You might also like
- Cutting Tool Materials and Cutting Fluids by Dr. Oğuzhan YILMAZDocument33 pagesCutting Tool Materials and Cutting Fluids by Dr. Oğuzhan YILMAZpptmnltNo ratings yet
- Thermal Aspects of Machining Module 1Document75 pagesThermal Aspects of Machining Module 1Libin AbrahamNo ratings yet
- Production Technology-I Unit No. 1: Cutting ToolDocument15 pagesProduction Technology-I Unit No. 1: Cutting ToolPankaj ChhabraNo ratings yet
- Work HoldingDocument5 pagesWork HoldingKANDALA RAJASHEKAR REDDYNo ratings yet
- Crusher BucketDocument2 pagesCrusher BucketMount MachineryNo ratings yet
- Theory of Metal Cutting, Metal FormingDocument181 pagesTheory of Metal Cutting, Metal Formingprabhjotbhangal100% (1)
- Machining of MetalsDocument23 pagesMachining of MetalsFiq IskandarNo ratings yet
- Ch3 - Metal CuttingDocument30 pagesCh3 - Metal Cutting03 ABHISHEKNo ratings yet
- Tut Sheet Mcm01Document3 pagesTut Sheet Mcm01Dhruvay JainNo ratings yet
- Broaching BasicsDocument5 pagesBroaching Basicssaritha0003No ratings yet
- Production Technology Lab FileDocument45 pagesProduction Technology Lab FileSakshi RoyNo ratings yet
- Milling Machine ToolDocument42 pagesMilling Machine ToolSai SashankNo ratings yet
- Group Assignment on Cutting ToolsDocument29 pagesGroup Assignment on Cutting ToolsRahul Sharma100% (1)
- Metal cutting process and tool geometry fundamentalsDocument6 pagesMetal cutting process and tool geometry fundamentalsvijayakumarNo ratings yet
- TaegoTech - PG BroshureDocument11 pagesTaegoTech - PG Broshurealexl5892No ratings yet
- Sheet Metal Shop GuideDocument37 pagesSheet Metal Shop Guideeafz111No ratings yet
- MP-1 Tut SheetDocument11 pagesMP-1 Tut SheetAnkur ChelseafcNo ratings yet
- Unit-III - Theory On The Metal Cutting OperationDocument217 pagesUnit-III - Theory On The Metal Cutting OperationKansath KamalNo ratings yet
- Cartridge Type Boring BarDocument4 pagesCartridge Type Boring BarvishalNo ratings yet
- A Method For Predicting Chatter Stability For Systems SchmitzDocument8 pagesA Method For Predicting Chatter Stability For Systems SchmitzOvidiu RusuNo ratings yet
- Module 1.2Document42 pagesModule 1.2jishnushankarNo ratings yet
- Broaching MachineDocument10 pagesBroaching MachineVinayakNerkarNo ratings yet
- Module 3: Cutting Tool Materials and FluidsDocument88 pagesModule 3: Cutting Tool Materials and FluidssushilNo ratings yet
- 4 - Cutting Tool GeometryDocument21 pages4 - Cutting Tool GeometryFebry Risky Jr.No ratings yet
- Production Engineering Lab VIII SemDocument24 pagesProduction Engineering Lab VIII Semsunil kumawatNo ratings yet
- CRS Rock Splitter PDFDocument2 pagesCRS Rock Splitter PDFHans Hans SadzNo ratings yet
- MITSUBISHI CARBIDE SEMINAR: TURNING FUNDAMENTALSDocument26 pagesMITSUBISHI CARBIDE SEMINAR: TURNING FUNDAMENTALSprakashp111100% (1)
- Drill Press Text BookDocument138 pagesDrill Press Text BookKartik Sheth100% (1)
- JJ104 Workshop Technology Chapter7 Grinding MachineDocument19 pagesJJ104 Workshop Technology Chapter7 Grinding MachineAh Tiang100% (1)
- Metal FormingDocument6 pagesMetal FormingHarish Kumar SNo ratings yet
- Type MaterialDocument31 pagesType MaterialChristopherGunawanNo ratings yet
- Explosive WeldingDocument18 pagesExplosive WeldingShivam SharmaNo ratings yet
- Manufacturing Lab Process Metal CuttingDocument8 pagesManufacturing Lab Process Metal CuttingAhmedNo ratings yet
- Machine Tool Vibration: Causes, Effects and ControlDocument42 pagesMachine Tool Vibration: Causes, Effects and ControlLuis NunesNo ratings yet
- Sheet Metal Forming 2015Document84 pagesSheet Metal Forming 2015bmsschlotterbeck100% (2)
- CRS Manual (Operation)Document23 pagesCRS Manual (Operation)Serhidra SASNo ratings yet
- Cutting Tool FundamentalsDocument25 pagesCutting Tool FundamentalssatenawuNo ratings yet
- Theory of Metal CuttingDocument162 pagesTheory of Metal CuttingShrikrushna MaliNo ratings yet
- Dry MachiningDocument13 pagesDry Machiningbanteshyam100% (3)
- CH 5 DrillingDocument39 pagesCH 5 DrillingMANJEET KUMARNo ratings yet
- MTDM Machine Tools and Digital ManufacturingDocument90 pagesMTDM Machine Tools and Digital ManufacturingLibin AbrahamNo ratings yet
- BroachingDocument22 pagesBroachingvijchoudhary16No ratings yet
- Shaping Machine Operations GuideDocument25 pagesShaping Machine Operations Guidekatakamharish100% (1)
- Tool GeometryDocument3 pagesTool GeometrynikhilasoknNo ratings yet
- Term Paper OF Production Technology Topic-Cutting Fluids & Lubricants BYDocument22 pagesTerm Paper OF Production Technology Topic-Cutting Fluids & Lubricants BYLovepreet SinghNo ratings yet
- End Mill Training Website PDFDocument64 pagesEnd Mill Training Website PDFDejan Jovanovic100% (1)
- CH 2 Metal Cutting ToolsDocument19 pagesCH 2 Metal Cutting ToolsAlex AdmasNo ratings yet
- Milling machine operations and classificationsDocument74 pagesMilling machine operations and classificationsDevarakonda KondayyaNo ratings yet
- 6 Grinding & Other Abrasive ProcessesDocument82 pages6 Grinding & Other Abrasive Processessakali ali100% (1)
- TOOL AND DIE STEEL FinalDocument73 pagesTOOL AND DIE STEEL FinalSapan KansaraNo ratings yet
- Source of HeatDocument9 pagesSource of HeatSreekumar RajendrababuNo ratings yet
- Broach and Form ToolDocument20 pagesBroach and Form Toolsonu kumarNo ratings yet
- Chips Single PT Cutting ToolDocument4 pagesChips Single PT Cutting Toolbalamurugan_meNo ratings yet
- Non Chip FormingDocument33 pagesNon Chip FormingNur AmirahNo ratings yet
- Presses N Press Work 1Document15 pagesPresses N Press Work 1Sankalp BhatiyaNo ratings yet
- Carbide GradesDocument51 pagesCarbide GradesRicardo BravoNo ratings yet
- Name of The Experiment:: Study and Operation Bench Drilling MachineDocument5 pagesName of The Experiment:: Study and Operation Bench Drilling MachinemadNo ratings yet
- Cutting Tool MaterialsDocument35 pagesCutting Tool Materialsmarakamadhu800No ratings yet
- Cutting Tools TechnologyDocument47 pagesCutting Tools TechnologyJeff HardyNo ratings yet
- Assingment 2: Manufacturing TechnologyDocument29 pagesAssingment 2: Manufacturing TechnologySarweshNarayanParbatNo ratings yet
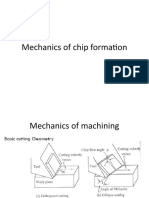
- 4 Mechanics of Chip FormationDocument17 pages4 Mechanics of Chip Formationhaile mehariNo ratings yet
- Economics of Metal CuttingDocument10 pagesEconomics of Metal Cuttinghaile mehariNo ratings yet
- Introduction To Manufacturing Technology: Instructor: HAILEDocument19 pagesIntroduction To Manufacturing Technology: Instructor: HAILEhaile mehariNo ratings yet
- Advanced Manufacturing Techniques-1Document132 pagesAdvanced Manufacturing Techniques-1Nishant SinhaNo ratings yet
- Traditional Machining Processes ExplainedDocument45 pagesTraditional Machining Processes Explainedhaile mehariNo ratings yet
- GGDocument1 pageGGhaile mehariNo ratings yet
- Materials Science and Engineering: An IntroductionDocument38 pagesMaterials Science and Engineering: An IntroductionChethan MadappadyNo ratings yet
- SolutionDocument4 pagesSolutionhaile mehariNo ratings yet
- Balcony and toilet waterproofing treatmentDocument1 pageBalcony and toilet waterproofing treatmentprabhu81No ratings yet
- Topcable Catalogue Eng 2018-138-140Document3 pagesTopcable Catalogue Eng 2018-138-140Kevin RojasNo ratings yet
- Comparison Between Dry Lamination and Extrusion LaminationDocument26 pagesComparison Between Dry Lamination and Extrusion LaminationRicardo PratiwiharjaNo ratings yet
- Dorma Bts80 Lo 5 11 PDFDocument6 pagesDorma Bts80 Lo 5 11 PDFFidi HafidzNo ratings yet
- Metallographic Etching Gunter PetzowDocument136 pagesMetallographic Etching Gunter PetzowLaurent BuissonNo ratings yet
- Hastelloy X PDFDocument23 pagesHastelloy X PDF孙俊磊100% (1)
- Indiawood 2014 BrochureDocument12 pagesIndiawood 2014 BrochureMonica CarrollNo ratings yet
- NCHRP Research On Materials Pavements 2020Document10 pagesNCHRP Research On Materials Pavements 2020Helio PedroNo ratings yet
- FIELD ENGR EXAM SUPERVISOR MATERIAL TAKE-OFFDocument11 pagesFIELD ENGR EXAM SUPERVISOR MATERIAL TAKE-OFFDwinix John CabañeroNo ratings yet
- 4514 Power FastDocument11 pages4514 Power Fastgreg_mercurio_1No ratings yet
- Kitchen Sink Catalogue-CombinedDocument6 pagesKitchen Sink Catalogue-CombinedRathan_k11No ratings yet
- Oxidized Polyethylene Wax (Powder)Document1 pageOxidized Polyethylene Wax (Powder)Juan David Melián CruzNo ratings yet
- Ehsani Yeganeh, AliDocument108 pagesEhsani Yeganeh, Alinsm98473No ratings yet
- Fly Ash Effect on Concrete ShrinkageDocument10 pagesFly Ash Effect on Concrete ShrinkageSakthivel ThangavelNo ratings yet
- Types of Cement and ReinforcementsDocument25 pagesTypes of Cement and ReinforcementsJyothishNo ratings yet
- MS-13-03 Tube Fitter's ManualDocument277 pagesMS-13-03 Tube Fitter's ManualJacques StrappeNo ratings yet
- Normazione: Aluminium - and Zinc-Lamellar Base Anti-Corrosion Coating For Ferrous Material PartsDocument15 pagesNormazione: Aluminium - and Zinc-Lamellar Base Anti-Corrosion Coating For Ferrous Material Partserkin gulerNo ratings yet
- Detailed Lesson PlanDocument18 pagesDetailed Lesson PlanCharles Vincent Paniamogan100% (1)
- Proprietary Drawing: CAA VPN 01/12/21 First Issue 0Document2 pagesProprietary Drawing: CAA VPN 01/12/21 First Issue 0Francelina VegaNo ratings yet
- La Siesta: Jewelry Brand by Mallak & Joudy 11BDocument8 pagesLa Siesta: Jewelry Brand by Mallak & Joudy 11BJoudy AlmohandesNo ratings yet
- Example 6.1 - Slab-Simply Supported (One-Way) PDFDocument5 pagesExample 6.1 - Slab-Simply Supported (One-Way) PDFnur100% (1)
- Copper Nickel Catalog Comp ECRDocument78 pagesCopper Nickel Catalog Comp ECRstevenNo ratings yet
- Chapter 10 - Cement Production - Calculation of Raw Mix CompositionDocument57 pagesChapter 10 - Cement Production - Calculation of Raw Mix CompositionSamnang HangNo ratings yet
- Kitz Carbon and Stainless Steel Floating Ball ValvesDocument160 pagesKitz Carbon and Stainless Steel Floating Ball ValvesAnonymous 1880JHcGNo ratings yet
- 3292Document47 pages3292Metal deptNo ratings yet
- Cebex 200Document2 pagesCebex 200Anonymous XVEucVMsENo ratings yet
- All StaticDocument17 pagesAll StaticbogdanmichaelNo ratings yet
- HYTORC Socket Catalog 2016Document46 pagesHYTORC Socket Catalog 2016rolandNo ratings yet
- Common EtchantsDocument2 pagesCommon EtchantsAndiniPermanaNo ratings yet
- Environmental Effects On Engineered Materials - Russell H. JonesDocument517 pagesEnvironmental Effects On Engineered Materials - Russell H. JonesVictorNo ratings yet