You might also like
- TIG WeldingDocument42 pagesTIG WeldingDesperado870100% (1)
- Welding Process Notes BestDocument152 pagesWelding Process Notes Bestaravindan100% (2)
- Consumables For MIG MAG & FCAWDocument46 pagesConsumables For MIG MAG & FCAWaravindanNo ratings yet
- Harley Davidson Sportster Service ManualDocument252 pagesHarley Davidson Sportster Service Manualphaneufdl100% (3)
- Testing Procedure of Dual Plate Check ValveDocument2 pagesTesting Procedure of Dual Plate Check Valverajesh100% (2)
- Transformer Manual: Instructions ForDocument56 pagesTransformer Manual: Instructions Fordeepak2628100% (7)
- 6 GtawDocument30 pages6 Gtawmasmarkun4444No ratings yet
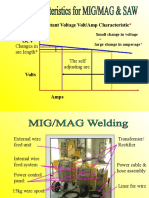
- Constant Voltage Volt/Amp Characteristic: Changes in Arc Length The Self Adjusting ArcDocument35 pagesConstant Voltage Volt/Amp Characteristic: Changes in Arc Length The Self Adjusting Arcpatel ketanNo ratings yet
- Mmaw & GmawDocument54 pagesMmaw & GmawSelvakumaran DhandapaniNo ratings yet
- DC Starter MotorDocument28 pagesDC Starter MotorShairyarShan100% (1)
- Mig Co2Document23 pagesMig Co2Asad Bin Ala Qatari50% (2)
- V.W.I - 3.0 Theory & PracticalDocument131 pagesV.W.I - 3.0 Theory & Practicalrajesh100% (3)
- Electrical Safety Manual - 2Document2 pagesElectrical Safety Manual - 2MarianoNo ratings yet
- GMAWDocument55 pagesGMAWsalunkheclNo ratings yet
- Welding Processes OverviewDocument52 pagesWelding Processes OverviewAnil Kumar TNo ratings yet
- Complete Short Circuit CycleDocument8 pagesComplete Short Circuit CycleWilly UioNo ratings yet
- Mig Mag Welding 2006 PDFDocument67 pagesMig Mag Welding 2006 PDFdanut horincasNo ratings yet
- Overview of Advanced Welding ProcessesDocument55 pagesOverview of Advanced Welding ProcessesSaravanan RajendranNo ratings yet
- New - 4 - Flares FinalDocument49 pagesNew - 4 - Flares FinalMamdouhAlhanafy82% (11)
- Testing Procedure of Ball ValveDocument2 pagesTesting Procedure of Ball Valverajesh100% (2)
- Introduction To GMAWDocument63 pagesIntroduction To GMAWRumman Ul AhsanNo ratings yet
- Research1 Stejhs q1 Mod3 KDoctoleroDocument32 pagesResearch1 Stejhs q1 Mod3 KDoctoleroVandon BorelaNo ratings yet
- Reinforced Concrete DesignDocument32 pagesReinforced Concrete DesignMahmuddin AminNo ratings yet
- GMAWDocument53 pagesGMAWarvidkumar87060No ratings yet
- Solution Thermodynamics TheoryDocument36 pagesSolution Thermodynamics TheorynNo ratings yet
- 16 Welding ConsumablesDocument63 pages16 Welding ConsumablesJawed AkhterNo ratings yet
- Gmaw & Fcaw-MsmeDocument73 pagesGmaw & Fcaw-MsmemilindNo ratings yet
- GMAWDocument42 pagesGMAWMuhammed SulfeekNo ratings yet
- Capitalisation of Transformer LossesDocument2 pagesCapitalisation of Transformer LossesChandrakanth KvNo ratings yet
- Gas Tungsten Arc WeldingDocument9 pagesGas Tungsten Arc Weldingweldingking1100% (1)
- Semiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsFrom EverandSemiconductor Data Book: Characteristics of approx. 10,000 Transistors, FETs, UJTs, Diodes, Rectifiers, Optical Semiconductors, Triacs and SCRsNo ratings yet
- Ata 74 - Engine Ignition CorDocument8 pagesAta 74 - Engine Ignition CorIdrisNo ratings yet
- Fundamentals of WeldingDocument79 pagesFundamentals of WeldingdselvakuuNo ratings yet
- Ponchon Savarit MethodDocument34 pagesPonchon Savarit Methodppga410100% (7)
- 2018 BMW X2 BrochureDocument42 pages2018 BMW X2 BrochureDiar Fatah100% (1)
- C9 AcertDocument5 pagesC9 AcertIrwin Jose100% (2)
- Coating Eng.Document11 pagesCoating Eng.rajesh100% (1)
- Gas Metal Arc WeldingDocument52 pagesGas Metal Arc WeldingBalakumarNo ratings yet
- GMAWDocument53 pagesGMAWJithuJohn100% (1)
- M08 - Gmaw & FcawDocument30 pagesM08 - Gmaw & Fcawசுரேஷ் பாலமுருகன்No ratings yet
- Gas Tungsten Arc Welding: by L D PoyyaraDocument38 pagesGas Tungsten Arc Welding: by L D PoyyaraAayush PandeyNo ratings yet
- FCAW-GS Flux Cored Arc Welding-Gas ShieldedDocument20 pagesFCAW-GS Flux Cored Arc Welding-Gas ShieldedasrafiNo ratings yet
- Gas Metal Arc and Flux Cored Arc Welding ProcessesDocument70 pagesGas Metal Arc and Flux Cored Arc Welding ProcessesSibaram DasNo ratings yet
- Gas Tungsten Arc Welding: by L D PoyyaraDocument37 pagesGas Tungsten Arc Welding: by L D PoyyaraRajeeb MohammedNo ratings yet
- Gas Tungsten Arc Welding: by L D PoyyaraDocument37 pagesGas Tungsten Arc Welding: by L D PoyyaraAshish PatelNo ratings yet
- Gas Tungsten Arc Welding: by L D PoyyaraDocument41 pagesGas Tungsten Arc Welding: by L D PoyyaraJayaraman KamarajNo ratings yet
- Class 11 GMAWDocument39 pagesClass 11 GMAWSaurabh TripathiNo ratings yet
- Welding Process Techniques: KG - Pandithan, Iwe Technical Advisor, RiboDocument51 pagesWelding Process Techniques: KG - Pandithan, Iwe Technical Advisor, RibojswldeepNo ratings yet
- Arc Welding, Shielded Metal Arc Welding, Metal Inert Gas WeldingDocument44 pagesArc Welding, Shielded Metal Arc Welding, Metal Inert Gas WeldingDinesh InavoluNo ratings yet
- Arc WeldingDocument29 pagesArc WeldinguditNo ratings yet
- Indian Institute of Welding - ANB Refresher Course - Module 09Document43 pagesIndian Institute of Welding - ANB Refresher Course - Module 09dayalramNo ratings yet
- Commonly Used Welding Process Techniques-OverviewDocument51 pagesCommonly Used Welding Process Techniques-OverviewaadmaadmNo ratings yet
- Dokumen - Tips Gtaw Welding 58f9c469cb4eeDocument37 pagesDokumen - Tips Gtaw Welding 58f9c469cb4eerizky youlandaNo ratings yet
- Mig Mag Saw CswipDocument35 pagesMig Mag Saw CswipHamza DhariwalNo ratings yet
- CSWIP Day 3Document35 pagesCSWIP Day 3Mehman NasibovNo ratings yet
- Gas Tungsten Arc WeldingDocument37 pagesGas Tungsten Arc WeldingRed ChaNo ratings yet
- Shielded Metal Arc WeldingDocument141 pagesShielded Metal Arc WeldingAdhanom G.No ratings yet
- Tig Mig PlasmaDocument29 pagesTig Mig PlasmaManojKumarNo ratings yet
- GtawDocument11 pagesGtawsaravanans1891No ratings yet
- GTAW AND GMAW WeldingDocument39 pagesGTAW AND GMAW WeldingMelku AbebeNo ratings yet
- 3) Welding Process GTAWDocument11 pages3) Welding Process GTAWDivyang MistryNo ratings yet
- Somenath GhoshDocument52 pagesSomenath Ghoshravi00098No ratings yet
- GTAW2Document37 pagesGTAW2JithuJohnNo ratings yet
- Proceso de Soldadura Gmaw. Presentado Por: Fatima Del Rosario Choquehunaca Cutipa Fatima Docente: Ing Larico Grupo: Lunes 2-4Pm 1. ObjetivosDocument8 pagesProceso de Soldadura Gmaw. Presentado Por: Fatima Del Rosario Choquehunaca Cutipa Fatima Docente: Ing Larico Grupo: Lunes 2-4Pm 1. ObjetivosBel BarretoNo ratings yet
- Welding ProcessDocument29 pagesWelding ProcessKoon AnuNo ratings yet
- 1) Fundamentals of WeldingDocument33 pages1) Fundamentals of WeldingDivyang MistryNo ratings yet
- Gtaw WeldingDocument37 pagesGtaw WeldingSadhasivam VeluNo ratings yet
- Arc 2Document59 pagesArc 2May FadlNo ratings yet
- CSWIP Day3Document35 pagesCSWIP Day3rac mediaNo ratings yet
- 5 GmawDocument31 pages5 GmawAhmetDuranCeyhanNo ratings yet
- Pengelasan GMAWDocument29 pagesPengelasan GMAWLintas Laut SamuderaNo ratings yet
- Welding: Debasis Mitra Inspection DepartmentDocument31 pagesWelding: Debasis Mitra Inspection DepartmentSanjoy Kr. DeyNo ratings yet
- Welding Methods & Technology.: V.R.Ekbote Ces (Insp), Ril (PG)Document52 pagesWelding Methods & Technology.: V.R.Ekbote Ces (Insp), Ril (PG)cyNo ratings yet
- And Welding in Manufacturing: TIG MIGDocument27 pagesAnd Welding in Manufacturing: TIG MIGHope ThemNo ratings yet
- 5 - GmawDocument39 pages5 - Gmawmohamed.hassan031No ratings yet
- WINSEM2018-19 - MEE6004 - ETH - GDN128 - VL2018195001506 - Reference Material I - MJ - 1.1-1.2 - RM PDFDocument25 pagesWINSEM2018-19 - MEE6004 - ETH - GDN128 - VL2018195001506 - Reference Material I - MJ - 1.1-1.2 - RM PDFAbinash PurushothamanNo ratings yet
- M09 - Gtaw & PawDocument34 pagesM09 - Gtaw & Pawசுரேஷ் பாலமுருகன்No ratings yet
- Is 277 - 2003 PDFDocument10 pagesIs 277 - 2003 PDFrajeshNo ratings yet
- Fisa Tehnica Mobil Delvac MXDocument3 pagesFisa Tehnica Mobil Delvac MXb400013No ratings yet
- Fast Rescue BoatDocument2 pagesFast Rescue BoatMARAWANNo ratings yet
- LT Compressor Condensate Loading To The Road Tankers Through Buffer TankDocument2 pagesLT Compressor Condensate Loading To The Road Tankers Through Buffer TankMugesh KannaNo ratings yet
- Dynamicsimulation Petrofac PDFDocument3 pagesDynamicsimulation Petrofac PDFasfsnd100% (1)
- Water (R718) Cooling System (With CO2 Cycle)Document21 pagesWater (R718) Cooling System (With CO2 Cycle)192113No ratings yet
- (Cezary Madryas, Andrzej Kolonko, Arkadiusz SzotDocument335 pages(Cezary Madryas, Andrzej Kolonko, Arkadiusz Szotjacknguyen11_2No ratings yet
- Manual Yamaha YST-SW800 (Service)Document26 pagesManual Yamaha YST-SW800 (Service)Alex NikitinNo ratings yet
- 3RV23214EC10 Datasheet enDocument6 pages3RV23214EC10 Datasheet enfrancisco jose arruda de sousaNo ratings yet
- Equotip Rebound Hardness Testing After D. Leeb: M. KompatscherDocument7 pagesEquotip Rebound Hardness Testing After D. Leeb: M. KompatscherGagrigoreNo ratings yet
- Data Sheet Tic 253 NDocument5 pagesData Sheet Tic 253 Nmarcosmdsouza2No ratings yet
- Report On Lecture 4Document3 pagesReport On Lecture 4Surajit SahaNo ratings yet
- Fire Stream ManagementDocument4 pagesFire Stream ManagementMamoon KhattakNo ratings yet
- 2/12/2022 Wsu@Ofc 1Document42 pages2/12/2022 Wsu@Ofc 1Tibebu Xibe TeNo ratings yet
- Brake System Repair - 1Document16 pagesBrake System Repair - 1bakriramziNo ratings yet
- Streetlights. The Testing Ensures That Cables Are Installed Correctly and That The Steel Standards Do Not Become EnergisedDocument3 pagesStreetlights. The Testing Ensures That Cables Are Installed Correctly and That The Steel Standards Do Not Become Energisedahmadove1No ratings yet
- Department of Industrial and Production Engineering Jessore University of Science and TechnologyDocument3 pagesDepartment of Industrial and Production Engineering Jessore University of Science and TechnologySourav RoyNo ratings yet
- Karjagi Kiran SureshDocument2 pagesKarjagi Kiran SureshRanjit RajendranNo ratings yet