You might also like
- Grit: The Power of Passion and PerseveranceFrom EverandGrit: The Power of Passion and PerseveranceRating: 4 out of 5 stars4/5 (588)
- 1045-Bright-Carbon-Steel-Bar (Les Différentes Traitements Thermiques, Recuit de Normalisation)Document3 pages1045-Bright-Carbon-Steel-Bar (Les Différentes Traitements Thermiques, Recuit de Normalisation)Mouna KallelNo ratings yet
- The Yellow House: A Memoir (2019 National Book Award Winner)From EverandThe Yellow House: A Memoir (2019 National Book Award Winner)Rating: 4 out of 5 stars4/5 (98)
- The Effect of Erodent Particle Hardness On The Erosion of Stainless SteelDocument6 pagesThe Effect of Erodent Particle Hardness On The Erosion of Stainless SteelMouna KallelNo ratings yet
- The Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeFrom EverandThe Subtle Art of Not Giving a F*ck: A Counterintuitive Approach to Living a Good LifeRating: 4 out of 5 stars4/5 (5795)
- Medium Carbon Steel: Nearest StandardDocument2 pagesMedium Carbon Steel: Nearest StandardMouna KallelNo ratings yet
- Never Split the Difference: Negotiating As If Your Life Depended On ItFrom EverandNever Split the Difference: Negotiating As If Your Life Depended On ItRating: 4.5 out of 5 stars4.5/5 (838)
- A Proposed Uniaxial Compression Test For High Strength CeramicsDocument35 pagesA Proposed Uniaxial Compression Test For High Strength CeramicsMouna KallelNo ratings yet
- Hidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceFrom EverandHidden Figures: The American Dream and the Untold Story of the Black Women Mathematicians Who Helped Win the Space RaceRating: 4 out of 5 stars4/5 (895)
- Improving The Wear Resistance of Barite MineralDocument87 pagesImproving The Wear Resistance of Barite MineralMouna KallelNo ratings yet
- The Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersFrom EverandThe Hard Thing About Hard Things: Building a Business When There Are No Easy AnswersRating: 4.5 out of 5 stars4.5/5 (345)
- Tudela2015 (UK)Document11 pagesTudela2015 (UK)Mouna KallelNo ratings yet
- Shoe Dog: A Memoir by the Creator of NikeFrom EverandShoe Dog: A Memoir by the Creator of NikeRating: 4.5 out of 5 stars4.5/5 (537)
- Effect of Reciprocating and Unidirectional Sliding Motion On The Friction and Wear of Copper On SteelDocument10 pagesEffect of Reciprocating and Unidirectional Sliding Motion On The Friction and Wear of Copper On SteelMouna KallelNo ratings yet
- Fabrication and Tribological Behavior of Al2O3 (MoS2-BaSO4) LaminatedDocument8 pagesFabrication and Tribological Behavior of Al2O3 (MoS2-BaSO4) LaminatedMouna KallelNo ratings yet
- The Little Book of Hygge: Danish Secrets to Happy LivingFrom EverandThe Little Book of Hygge: Danish Secrets to Happy LivingRating: 3.5 out of 5 stars3.5/5 (400)
- Effect of Abrasive Particle Size On Friction and Wear Behaviour of HVOFDocument20 pagesEffect of Abrasive Particle Size On Friction and Wear Behaviour of HVOFMouna KallelNo ratings yet
- Elon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureFrom EverandElon Musk: Tesla, SpaceX, and the Quest for a Fantastic FutureRating: 4.5 out of 5 stars4.5/5 (474)
- Outline Curriculum (5 Lectures) : Each Lecture 45 MinutesDocument23 pagesOutline Curriculum (5 Lectures) : Each Lecture 45 MinutesMouna KallelNo ratings yet
- A Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryFrom EverandA Heartbreaking Work Of Staggering Genius: A Memoir Based on a True StoryRating: 3.5 out of 5 stars3.5/5 (231)
- Failure Analysis of Hammer Premature Wear During Barite Rocks CrushingDocument20 pagesFailure Analysis of Hammer Premature Wear During Barite Rocks CrushingMouna KallelNo ratings yet
- On Fire: The (Burning) Case for a Green New DealFrom EverandOn Fire: The (Burning) Case for a Green New DealRating: 4 out of 5 stars4/5 (74)
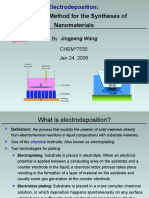
- A Simple Method For The Syntheses of Nanomaterials: ElectrodepositionDocument10 pagesA Simple Method For The Syntheses of Nanomaterials: ElectrodepositionMouna KallelNo ratings yet
- The Emperor of All Maladies: A Biography of CancerFrom EverandThe Emperor of All Maladies: A Biography of CancerRating: 4.5 out of 5 stars4.5/5 (271)
- Mec 10ec63 Ssic Unit2Document18 pagesMec 10ec63 Ssic Unit2Noorullah ShariffNo ratings yet
- SF - An Excellent Insulating and Quenching Gas: Substantial Properties at A GlanceDocument16 pagesSF - An Excellent Insulating and Quenching Gas: Substantial Properties at A GlancedennyyusufNo ratings yet
- KPS Inst Manual Ver 6 (1) .1 EngDocument56 pagesKPS Inst Manual Ver 6 (1) .1 EngMiroslav RakicNo ratings yet
- Devil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaFrom EverandDevil in the Grove: Thurgood Marshall, the Groveland Boys, and the Dawn of a New AmericaRating: 4.5 out of 5 stars4.5/5 (266)
- Gossen Metrawatt A2000 HandleidingDocument3 pagesGossen Metrawatt A2000 HandleidingDavidNo ratings yet
- The Unwinding: An Inner History of the New AmericaFrom EverandThe Unwinding: An Inner History of the New AmericaRating: 4 out of 5 stars4/5 (45)
- Hilbert Transform - Wikipedia, The Free EncyclopediaDocument9 pagesHilbert Transform - Wikipedia, The Free EncyclopediasunilnkkumarNo ratings yet
- Team of Rivals: The Political Genius of Abraham LincolnFrom EverandTeam of Rivals: The Political Genius of Abraham LincolnRating: 4.5 out of 5 stars4.5/5 (234)
- Increasing Decreasing Order - bRHAMASTRA PDFDocument10 pagesIncreasing Decreasing Order - bRHAMASTRA PDFMohd RameezNo ratings yet
- Resume 10-16-2017Document2 pagesResume 10-16-2017api-336793554No ratings yet
- HW 07Document8 pagesHW 07Aeyrul KhairulNo ratings yet
- The World Is Flat 3.0: A Brief History of the Twenty-first CenturyFrom EverandThe World Is Flat 3.0: A Brief History of the Twenty-first CenturyRating: 3.5 out of 5 stars3.5/5 (2259)
- Emission LabDocument2 pagesEmission LabFederico PiñeyroNo ratings yet
- The Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreFrom EverandThe Gifts of Imperfection: Let Go of Who You Think You're Supposed to Be and Embrace Who You AreRating: 4 out of 5 stars4/5 (1091)
- Steam TurbineDocument28 pagesSteam Turbineakusuper88% (8)
- DOW™ LDPE 4012: The Dow Chemical Company - Low Density Polyethylene ResinDocument2 pagesDOW™ LDPE 4012: The Dow Chemical Company - Low Density Polyethylene ResinGia Dinh HotrokithuatNo ratings yet
- (ASTM - D.1586) Diskripsi Tanah Standard Penetration TestDocument6 pages(ASTM - D.1586) Diskripsi Tanah Standard Penetration TestAndi KasmaNiaNo ratings yet
- Electric Furnace SteelmakingDocument136 pagesElectric Furnace SteelmakingIsrael Damian Silva Rosado100% (2)
- Rong Liu For Weld Collar TypesDocument14 pagesRong Liu For Weld Collar TypesSourav ceeNo ratings yet
- B.tech. - R09 - CSE - Academic Regulations SyllabusDocument199 pagesB.tech. - R09 - CSE - Academic Regulations SyllabusLokesh ReddyNo ratings yet
- bg10 Eng1110Document14 pagesbg10 Eng1110bagastcNo ratings yet
- The Sympathizer: A Novel (Pulitzer Prize for Fiction)From EverandThe Sympathizer: A Novel (Pulitzer Prize for Fiction)Rating: 4.5 out of 5 stars4.5/5 (121)
- Leader DLP Review Test 1 QPDocument56 pagesLeader DLP Review Test 1 QPharshit pandeyNo ratings yet
- TSL SystemDocument4 pagesTSL SystemMann Sales & MarketingNo ratings yet
- Note of NumerologyDocument126 pagesNote of Numerologytushar0% (1)
- Quantum ManifestoDocument19 pagesQuantum ManifestoErnesto Del Valle GarciaNo ratings yet
- Metal Film Precision Resistors: Resistive Metal Films and A New Resistor ConceptDocument19 pagesMetal Film Precision Resistors: Resistive Metal Films and A New Resistor ConceptfbaldnerNo ratings yet
- اعطال شارب PDFDocument13 pagesاعطال شارب PDFNasser HashimNo ratings yet
- Max31856 2Document30 pagesMax31856 2Natália Borges MarcelinoNo ratings yet
- Chapter Iv. Analysis of The Structure at The Ultimate Limit StateDocument17 pagesChapter Iv. Analysis of The Structure at The Ultimate Limit StateisaacssebulibaNo ratings yet
- Making Desert With JunkoDocument8 pagesMaking Desert With Junkomcx_123No ratings yet
- Footings PDFDocument80 pagesFootings PDFHamza RasheedNo ratings yet
- REPORT01Document110 pagesREPORT01kennysawegNo ratings yet
- Her Body and Other Parties: StoriesFrom EverandHer Body and Other Parties: StoriesRating: 4 out of 5 stars4/5 (821)
- ATA 21. Air Conditioning As-05-02 (PLAN-09)Document81 pagesATA 21. Air Conditioning As-05-02 (PLAN-09)faisalNo ratings yet
- Venus International College of Technology Department of Civil EngineeringDocument5 pagesVenus International College of Technology Department of Civil EngineeringAnban GunaNo ratings yet
- Arthur CasagrandeDocument8 pagesArthur CasagrandeSean James Celeste CaangayNo ratings yet