You might also like
- Tin Can & Offset PrintingDocument17 pagesTin Can & Offset PrintingGayashan Kulathunga100% (2)
- Beverage Can Manufacturing ProcessDocument38 pagesBeverage Can Manufacturing ProcessElizabethBuana50% (2)
- Metal Cans & Containers: A History of Steel PackagingDocument34 pagesMetal Cans & Containers: A History of Steel PackagingAmyHuiNo ratings yet
- A Review of The Properties and Applications of Poly (Methyl Methacrylate) (PMMA)Document30 pagesA Review of The Properties and Applications of Poly (Methyl Methacrylate) (PMMA)Vlad KubinyeczNo ratings yet
- How Cans Are MadeDocument4 pagesHow Cans Are MadeOkeyourying MayourNo ratings yet
- Beverage ContainersDocument14 pagesBeverage Containersadilneu0% (1)
- Glass ProductionDocument10 pagesGlass ProductionRichelieu M DeleonNo ratings yet
- Glass ManufacturingDocument4 pagesGlass ManufacturingEM EZNo ratings yet
- Group 4 Types of Packaging MaterialsDocument38 pagesGroup 4 Types of Packaging MaterialsRomiet Carmelo Mendoza CapuzNo ratings yet
- Glass Production: From Wikipedia, The Free EncyclopediaDocument10 pagesGlass Production: From Wikipedia, The Free EncyclopediaMahfuzur Rahman SiddikyNo ratings yet
- Packaging of Fresh and Processed MeatDocument20 pagesPackaging of Fresh and Processed MeatShriraj ThatteNo ratings yet
- Barrier Sheets - RajooDocument5 pagesBarrier Sheets - RajooSachin KothariNo ratings yet
- Canning: Submitted by Sourav Kansal - CH15528 Sukriti Sharma - CH15529 Sumedha Aggarwal - CH15530Document41 pagesCanning: Submitted by Sourav Kansal - CH15528 Sukriti Sharma - CH15529 Sumedha Aggarwal - CH15530Gurnoor KaurNo ratings yet
- 4.cleaning & Sterilization of ContainerDocument14 pages4.cleaning & Sterilization of ContainerHujjat UllahNo ratings yet
- Glass RecyclingDocument9 pagesGlass RecyclingNorazwan Nor100% (1)
- 3 Piece Can MakingDocument14 pages3 Piece Can MakingramshetronNo ratings yet
- Electrolytic Tinplate NIppon SteelDocument6 pagesElectrolytic Tinplate NIppon SteelAndre AdrianaNo ratings yet
- Uses and Types of Corrugated CardboardDocument6 pagesUses and Types of Corrugated CardboardNorieanne GarciaNo ratings yet
- Testing of Packaging Manual - Keerthana DsecDocument31 pagesTesting of Packaging Manual - Keerthana DsecAbishek. KNo ratings yet
- Food Packaging Advanced Packaging: Purba Purnama, Ph. DDocument63 pagesFood Packaging Advanced Packaging: Purba Purnama, Ph. DDavid ElricoNo ratings yet
- Business Plan of "Package Drinking Water" byDocument33 pagesBusiness Plan of "Package Drinking Water" byNIKHIL_SNo ratings yet
- Food Processing Equipment DesignDocument6 pagesFood Processing Equipment DesignPaolo Ocampo67% (3)
- Plastic Bottles and Bottle CapsDocument10 pagesPlastic Bottles and Bottle Capsikki kuroganeNo ratings yet
- Enercon Cap Sealer Handbook PDRCDocument17 pagesEnercon Cap Sealer Handbook PDRCpharmaxprojectsNo ratings yet
- Flat Die PET Film: Innovative Extrusion LinesDocument28 pagesFlat Die PET Film: Innovative Extrusion LinesMada PerwiraNo ratings yet
- GCP 2002002 - Tissue Paper ProductsDocument4 pagesGCP 2002002 - Tissue Paper ProductsMaureen Grace LebriaNo ratings yet
- Packaging Products: Baysa - Guerrero - Rebollido - Baltazar - Lura - Lutrania - Morales - Sab-ItDocument37 pagesPackaging Products: Baysa - Guerrero - Rebollido - Baltazar - Lura - Lutrania - Morales - Sab-ItSheena GagarinNo ratings yet
- Packaging of BeveragesDocument31 pagesPackaging of BeveragesThe Second Life Gaming100% (1)
- Greening Bangladesh's Textile IndustryDocument11 pagesGreening Bangladesh's Textile IndustryGizele RaoNo ratings yet
- The Plastic Manufacturing ProcessDocument2 pagesThe Plastic Manufacturing Processskiran_56No ratings yet
- Sugar Cane JuiceDocument5 pagesSugar Cane Juices.sabapathyNo ratings yet
- PROJECT REPORT ON SHIPPER INDUSTRY BackgroundDocument7 pagesPROJECT REPORT ON SHIPPER INDUSTRY Backgroundrepala praveenNo ratings yet
- Glass Cleaning With Chromic AcidDocument4 pagesGlass Cleaning With Chromic Acidagarpragya4458No ratings yet
- Review of Closures Development Over YearsDocument2 pagesReview of Closures Development Over YearsSundar MoorthiNo ratings yet
- DJF5053-Jigs & Fixtures and Tooling DesignDocument21 pagesDJF5053-Jigs & Fixtures and Tooling DesignMd Aziq Md RaziNo ratings yet
- PVC, CPVC Solvent, Primer and CleanerDocument12 pagesPVC, CPVC Solvent, Primer and CleanerUmarSeddiqueNo ratings yet
- Corrugated Fiberboard DesignDocument39 pagesCorrugated Fiberboard DesignLalo Gutierrez100% (1)
- Spray Dryer & Freeze DryerDocument20 pagesSpray Dryer & Freeze DryerHaroon RahimNo ratings yet
- AlfaLaval Corn Gluten Dewatering BrochureDocument2 pagesAlfaLaval Corn Gluten Dewatering BrochureI. Murali KrishnaNo ratings yet
- Designing A Bottle Through Injection Moulding System: Design Considerations For Packaging Water in Ingeo BottlesDocument5 pagesDesigning A Bottle Through Injection Moulding System: Design Considerations For Packaging Water in Ingeo Bottlesabhishek gautamNo ratings yet
- Glass BottlesDocument18 pagesGlass BottlesHimanshu VaidNo ratings yet
- UHT Processing Methods for Milk SterilizationDocument6 pagesUHT Processing Methods for Milk SterilizationOsman Aita100% (1)
- AsepticpackagingDocument23 pagesAsepticpackagingSwarupa LimayeNo ratings yet
- PVC Foam Furniture Sheet PDFDocument2 pagesPVC Foam Furniture Sheet PDFAbdul Majid100% (1)
- Concept of Spray Drying TechniqueDocument7 pagesConcept of Spray Drying TechniqueMaria Fernanda Bermudez ValeroNo ratings yet
- Module 4 - Dryers and Drying ProcessesDocument18 pagesModule 4 - Dryers and Drying ProcessesGold BlandoNo ratings yet
- Contact Session Slides Rubber Manufacture, Processing and Value Addition - 2015Document27 pagesContact Session Slides Rubber Manufacture, Processing and Value Addition - 2015Chathura Thennakoon100% (1)
- Paper Pulping MethodDocument62 pagesPaper Pulping MethodJordy HervandiNo ratings yet
- Bunge, Cargill, Dreyfus and ADM Face New ChallengesDocument5 pagesBunge, Cargill, Dreyfus and ADM Face New Challengesvineetakaushik83No ratings yet
- Divoflow 185 enDocument2 pagesDivoflow 185 enHau SinâuđaNo ratings yet
- All About Corrugated BoxesDocument7 pagesAll About Corrugated BoxesAnkush SharmaNo ratings yet
- Containers Printers IntroductionDocument28 pagesContainers Printers Introductionyhtan09No ratings yet
- Process Technology For The: Fruit Juice and Primary IndustriesDocument16 pagesProcess Technology For The: Fruit Juice and Primary IndustriesSandi ApriandiNo ratings yet
- Sugarcane Manufacturing ProcessDocument3 pagesSugarcane Manufacturing Processdante224No ratings yet
- Packaging of Food in Paperboard Containers - 2020Document40 pagesPackaging of Food in Paperboard Containers - 2020fernandoluisNo ratings yet
- PETBottle Manufacturing ProjectDocument11 pagesPETBottle Manufacturing ProjectSadam AlmaqtariNo ratings yet
- All About CanningDocument12 pagesAll About CanningGayathri Fernando100% (1)
- Extrusion BasicsDocument3 pagesExtrusion BasicsSaad AliNo ratings yet
- Product Expiry and Revalidation Date ListDocument18 pagesProduct Expiry and Revalidation Date ListSONIA NABINo ratings yet
- Achaar Powder 1550 A4 Impex 01.09.2022Document1 pageAchaar Powder 1550 A4 Impex 01.09.2022SONIA NABINo ratings yet
- Problem and Market Size: Million Registered Vehicles %Document2 pagesProblem and Market Size: Million Registered Vehicles %SONIA NABINo ratings yet
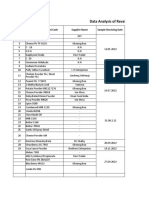
- Data Analysis of Revalidation Samples 26 10 2022Document5 pagesData Analysis of Revalidation Samples 26 10 2022SONIA NABINo ratings yet
- Achaar 1055 SM Foods 13-09-2021Document1 pageAchaar 1055 SM Foods 13-09-2021SONIA NABINo ratings yet
- Achaar 1055 SM Foods 13-09-2021Document1 pageAchaar 1055 SM Foods 13-09-2021SONIA NABINo ratings yet
- Assignment of FT N Oil Corn Oil BiscuitsDocument7 pagesAssignment of FT N Oil Corn Oil BiscuitsSONIA NABINo ratings yet
- Assignment of Beverage Technology:: Submitted To: Miss Bisma Iqbal Submitted byDocument3 pagesAssignment of Beverage Technology:: Submitted To: Miss Bisma Iqbal Submitted bySONIA NABINo ratings yet
- Beverage Trmeric LassiDocument5 pagesBeverage Trmeric LassiSONIA NABINo ratings yet
- Baking AssigmntDocument9 pagesBaking AssigmntSONIA NABINo ratings yet
- BMRDocument4 pagesBMRSONIA NABINo ratings yet
- Assignment of Beverage Technology:: Submitted To: Miss Bisma Iqbal Submitted byDocument3 pagesAssignment of Beverage Technology:: Submitted To: Miss Bisma Iqbal Submitted bySONIA NABINo ratings yet
- Agarose Gel Electrophoresis of Food Coloring DyesDocument7 pagesAgarose Gel Electrophoresis of Food Coloring DyesSONIA NABINo ratings yet
- Assignment of Fats and Oil Technology Fat Sooluble VitaminsDocument4 pagesAssignment of Fats and Oil Technology Fat Sooluble VitaminsSONIA NABINo ratings yet
- Class No 11 Cane (FP) Part CDocument15 pagesClass No 11 Cane (FP) Part CSONIA NABINo ratings yet
- Assignment of Beverage Technology:: Submitted To: Miss Bisma Iqbal Submitted byDocument3 pagesAssignment of Beverage Technology:: Submitted To: Miss Bisma Iqbal Submitted bySONIA NABINo ratings yet
- Food Packaging Technology: BS-Final Year Lecture #2 (A) Packaging Material (Paper)Document11 pagesFood Packaging Technology: BS-Final Year Lecture #2 (A) Packaging Material (Paper)SONIA NABINo ratings yet
- Nylon and Biodegradable Packaging Technologies for FoodDocument15 pagesNylon and Biodegradable Packaging Technologies for FoodSONIA NABINo ratings yet
- Proper storage conditions and packaging for common baking ingredientsDocument12 pagesProper storage conditions and packaging for common baking ingredientsSONIA NABINo ratings yet
- Assig Nment of Beverage Technology:: Submitted ToDocument5 pagesAssig Nment of Beverage Technology:: Submitted ToSONIA NABINo ratings yet
- Maintenance work seasoning and flavor sectionDocument1 pageMaintenance work seasoning and flavor sectionSONIA NABINo ratings yet
- ApplicationDocument1 pageApplicationSONIA NABINo ratings yet
- Chief Coordinator JDsDocument1 pageChief Coordinator JDsSONIA NABINo ratings yet
- Assignment of Food Safety:: Submitted ToDocument3 pagesAssignment of Food Safety:: Submitted ToSONIA NABINo ratings yet
- Immune BoostersDocument3 pagesImmune BoostersSONIA NABINo ratings yet
- Course Summary:: Assignment 1Document1 pageCourse Summary:: Assignment 1SONIA NABINo ratings yet
- Monthly Attendance Sheet of Feb: Date: Day: in Timings Out Timings Present/AbsentDocument1 pageMonthly Attendance Sheet of Feb: Date: Day: in Timings Out Timings Present/AbsentSONIA NABINo ratings yet
- What Is A Food Safety AuditDocument8 pagesWhat Is A Food Safety AuditSONIA NABINo ratings yet
- Sop Lays Feritos Sonia CompleteDocument1 pageSop Lays Feritos Sonia CompleteSONIA NABI0% (1)
- (1902) The Centennial of The United States Military Academy at West Point New YorkDocument454 pages(1902) The Centennial of The United States Military Academy at West Point New YorkHerbert Hillary Booker 2nd100% (1)
- Biology and Aquaculture of Tilapia-Routledge (2022)Document324 pagesBiology and Aquaculture of Tilapia-Routledge (2022)Pablo Antonio Pintos TeránNo ratings yet
- Liquichek Specialty Immunoassay Control Levels LTA, 1, 2 and 3Document6 pagesLiquichek Specialty Immunoassay Control Levels LTA, 1, 2 and 3clinicalbiochemistryNo ratings yet
- Wonder Woman: Directed byDocument4 pagesWonder Woman: Directed byRoxana Ioana DumitruNo ratings yet
- Alora Sealord History, How and Why They Were FormedDocument1 pageAlora Sealord History, How and Why They Were Formedgoddessjanefire003No ratings yet
- StudenttextDocument29 pagesStudenttextapi-195130729No ratings yet
- Quiz On Digestive SystemDocument2 pagesQuiz On Digestive Systemacademic purposesNo ratings yet
- Underwater Cutting and Welding Equipment - 89250054 - AbDocument38 pagesUnderwater Cutting and Welding Equipment - 89250054 - AbAhmed Adel100% (1)
- Dell M1000e Install Admin TroubleshootingDocument78 pagesDell M1000e Install Admin Troubleshootingsts100No ratings yet
- B IngDocument2 pagesB IngsyfnanyNo ratings yet
- IT Industry in India: Indian Education SystemDocument9 pagesIT Industry in India: Indian Education SystemPradeep BommitiNo ratings yet
- Dynamics: What Is A Force?Document13 pagesDynamics: What Is A Force?TorettoNo ratings yet
- Kyle Capodice Ecet Candidate ResumeDocument1 pageKyle Capodice Ecet Candidate Resumeapi-394690479No ratings yet
- Lesson 19 - Preparation of Capital Statement and Balance SheetDocument6 pagesLesson 19 - Preparation of Capital Statement and Balance SheetMayeng MonayNo ratings yet
- Trauma-Informed CounselingDocument1 pageTrauma-Informed Counselingapi-492010604No ratings yet
- Call For Applications To JASTIP-Net 2021 Guidelines For ApplicantsDocument6 pagesCall For Applications To JASTIP-Net 2021 Guidelines For ApplicantsNadya IrsalinaNo ratings yet
- Pornhub 2021 Year in Review defines searchesDocument57 pagesPornhub 2021 Year in Review defines searchesRickPornAdams RickNo ratings yet
- Device Test ModeDocument14 pagesDevice Test ModeNay SoeNo ratings yet
- Ch-4 Stock Markets - OldDocument56 pagesCh-4 Stock Markets - OldYibeltal AssefaNo ratings yet
- SHORLUBE Self Lubricating Bearings PDFDocument20 pagesSHORLUBE Self Lubricating Bearings PDFNickNo ratings yet
- Greetings To EveryoneDocument2 pagesGreetings To EveryoneLouella MedinaNo ratings yet
- 250 - Windows ShellcodingDocument116 pages250 - Windows ShellcodingSaw GyiNo ratings yet
- Race, Gender, and the Politics of Visible IdentityDocument21 pagesRace, Gender, and the Politics of Visible IdentityrebenaqueNo ratings yet
- Aluminum Extrusions (HFS6 Series) Aluminum Extrusions (HFS6 Series)Document1 pageAluminum Extrusions (HFS6 Series) Aluminum Extrusions (HFS6 Series)Jesus ValenciaNo ratings yet
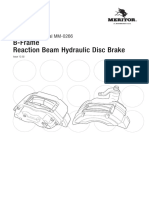
- Hydraulic Caliper Service Manual MM0266Document27 pagesHydraulic Caliper Service Manual MM0266LUKASNo ratings yet
- Barrett Preliminary Injunction in 'Heartbeat Bill' CaseDocument12 pagesBarrett Preliminary Injunction in 'Heartbeat Bill' CaseCincinnatiEnquirerNo ratings yet
- Jane Austen's Literary StyleDocument4 pagesJane Austen's Literary StyleGulfam RashidNo ratings yet
- Natural Resources Management IntroDocument14 pagesNatural Resources Management IntroJoaquin David Magana100% (2)
- Theory of Machines Kinematics FundamentalsDocument31 pagesTheory of Machines Kinematics FundamentalsmungutiNo ratings yet
- Oracle Analytics Cloud 2018 Solution Engineer Specialist AssessmentDocument4 pagesOracle Analytics Cloud 2018 Solution Engineer Specialist AssessmentRamón MedinaNo ratings yet