0% found this document useful (0 votes)
3K views47 pagesLecture No. 9: Drilling Machines, Nomenclature, Types, Operations and Precautions
The document provides information on drilling machines including parts, types, operations, and safety precautions. It describes the main components of drilling machines like the vice, spindle, sleeve, column, head, worktable and base. It also discusses different types of drilling machines, tool holding devices, and common drilling operations like reaming, boring, counterboring, countersinking and tapping. Safety is important when using drilling machines and proper precautions should be followed.
Uploaded by
Muhammad IrfanCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PPT, PDF, TXT or read online on Scribd
0% found this document useful (0 votes)
3K views47 pagesLecture No. 9: Drilling Machines, Nomenclature, Types, Operations and Precautions
The document provides information on drilling machines including parts, types, operations, and safety precautions. It describes the main components of drilling machines like the vice, spindle, sleeve, column, head, worktable and base. It also discusses different types of drilling machines, tool holding devices, and common drilling operations like reaming, boring, counterboring, countersinking and tapping. Safety is important when using drilling machines and proper precautions should be followed.
Uploaded by
Muhammad IrfanCopyright
© © All Rights Reserved
We take content rights seriously. If you suspect this is your content, claim it here.
Available Formats
Download as PPT, PDF, TXT or read online on Scribd
- Introduction to Drilling
- Lecture Objectives
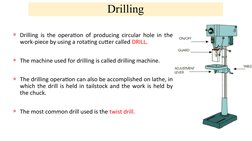
- Drilling Basics
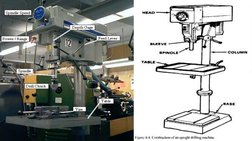
- Components of Drilling Machine
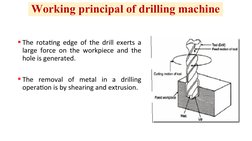
- Working Principle
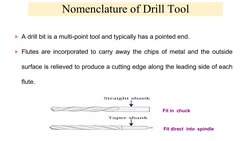
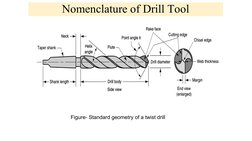
- Drill Tool Nomenclature
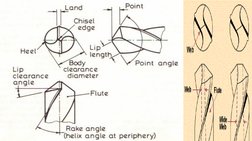
- Parts of Twisted Drill
- Drill Materials
- Types of Drilling Machines
- Tool-Holding Devices
- Drilling Machine Operations
- Economical Drilling
- Cutting Fluids
- Drilling Facts and Problems
- Precautions for Drilling Machine
- Conclusion