDocument13 pagesMechanical Properties of Reinforcing Steel Bars Corroded at Different LevelsJorge BlancoNo ratings yet
- Study of Steel Hardness Effect On The Abrasive Wear ResistanceDocument7 pagesStudy of Steel Hardness Effect On The Abrasive Wear ResistanceArslan Zulfiqar AhmedNo ratings yet
- V. Heino, M. Kallio, K. Valtonen, V.-T. Kuokkala: ArticleinfoDocument7 pagesV. Heino, M. Kallio, K. Valtonen, V.-T. Kuokkala: ArticleinfojoeljNo ratings yet
- Evaluation of The Slurry Erosion Resistance of The Body Materials of Oil & Gas Drill Bits With A Modified Abrasive WaterjetDocument15 pagesEvaluation of The Slurry Erosion Resistance of The Body Materials of Oil & Gas Drill Bits With A Modified Abrasive Waterjetcse crteNo ratings yet
- J Wear 2010 12 018Document7 pagesJ Wear 2010 12 018jovaniNo ratings yet
- Ec10 f2016 HadiDocument47 pagesEc10 f2016 HadiJoão Guilherme CyrilloNo ratings yet
- Lind Roos 2018Document39 pagesLind Roos 2018jonathan arayaNo ratings yet
- Large-Scale Triaxial TestingDocument15 pagesLarge-Scale Triaxial TestingMarco NevesNo ratings yet
- Thin Diamond FilmsDocument9 pagesThin Diamond FilmsDersein SaraozNo ratings yet
- Slurry Erosion StudyDocument26 pagesSlurry Erosion StudyPeter ManosNo ratings yet
- Corrosion Science: Meihui Sun, Cuiwei Du, Zhiyong Liu, Chao Liu, Xiaogang Li, Yumin WuDocument16 pagesCorrosion Science: Meihui Sun, Cuiwei Du, Zhiyong Liu, Chao Liu, Xiaogang Li, Yumin WuVikram JainNo ratings yet
- Hydrogen Embrittlement Behavior at Different Strain Rates in Low Carbon Martensitic SteelDocument4 pagesHydrogen Embrittlement Behavior at Different Strain Rates in Low Carbon Martensitic SteelSinan ChenNo ratings yet
- Investigations On The Abrasive Wear Resistance of Aluminium Matrix CompositesDocument7 pagesInvestigations On The Abrasive Wear Resistance of Aluminium Matrix CompositesTrishul SampathNo ratings yet
- Article - Cavitation - Erosion Corrosion Ni AlloysDocument10 pagesArticle - Cavitation - Erosion Corrosion Ni AlloysJohan PeñaNo ratings yet
- D. Tabor 1970 Review of Physics in Technology 1 145Document36 pagesD. Tabor 1970 Review of Physics in Technology 1 145Luiz Fernando VieiraNo ratings yet
- Kinetics of Froth Flotation of Naturally Hydrophobic Solids With DifferentDocument10 pagesKinetics of Froth Flotation of Naturally Hydrophobic Solids With Differentjsotofmet4918No ratings yet
- 1 s2.0 S0043164819302261 MainDocument6 pages1 s2.0 S0043164819302261 MainAndys HernandezNo ratings yet
- Fmats 07 620000Document12 pagesFmats 07 620000Dumitru PascuNo ratings yet
- Effect of Spot Continual Induction Hardening On The Tribological Performance of Grey Cast Iron With Curved SurfaceDocument10 pagesEffect of Spot Continual Induction Hardening On The Tribological Performance of Grey Cast Iron With Curved SurfaceSreekumar RajendrababuNo ratings yet
- Oliveira 2015Document10 pagesOliveira 2015HassenKhlifiNo ratings yet
- Lychagin 2020Document11 pagesLychagin 2020jonathan arayaNo ratings yet
- Materials Today: ProceedingsDocument6 pagesMaterials Today: ProceedingsSREEJITH S NAIRNo ratings yet
- Corrosion Science: Sang Mok Lee, Wan Gyu Lee, Yeong Ho Kim, Ho JangDocument6 pagesCorrosion Science: Sang Mok Lee, Wan Gyu Lee, Yeong Ho Kim, Ho JangAamir FarooqNo ratings yet
- Erosion-Corrosion Resistance of Engineering Materials in Various Test ConditionsDocument11 pagesErosion-Corrosion Resistance of Engineering Materials in Various Test ConditionsYesy ConstanteNo ratings yet
- A Study of Carbon Steels in Basic PittingDocument6 pagesA Study of Carbon Steels in Basic PittingSalem GarrabNo ratings yet
- An Experimental Study On Flexural Strength and Corrosion Properties of Reinforced Concrete Beams IJERTV5IS020611Document8 pagesAn Experimental Study On Flexural Strength and Corrosion Properties of Reinforced Concrete Beams IJERTV5IS020611Nithin BVNo ratings yet
- Effect of Melt Cleanliness On The Formation of Porosity Defects in Automotive Aluminium High Pressure Die Castings 2002 Journal of Materials ProcessinDocument12 pagesEffect of Melt Cleanliness On The Formation of Porosity Defects in Automotive Aluminium High Pressure Die Castings 2002 Journal of Materials ProcessinNwofor ChigoziNo ratings yet
- Influence of Coal Particles On Froth Stability and Flot - 2015 - Minerals EngineDocument7 pagesInfluence of Coal Particles On Froth Stability and Flot - 2015 - Minerals EngineJaime Omar Godinez RevelesNo ratings yet
- InTech-Heat and Thermochemical Treatment of Structural and Tool Steels PDFDocument21 pagesInTech-Heat and Thermochemical Treatment of Structural and Tool Steels PDFsriNo ratings yet
- Comparative Study of Slurry Erosion Behaviour On SS304 and SS202 in A Slurry Erosion Test Pot Rig Under Different Operating ParametersDocument6 pagesComparative Study of Slurry Erosion Behaviour On SS304 and SS202 in A Slurry Erosion Test Pot Rig Under Different Operating ParametersRajkumar MuthumanickamNo ratings yet
- Jin 2017Document14 pagesJin 2017abdul basitNo ratings yet
- Erosion Behaviour of Hydro Turbine SteelDocument52 pagesErosion Behaviour of Hydro Turbine SteelAkhileshChauhanNo ratings yet
- Slurry Erosion Behaviour of Ni-Hard Under VariousDocument8 pagesSlurry Erosion Behaviour of Ni-Hard Under VariousGuilherme Vieira RosaNo ratings yet
- R. Priya, C. Mallika, U. Kamachi Mudali: ArticleinfoDocument11 pagesR. Priya, C. Mallika, U. Kamachi Mudali: ArticleinfoMarioNo ratings yet
- Yadav 2020Document26 pagesYadav 2020ahmadalsaiahNo ratings yet
- Angst Etal 2011Document14 pagesAngst Etal 2011Manuel MirandaNo ratings yet
- Chemical Tempering of Soda Lime Silicate Glasses by Ion Exchange Process For The Improvement of Surface and Bulk Mechanical StrengthDocument9 pagesChemical Tempering of Soda Lime Silicate Glasses by Ion Exchange Process For The Improvement of Surface and Bulk Mechanical StrengthSocheata channNo ratings yet
- Abrasion PRFVDocument13 pagesAbrasion PRFVuzzy2No ratings yet
- Properti Beton Diproduksi Menggunakan Baja TerakDocument10 pagesProperti Beton Diproduksi Menggunakan Baja Terakteguh widayatNo ratings yet
- 2019-Magnol Et Al-Tribological Characterization of Jaspilite by Lin...Document9 pages2019-Magnol Et Al-Tribological Characterization of Jaspilite by Lin...Diego MartinezNo ratings yet
- Defence Technology: K. Arul Raj, M.P. Arunkumar, P.K.C. Kanigalpula, M. KarthikeyanDocument7 pagesDefence Technology: K. Arul Raj, M.P. Arunkumar, P.K.C. Kanigalpula, M. KarthikeyanTejaswini M MNo ratings yet
- Ceramics International: Rasool Saeedi, Reza Shoja Razavi, Saeed Reza Bakhshi, Mohammad Erfanmanesh, Ahmad Ahmadi BaniDocument14 pagesCeramics International: Rasool Saeedi, Reza Shoja Razavi, Saeed Reza Bakhshi, Mohammad Erfanmanesh, Ahmad Ahmadi BaniLaryNo ratings yet
- Scaling of Cavitation Erosion Progression With Cavitation Intensity and Cavitation SourceDocument9 pagesScaling of Cavitation Erosion Progression With Cavitation Intensity and Cavitation SourceOlha ZvirkoNo ratings yet
- Hardness Vs TextureDocument5 pagesHardness Vs TextureShofa R HaqNo ratings yet
- El Efecto de Cerium Sobre El Comportamiento Abrasivo de Desgaste de Aleación Del Hardfacing PDFDocument5 pagesEl Efecto de Cerium Sobre El Comportamiento Abrasivo de Desgaste de Aleación Del Hardfacing PDFJuan Altamirano RojasNo ratings yet
- Fulltext01 PDFDocument40 pagesFulltext01 PDFInzimam ul HaqNo ratings yet
- Jafarian 2020Document13 pagesJafarian 2020jonathan arayaNo ratings yet
- Medium Carbon Steel: Nearest StandardDocument2 pagesMedium Carbon Steel: Nearest StandardMouna KallelNo ratings yet
- A Proposed Uniaxial Compression Test For High Strength CeramicsDocument35 pagesA Proposed Uniaxial Compression Test For High Strength CeramicsMouna KallelNo ratings yet
- Camsizer Characteristics: Particle Size DistributionDocument8 pagesCamsizer Characteristics: Particle Size DistributionMouna KallelNo ratings yet
- 1045-Bright-Carbon-Steel-Bar (Les Différentes Traitements Thermiques, Recuit de Normalisation)Document3 pages1045-Bright-Carbon-Steel-Bar (Les Différentes Traitements Thermiques, Recuit de Normalisation)Mouna KallelNo ratings yet
- Medium Carbon Steel: Nearest StandardDocument2 pagesMedium Carbon Steel: Nearest StandardMouna KallelNo ratings yet
- A Proposed Uniaxial Compression Test For High Strength CeramicsDocument35 pagesA Proposed Uniaxial Compression Test For High Strength CeramicsMouna KallelNo ratings yet
- Improving The Wear Resistance of Barite MineralDocument87 pagesImproving The Wear Resistance of Barite MineralMouna KallelNo ratings yet
- A Study of The Reciprocating-Sliding Wear Performance of Plasma Surface (UK) PDFDocument11 pagesA Study of The Reciprocating-Sliding Wear Performance of Plasma Surface (UK) PDFMouna KallelNo ratings yet
- Fabrication and Tribological Behavior of Al2O3 (MoS2-BaSO4) LaminatedDocument8 pagesFabrication and Tribological Behavior of Al2O3 (MoS2-BaSO4) LaminatedMouna KallelNo ratings yet
- Dry Sliding Behavior and Friction Layer Formation inDocument19 pagesDry Sliding Behavior and Friction Layer Formation inMouna KallelNo ratings yet
- Dry Sliding Tribological Behavior of CR Coatings Electrodeposited inDocument9 pagesDry Sliding Tribological Behavior of CR Coatings Electrodeposited inMouna KallelNo ratings yet
- A Comparison of The Reciprocating Sliding Wear Behaviour of Steel BasedDocument10 pagesA Comparison of The Reciprocating Sliding Wear Behaviour of Steel BasedMouna KallelNo ratings yet
- Effect of Reciprocating and Unidirectional Sliding Motion On The Friction and Wear of Copper On SteelDocument10 pagesEffect of Reciprocating and Unidirectional Sliding Motion On The Friction and Wear of Copper On SteelMouna KallelNo ratings yet
- A Comparison of The Corrosion Resistance and Wear Resistance Behavior of CR-C, Ni-P and Ni-B Coatings Electroplated On 4140 Alloy SteelDocument12 pagesA Comparison of The Corrosion Resistance and Wear Resistance Behavior of CR-C, Ni-P and Ni-B Coatings Electroplated On 4140 Alloy SteelMouna KallelNo ratings yet
- Tudela2015 (UK)Document11 pagesTudela2015 (UK)Mouna KallelNo ratings yet
- Effect of Heat Treatment On The Cavitation Erosion Performance of WC-12Co Coatings (Porosity - Microhardness)Document12 pagesEffect of Heat Treatment On The Cavitation Erosion Performance of WC-12Co Coatings (Porosity - Microhardness)Mouna KallelNo ratings yet
- Scratch Resistance Analysis of Plasma-Nitrided Ti-6Al-4V Alloy (Angular, Semi Circular, Tensile Crack, Important)Document9 pagesScratch Resistance Analysis of Plasma-Nitrided Ti-6Al-4V Alloy (Angular, Semi Circular, Tensile Crack, Important)Mouna KallelNo ratings yet
- Fretting and Wear Behaviors of Ninano-WC Composite Coatings in Dry and Wet ConditionsDocument9 pagesFretting and Wear Behaviors of Ninano-WC Composite Coatings in Dry and Wet ConditionsMouna KallelNo ratings yet
- Structure and Properties of Ni-P-graphite (CG) (Flowerlike Migrograph)Document7 pagesStructure and Properties of Ni-P-graphite (CG) (Flowerlike Migrograph)Mouna KallelNo ratings yet
- Ni-W-ZrO2 Nanocomposites Obtained by Ultrasonic DC Electrodeposition (Zeita Sizer)Document11 pagesNi-W-ZrO2 Nanocomposites Obtained by Ultrasonic DC Electrodeposition (Zeita Sizer)Mouna KallelNo ratings yet
- Porosity Characterization and Its Effect On Thermal (Porosity-Microhardness)Document11 pagesPorosity Characterization and Its Effect On Thermal (Porosity-Microhardness)Mouna KallelNo ratings yet
- Effect of Abrasive Particle Size On Friction and Wear Behaviour of HVOFDocument20 pagesEffect of Abrasive Particle Size On Friction and Wear Behaviour of HVOFMouna KallelNo ratings yet
- Outline Curriculum (5 Lectures) : Each Lecture 45 MinutesDocument23 pagesOutline Curriculum (5 Lectures) : Each Lecture 45 MinutesMouna KallelNo ratings yet
- Characteristics of Nickel Boron Coatings Prepared by Direct Current Electrodeposition Technique (TMAB, Grain Size)Document15 pagesCharacteristics of Nickel Boron Coatings Prepared by Direct Current Electrodeposition Technique (TMAB, Grain Size)Mouna KallelNo ratings yet
- An Investigation On The Electrodeposition Mechanism of Ni-TiO2 Nanocomposite CoatingsDocument13 pagesAn Investigation On The Electrodeposition Mechanism of Ni-TiO2 Nanocomposite CoatingsMouna KallelNo ratings yet
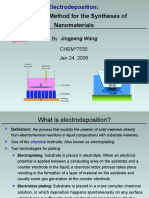
- A Simple Method For The Syntheses of Nanomaterials: ElectrodepositionDocument10 pagesA Simple Method For The Syntheses of Nanomaterials: ElectrodepositionMouna KallelNo ratings yet
- Failure Analysis of Hammer Premature Wear During Barite Rocks CrushingDocument20 pagesFailure Analysis of Hammer Premature Wear During Barite Rocks CrushingMouna KallelNo ratings yet
- Hydrostatic PressureDocument6 pagesHydrostatic Pressurebkewill6No ratings yet
- Hospital Building ProjectDocument58 pagesHospital Building ProjectAnonymous yM5XLR694% (18)
- CIGRE - Tutorial Conductor Fatigue B2 AG 06 BangkokDocument37 pagesCIGRE - Tutorial Conductor Fatigue B2 AG 06 BangkokJorge Pinto RochaNo ratings yet
- Flexible Hose DatasheetDocument7 pagesFlexible Hose DatasheetchintanNo ratings yet
- JOU - EQ Analysis of Structure by Base Isolation Technique in SAP PDFDocument10 pagesJOU - EQ Analysis of Structure by Base Isolation Technique in SAP PDFIlham Hussein RasyidNo ratings yet
- Min AxisDocument3 pagesMin AxisjasekanNo ratings yet
- Floorguard Pu SkybirdDocument2 pagesFloorguard Pu Skybirdangelito bernalNo ratings yet
- P103 Temperature, Heat, ExpansionDocument33 pagesP103 Temperature, Heat, ExpansionAnonymous 88kXqKNo ratings yet
- Nanotechnology in Architecture and Interior Design: Dr. Osama Moh. OmarDocument29 pagesNanotechnology in Architecture and Interior Design: Dr. Osama Moh. OmarFardilla RizqiyahNo ratings yet
- Safety Valve NotesDocument12 pagesSafety Valve NotesNikhilSinghNo ratings yet
- Mastering Physics - Electricity LabDocument9 pagesMastering Physics - Electricity LabFrancisco Javier Ari QuintanaNo ratings yet
- Experiment 1 Centrifugal Pump CharacteristicsDocument2 pagesExperiment 1 Centrifugal Pump CharacteristicsSyed Sufyan Ali Alvi100% (2)
- Data Sheet Jet Pulse Bag FilterDocument1 pageData Sheet Jet Pulse Bag FilterHassan SleemNo ratings yet
- Instruments Required For Prismatic Compass SurveyDocument5 pagesInstruments Required For Prismatic Compass SurveyTEN TV100% (1)
- Earthquake ReviewerDocument3 pagesEarthquake ReviewerKimberly LuistroNo ratings yet
- CV Hasan Maridi WebsiteDocument3 pagesCV Hasan Maridi WebsitealıNo ratings yet
- Contoh 2 WATER COOLED SCREW CHILLERDocument3 pagesContoh 2 WATER COOLED SCREW CHILLERsitiNo ratings yet
- CES CBT Test Questions and Answers About Vessel Structure ConditionDocument27 pagesCES CBT Test Questions and Answers About Vessel Structure ConditionMyo Minn TunNo ratings yet
- 7408-2 Specimen Mark Scheme (Set 2) - Paper 2Document11 pages7408-2 Specimen Mark Scheme (Set 2) - Paper 2Madan KumarNo ratings yet
- Initial Test Pile P1 PDFDocument8 pagesInitial Test Pile P1 PDFamitNo ratings yet
- Drying Stages During The Heating of High-Alumina, Ultra-Low-Cement Refractory CastablesDocument4 pagesDrying Stages During The Heating of High-Alumina, Ultra-Low-Cement Refractory CastablesAnthony MarasiganNo ratings yet
- Binder 1Document8 pagesBinder 1Fahel Bin NoorNo ratings yet
- Ec6 Eurocode-6 - Lateral-Resistance - 19 - 01 - 091 PDFDocument8 pagesEc6 Eurocode-6 - Lateral-Resistance - 19 - 01 - 091 PDFHeris DoggaNo ratings yet
- TDS Molylube SF 100 Semi Synthetic Open Gear Lubricant PDFDocument3 pagesTDS Molylube SF 100 Semi Synthetic Open Gear Lubricant PDFGilmer CaceresNo ratings yet
- Dokumen - Tips Solution Manual For Mechanics of Materials 10th Edition Hibbeler SampleDocument88 pagesDokumen - Tips Solution Manual For Mechanics of Materials 10th Edition Hibbeler SampleMohammad WasiqNo ratings yet
- Physics FormulasDocument108 pagesPhysics FormulasArsalan Ahmed Usmani100% (3)
- Lumerical Siliconphotonics Components WebinarDocument37 pagesLumerical Siliconphotonics Components WebinarYamanNo ratings yet
- CLCH PRC008 enDocument352 pagesCLCH PRC008 enOscar Andrés PavónNo ratings yet
- Science 10 4th Quarter ExamDocument4 pagesScience 10 4th Quarter Examzayd87% (39)
- Thin Cylinders - PPT New PDFDocument15 pagesThin Cylinders - PPT New PDFManoj Hepde100% (1)